Координатно расточные работы
Координатно-расточные работы по металлу в СПб
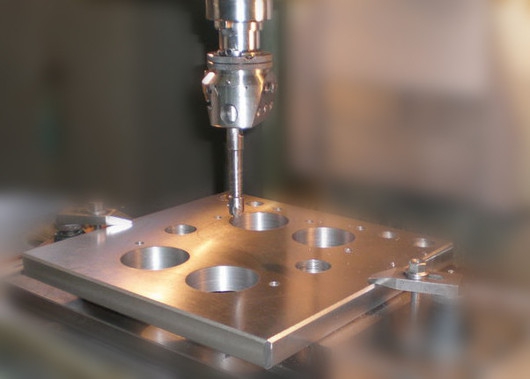
| Растачиванием называется технология, позволяющая увеличить диаметр отверстий в уже имеющихся в изделиях и заготовках из металла. Главное отличие координатно-расточных работ от фрезерных это сверление отверстий и их обработка (растачивание), а так же фрезерование плоскостей деталей с высокой степенью точности и высокой чистотой обработанной поверхности. Координатно-расточные работы и расточка отверстий – это одна из завершающих операций по механической обработке детали. Расточные работы производят на отверстиях, полученных в процессе литья или сверления для увеличения размера или достижения точного диаметра. Работы выполняются при малых скоростях, что позволяет достигать при обработке детали очень высокой точности, до десятых и сотых долей миллиметра. Выполняются такие работы специальным высокоточным инструментом. |
Координатная расточка производится на таких деталях, как матрицы, пуансоны пуансонодержатели, посадочные места, детали которым требуется точное сопряжение между собой (соединение плит на штифтовых отверстиях) или чтобы обеспечить равномерный зазор между матрицей и пуансоном. Так же на координатно-расточном станке растачиваются отверстия для полумуфт для обеспечения точности у сопрягаемых деталей.
При выполнении данных работ возможно выполнять такие операции, как обработка торцов в отверстиях и пазах, обработка конических и криволинейных поверхностей, сопряженных между собой.
Горизонтально- и вертикально-расточная обработка
Эти процессы включают в себя высверливание необходимых отверстий в металлическом изделии, увеличение его диаметра и расточку в соответствии с представленным техническим описанием детали. Относительно низкая скорость обработки позволяет обеспечить высокую точность в изготовлении изделий.
Существуют горизонтально- и вертикально-расточные станки. Зависит вид станка от наличия горизонтального или, соответственно, вертикального шпинделя, который движется по оси вращения. В его отверстии закрепляется инструмент — сверло, зенкер, фреза и т.д.
На профессиональном оборудовании применяются особые резцы двух видов – проходные и упорные. Проходными обрабатывают сквозные отверстия, упорными – глухие. Используемые для этого рода обработки резцы - это мерные пластины, которые производятся из твердых сплавов либо из быстрорежущих сталей, их размер соответствует диаметру отверстия, подвергаемого расточке.
Для оформления заказа воспользуйтесь формой, расположенной ниже.
Мы гарантируем соблюдение авторских прав заказчика.
Предоставленные нам контакты, чертежи и документация ни в коем случае не станет известна третьим лицам.
Сверлильные и расточные работы — Металлообработка ООО «ОСМОС ИНЖИНИРИНГ»
Для начала разберемся – что такое сверлильные и расточные работы?
Сверлильные работы представляют собой создание отверстий необходимого диаметра в металлических деталях. С помощью специального режущего инструмента на оборудовании – сверла, создают глухие и сквозные отверстия в металлоизделии.
С помощью специального режущего инструмента на оборудовании – сверла, создают глухие и сквозные отверстия в металлоизделии.
Расточные работы предназначены для создания канавок, увеличения диаметра выемки, более точных размеров изделия, сглаживания шероховатости на поверхности и устранения дефектов и прочих изъянов.
Получается, что одним сверлением не обойтись, и расточные работы должны завершить сверлильные для получения наилучшей точности отверстия в металлоизделии. Хотя скорость расточного станка относительно низка, такое мероприятие позволяет получить лучшую точность и качество отверстия в детали.
Такие услуги как сверлильные и расточные требуют максимальной корректности выполнения. Ведь при сквозных отверстиях важно, чтобы готовые изделия в дальнейшем были соединены с другими деталями с точностью до нескольких микрон без каких либо нареканий.
Так почему именно мы?
Наш производственный отдел имеет передовое оборудование, что вкупе с многолетним стажем наших инженеров ускоряет и делает выполнение любых задач максимально качественной. Мы используем координатно-расточной станок, ведь он позволяет добиться самой высокой точности расточных и сверлильных работ. С помощью координатно-расточного оборудования проводят сверление, растачивание, развертывание , зенкерование и конечно, разметочные мероприятия, и т.д.
Мы используем координатно-расточной станок, ведь он позволяет добиться самой высокой точности расточных и сверлильных работ. С помощью координатно-расточного оборудования проводят сверление, