Диаметр прутка для нарезания резьбы таблица
Диаметры стержней под нарезание резьбы
Диаметры стержней под нарезание резьбы|
на vic-smi. |
Главная / Вело / Диаметры стержней под нарезание резьбы
|
||||||||

 5
5 4
4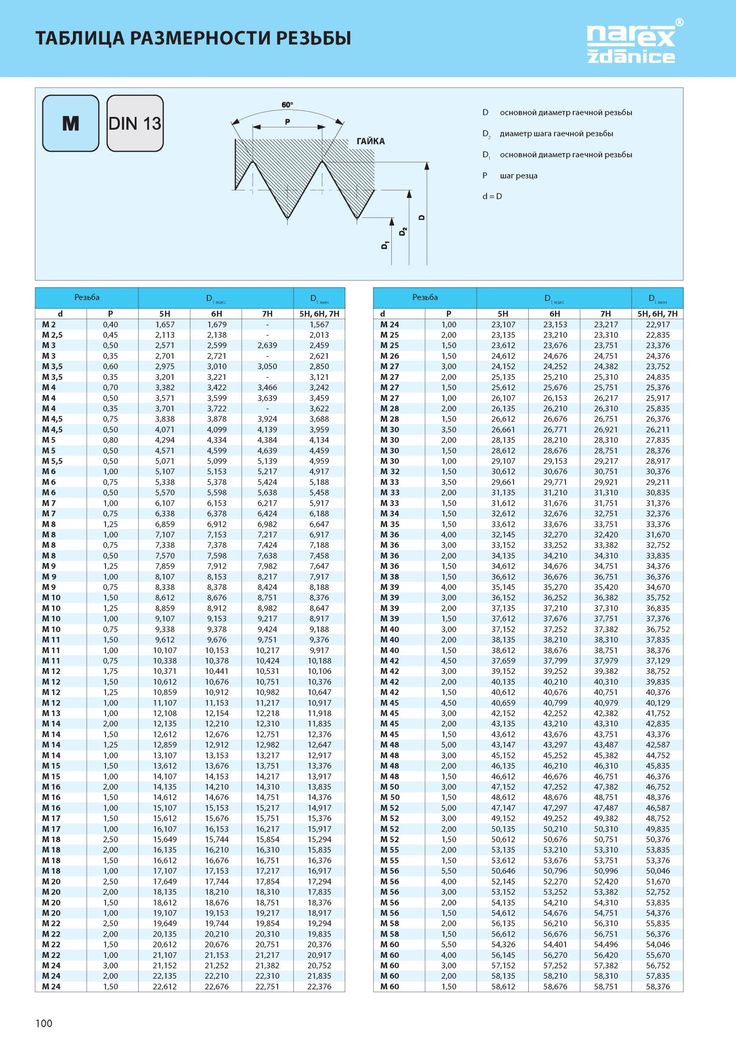 4
4 4
4 4
4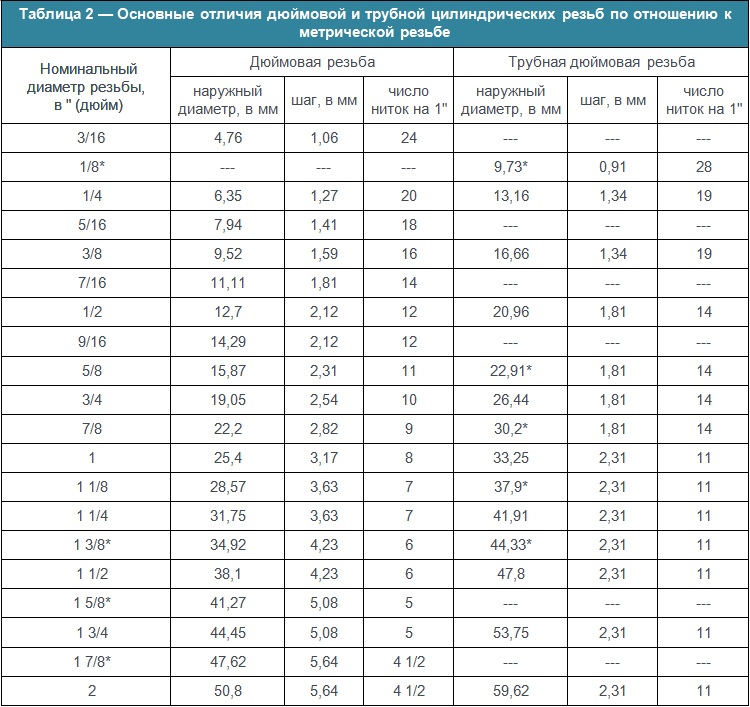 5
5Сайт управляется системой uCoz
| ГОСТы, СНиПы Карта сайта TehTab.ru Поиск по сайту TehTab.ru |
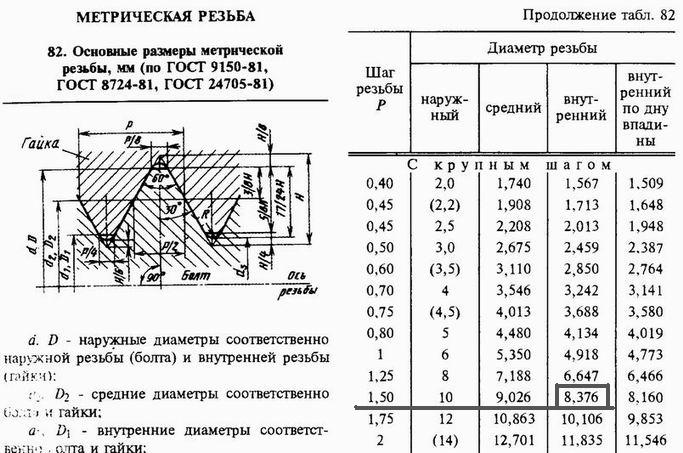
Навигация по справочнику TehTab.ru: главная страница / / Техническая информация/ / Оборудование - стандарты, размеры/ / Элементы трубопроводов. Фланцы, резьбы, трубы, фитинги..../ / Резьбы. Метрическая резьба - размеры, таблицы. Дюймовые резьбы - размеры, таблицы. Таблицы соответствия резьб. / / Метрические резьбы. Диаметры стержней и допуски на них под метрическую резьбу М3-М50, выполняемую плашками. Диаметры сверл М1-М10 для высверливания отверстий под метрическую резьбу. Нарезание резьб плашками и метчиками.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Нашли ошибку? Есть дополнения? Напишите нам об этом, указав ссылку на страницу. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| TehTab.ru Реклама на сайте | Обращаем ваше внимание на то, что данный интернет-сайт носит исключительно информационный характер. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Все риски за использование информаци с сайта посетители берут на себя. Проект TehTab.ru является некоммерческим, не поддерживается никакими политическими партиями и иностранными организациями. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Диаметры сверл М1-М10 для высверливания отверстий под метрическую резьбу. Нарезание резьб плашками и метчиками.
Диаметры сверл М1-М10 для высверливания отверстий под метрическую резьбу. Нарезание резьб плашками и метчиками. Диаметры сверл М1-М10 для высверливания отверстий под метрическую резьбу. Нарезание резьб плашками и метчиками.
Диаметры сверл М1-М10 для высверливания отверстий под метрическую резьбу. Нарезание резьб плашками и метчиками. Главное хорошо смазать все рабочие лезвия, чтобы резьба не рвалась, а плашка не тупилась.
Главное хорошо смазать все рабочие лезвия, чтобы резьба не рвалась, а плашка не тупилась. Метчик - металлорежущий инструмент для нарезания внутренней резьбы в предварительно просверленных отверстиях. Бывают ручные (вращаются при помощи воротка) и станочные, гаечные и инструментальные (маточные и плашечные).При нарезании глубокой резьбы обычно применяют комплект из трех метчиков: первый метчик (обозначение - одна риска) - предварительный, второй (две риски) нарезает резьбу и третий (три риски или без низ) ее калибрует. Гаечные метчики пригодны для нарезания короткой резьбы (как в гайке) и имеют последовательно расположенные режущие кромки; после прохождения всей длины получают полную резьбу.
Метчик - металлорежущий инструмент для нарезания внутренней резьбы в предварительно просверленных отверстиях. Бывают ручные (вращаются при помощи воротка) и станочные, гаечные и инструментальные (маточные и плашечные).При нарезании глубокой резьбы обычно применяют комплект из трех метчиков: первый метчик (обозначение - одна риска) - предварительный, второй (две риски) нарезает резьбу и третий (три риски или без низ) ее калибрует. Гаечные метчики пригодны для нарезания короткой резьбы (как в гайке) и имеют последовательно расположенные режущие кромки; после прохождения всей длины получают полную резьбу.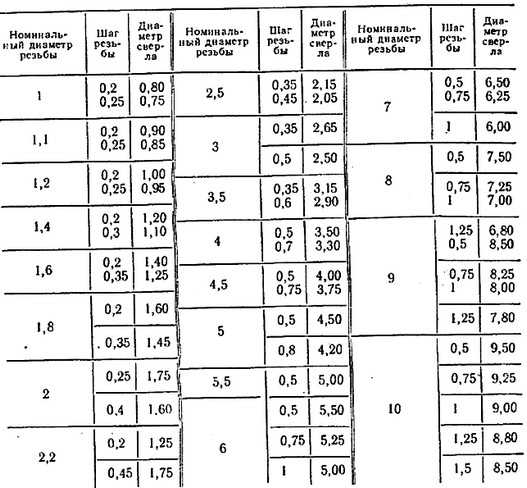 д. (см.. таблицу).
д. (см.. таблицу).
 ru:
ru:Размер стержня для нарезания резьбы на плашке
| |||||||||||||||||||||||||||||||||||||||||
 75
75 
Диаметр резьбы. | Главная Модель Форум машинистов двигателей
kcmillin
Победитель проекта месяца!!!
- #1
Мне трудно найти правильный диаметр, чтобы подготовить припуск для нарезания резьбы.
Есть ли здесь эмпирическое правило, например, определенный процент меньше основного диаметра?
Мне всегда приходится делать детали меньше, чем я думаю, чтобы штамп заработал.
Также можно ли это применить для нарезания резьбы на токарном станке?
Пример. Если бы я хотел сделать резьбу 1/2 13 в алюминиевом стержне, начал бы я с диаметра 1/2 дюйма или меньше?
Kel
Я предполагаю, что у меня вопрос: существует ли индекс для потоковой передачи, такой как постукивание?
Кел (снова)
вебстерз
Известный член
- #2
Главный диаметр резьбы соответствует размеру вашего материала. для 3/4-10 требуется материал 3/4", для 1/2-13 требуется 1/2" и так далее. Это для наружной резьбы, конечно, если вы нарезаете отверстия, возьмите диаграмму.
Блогведьма
Ex Bogstandard
- #3
Кел,
Вебс в этом прав.
Если вы режете штампом, лучше использовать разъемный. Это позволяет вам оставить два внешних винта в матрице незакрепленными и затянуть центральный в разрез. Это эффективно увеличивает размер высечки, и, следовательно, начало резки должно быть намного проще. Если вы посмотрите на обе стороны резьбы штампа, вы обнаружите, что одна сторона имеет довольно большой шаг конусности, он идет к работе, опять же, чтобы помочь начать резьбу.
Это эффективно увеличивает размер высечки, и, следовательно, начало резки должно быть намного проще. Если вы посмотрите на обе стороны резьбы штампа, вы обнаружите, что одна сторона имеет довольно большой шаг конусности, он идет к работе, опять же, чтобы помочь начать резьбу.
При необходимости вы можете надеть на заготовку небольшой конусный выступ, что я и делаю, как само собой разумеющееся, таким образом вы получите резьбу, которая гораздо легче входит в отверстие, чем если бы она была с прямым концом. . После того, как вы нарезали первый виток резьбы, вы осторожно отвинчиваете центральный винт и затягиваете два внешних винта, а затем делаете еще один отрезок. Что вы делаете, так это аккуратно уменьшаете размер резьбы до тех пор, пока он не будет идеально подходить к внутреннему резьбовому отверстию. Возможно, вам придется уменьшить его в несколько этапов, пока вы не достигнете подходящего размера.
Этот конический ввод имеет один недостаток. Он также оставляет резьбу на конце разреза скошенной, поэтому она может не полностью ввинчиваться в резьбовое отверстие. Обходной путь заключается в том, чтобы вырезать в заготовке углубление по размеру сердцевины резьбы, оно должно быть той же ширины, что и коническое сверло, оставшееся после нарезания резьбы, чтобы позволить резьбе полностью пройти в отверстие. Другой способ - перевернуть матрицу в штамповочном материале и использовать неконическую сторону, чтобы отрезать конический конец в конце нарезки резьбы, так что вы получите параллельную резьбу на всем протяжении.
Обходной путь заключается в том, чтобы вырезать в заготовке углубление по размеру сердцевины резьбы, оно должно быть той же ширины, что и коническое сверло, оставшееся после нарезания резьбы, чтобы позволить резьбе полностью пройти в отверстие. Другой способ - перевернуть матрицу в штамповочном материале и использовать неконическую сторону, чтобы отрезать конический конец в конце нарезки резьбы, так что вы получите параллельную резьбу на всем протяжении.
Запутанно, не правда ли
Болота
отпариватель
Известный член
- #4
Оловянный сокол
Известный член
- #5
Kel:
В таблице резьбонарезки littlemachineshop.com также указаны основные диаметры, а также второстепенные диаметры, а также размеры сверла для метчика и сверла с зазором. http://littlemachineshop.com/Reference/tapdrill.php
В любом справочнике по оборудованию есть более подробные диаграммы. Если у вас нет копии, вы можете скачать ее с сайта archive.org
http://www.archive.org/details/cu31924003638024
Олово
мклоц
Известный член
- #6
Формула для размера метчика, который также является размером отверстия при односторонней внутренней резьбе:
TD = MD - 0,013*DOT/TPI
где:
TD = диаметр метчика
MD = главный диаметр
DOT = требуемая глубина резьбы, выраженная в процентах
TPI = количество витков на дюйм требуемой резьбы
Твмастер
Известный член
- #7
Похоже, Кел ищет информацию о мужских нитях.
Где-то читал, и использую в своем магазине, идут 95% диаметра. Поэтому, если вы хотите нарезать резьбу 3/4 дюйма с помощью штампа, вы должны выточить деталь на .713, а не на резьбу.
kcmillin
Победитель проекта месяца!!!
- #8
Всем спасибо за информацию.
В чем моя настоящая проблема при изготовлении наружной резьбы. У меня есть все схемы для прослушивания. Но всякий раз, когда я пытаюсь нарезать резьбу на токарном станке или с помощью штампа, это никогда не работает так, как я хочу. Когда я использую матрицу, она не запустится, пока я не уменьшу диаметр на 0,010, чем диаметр винта с той же резьбой. Все, что больше, и это только портит нити.
Когда я использую матрицу, она не запустится, пока я не уменьшу диаметр на 0,010, чем диаметр винта с той же резьбой. Все, что больше, и это только портит нити.
Я вижу, что моя проблема скорее всего в некачественных штампах. Я должен инвестировать в лучшие штампы.
Однако, когда я пытаюсь нарезать резьбу на токарном станке, резьба всегда имеет неправильный размер и не подходит к гайке.
Когда я измеряю стандартный болт 1/2 13, внешний диаметр составляет 0,490.???
Иногда, когда я начинаю, скажем, с 0,5 дюйма, когда я заканчиваю, он измеряется больше, чем то, с чего я начал, например 0,515.???
Я достаточно долго откладывал это, я вижу, что многие делают резьбу на токарном станке без проблем, я тоже должен это сделать.
Думаю, мне нужна информация о многопоточности.
Половину разницы между большим и меньшим диаметром составляет глубина резания?
извините за такой странный вопрос. Кажется, я единственный, у кого проблемы с работой мужских тем. Я наверняка делаю что-то не так.
Я наверняка делаю что-то не так.
Кел
Твмастер сказал:
Похоже, Кел ищет информацию о мужских тредах.
Я где-то читал и использую это в своем магазине, вперед 95% диаметра. Так что, если вы хотите нарезать резьбу 3/4 дюйма с помощью матрицы, вы должны повернуть деталь на 0,713, чем на резьбу.
Нажмите, чтобы развернуть...
Вот и все. Спасибо Твмастер.
stevehuckss396
Инженер-модельер
- #9
Посмотрим, поможет ли это. Также срежьте фаску на конце заготовки, чтобы облегчить начало работы штампа. Купите качественную матрицу. Дешёвка нанесёт больше вреда, чем нить.
Также срежьте фаску на конце заготовки, чтобы облегчить начало работы штампа. Купите качественную матрицу. Дешёвка нанесёт больше вреда, чем нить.
зеепрограммист
Известный член
- #10
kcmillin сказал:
Кажется, я единственный, у кого проблемы с работой мужских нитей.
Нажмите, чтобы развернуть...
Я серьезно сомневаюсь в этом.
Интересно, что некоторые станки настроены для нарезания резьбы, а другие нет. Для меня это подсказка.
Один из первых вопросов, о котором я спросил, когда присоединился к форуму, касается обрезки нити.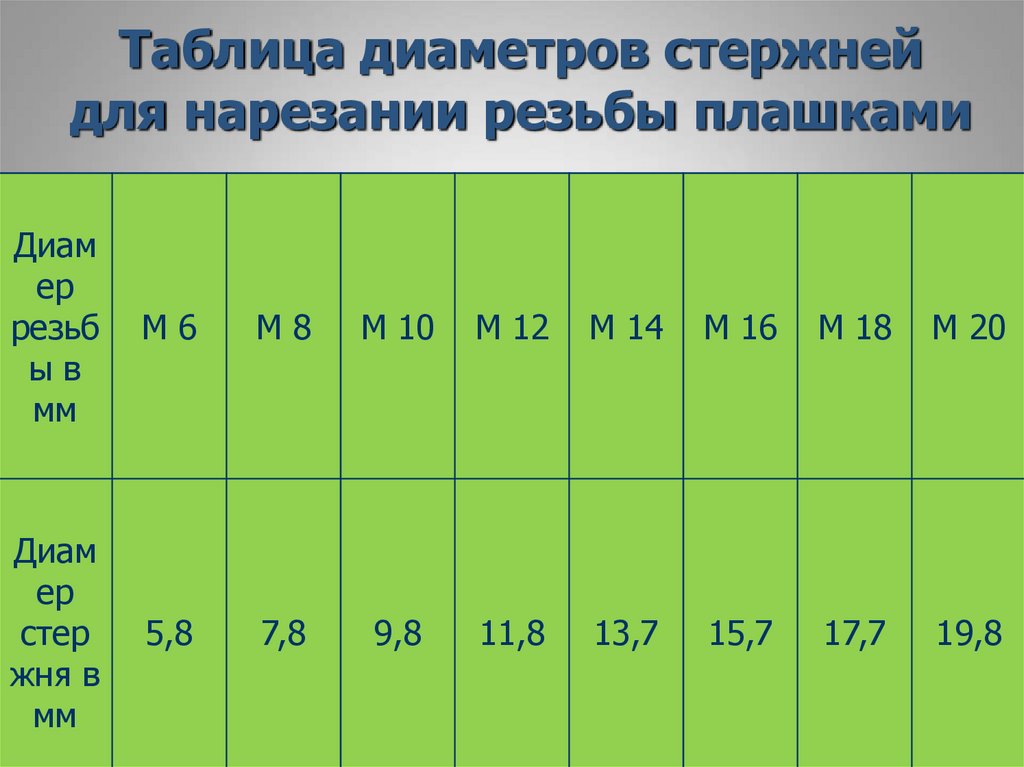 И хотя было несколько очень полезных ответов. Мне еще предстоит сделать какую-либо серьезную нарезку резьбы, кроме как с помощью матрицы.
И хотя было несколько очень полезных ответов. Мне еще предстоит сделать какую-либо серьезную нарезку резьбы, кроме как с помощью матрицы.
Держись. Мне будет интересно узнать, чему вы научитесь. Я мог бы использовать его.
mu38&Bg#
Известный член
- #11
Для наружной резьбы Максимум резьбы класса 3A с плотной посадкой обычно представляет собой больший диаметр. Диапазоны для 1/4-20 следующие.
Класс 1A
Основной диаметр .2367–.2489
Класс 2A
Основной диаметр .2408–.2489
Класс 3A
Основной диаметр .2419–.2500
Для большинства работ, которые вы будете использовать.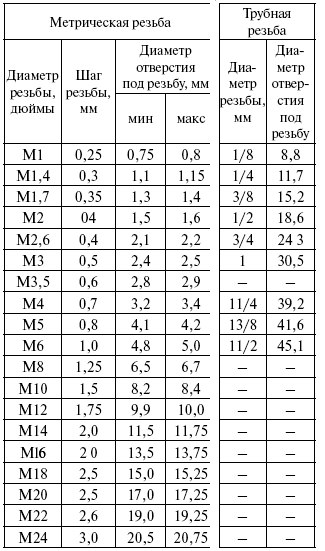 Номинал .245. Это работает до 2%, но эта цифра является переменной: больший процент для меньших потоков (3% для 2-56) и меньший процент для больших (1,4% для 1/2-13) потоков.
Номинал .245. Это работает до 2%, но эта цифра является переменной: больший процент для меньших потоков (3% для 2-56) и меньший процент для больших (1,4% для 1/2-13) потоков.
Если вы выточите ложу на больший диаметр, вы получите острую резьбу, которая может плохо закончиться, она имеет тенденцию переворачиваться и будет тугой в резьбовом отверстии.
Снимаю за середину заданного диапазона для спецификации на нитке. Если он должен быть тугим, я сначала делаю резьбовую часть и подкрадываюсь к хорошей посадке на внешней резьбе.
Справочник по машинам удобен для такого рода информации. Когда я работал в аэрокосмической отрасли, каждая резьба и застежка имели обозначение класса.
Грег
вебстерз
Известный член
- #12
kcmillin сказал:
...Когда я измеряю стандартные болты 1/2 13, внешний диаметр составляет 0,490.???...
Нажмите, чтобы развернуть...
Это всего лишь разница в 0,005 дюйма на сторону. Материал может сильно различаться (или больше). Меня учили всегда использовать полный большой диаметр. матрицу открыли, чтобы нарезать слишком большой размер, затем постепенно затягивали матрицу, пока она не подошла по размеру Шестигранная матрица обычно используется для нарезания существующей резьбы, и при использовании на полноразмерном материале чаще всего получается рваная резьба меньшего размера.0016
рейка60
Известный член
- №13
Мне очень нравится нарезание резьбы с одной точки на токарном станке, поэтому я редко использую штампы.
Как заметил Грег, материал номинального размера приведет к классу 3 9нить 0022. То есть на уровне или очень близко к 100%. Я выполнил несколько заданий на работе, где было указано
, но не так много.
Посадка класса 1 вполне приемлема практически для любой резьбы в любительской обработке.
Обычно достаточно резьбы от 75% до 80%.
Если у готовой резьбы есть острые концы на гребнях, ваш наружный диаметр слишком велик.
Рик
kcmillin
Победитель проекта месяца!!!
- №14
rake60 сказал:
Мне очень нравится нарезание резьбы на токарном станке с одной точкой, поэтому я редко использую штампы.
Рик
Нажмите, чтобы развернуть...
Вот где я хочу быть.
Спасибо, Рик. Да, я видел острые точки на гребнях, я определенно буду использовать метод, который вы описали.
Дополнительное примечание. Я пытался (недавно) нарезать резьбу с помощью рукоятки шпинделя. Я чувствую, что таким образом у меня больше контроля, но стружка (стружка) получается очень неравномерной. Все острое и настроено правильно, но алюминий выглядит комковатым, как обычная стружка, но с неприятным случаем прыщей. Почти как черпать мороженое. Хотя разрез все еще выглядит чистым. Я использую предварительно заточенную фрезу с плоской вершиной. Должен ли я отшлифовать этот бит, который якобы сделан для работы, и положить на него грабли? Лучше резать под напряжением?
Должен ли я отшлифовать этот бит, который якобы сделан для работы, и положить на него грабли? Лучше резать под напряжением?
Кел
Твмастер
Известный член
- №15
Кел...
Используете ли вы смазку? Является ли алюминий липким неприятным материалом для резки?
измельчить
Известный член
- №16
kcmillin
Победитель проекта месяца!!!
- # 17
Я люблю это место.
;D ;D
Спасибо Шред
Кел
Марьяк
Известный член
- # 18
kcmillin сказал:
Мне всегда приходится делать детали меньше, чем я думаю, чтобы штамп заработал.

Нажмите, чтобы развернуть...
Kel,
Большинство более дешевых плашек для резьбы от наших азиатских кузенов не имеют конусного ввода, поэтому необходимо уменьшить диаметр, чтобы начать их работу, и обеспечить «свертывание» при деформации (прокатке), резьбе. нить, а не обрезать ее. Плашки хорошего качества имеют этот ввод и режут легче и прямее. В любом случае всегда стоит сделать фаску на передней кромке, чтобы облегчить запуск штампа.
Надеюсь, это поможет
С наилучшими пожеланиями
Боб
рейка60
Известный член
- # 19
Боб делает еще одно важное замечание.
У меня есть ОЧЕНЬ ДЕШЕВЫЙ набор метчиков и матриц из углеродистой стали, который я купил с местным излишком
магазин за 8 долларов США. Он был произведен в Тихоокеанском регионе.
Дешево, как это было, если вы внимательно посмотрите на матрицы, вы увидите разницу между начальной стороной
и задней стороной. Стартовая сторона имеет преимущество в фасках на всех площадках.
На тыльной стороне земли переходят в острые концы.
Если вы попытаетесь запустить любой кубик с обратной стороны, результатом будет разочарование.
Рик
мклоц
Известный член
- #20
Некоторое время назад я нарисовал подробную схему 60-градусной формы резьбы и разработал формулы практически для каждого интересующего измерения, связанного с этой формой резьбы. Я прикрепил это к этому сообщению.
Я призываю всех вас скопировать эту схему и поместить ее в свой рабочий блокнот. Это ответит на многие из вопросов, которые могут у вас возникнуть о нитях.
Если вы посмотрите на него, вы увидите, что небольшая лыска на вершине резьбы, которая объясняет тот факт, что измеренный диаметр меньше номинального, сделана путем отрезания небольшого треугольного участка, высота которого равно H/8, где H — общая высота резьбы.
В нижней части диаграммы вы увидите формулу для «U», помеченную как «диаметральная выточка от номинального диаметра».
U = [sqrt(3)/8]/n = 0,2165/n
где:
n = шаг, выраженный как tpi
Перед нарезанием резьбы номинальный диаметр заготовки должен быть уменьшен на эту величину.* Я полагаю, что Шред в своей таблице вычислил результирующий диаметр для обычных размеров болтов путем вычитания U из номинальных диаметров. (Шред, пожалуйста, поправьте меня, если я ошибаюсь.)
По какой-то причине (возможно, из-за врожденного отвращения к математике) машинистам таблицы нравятся больше, чем формулы.










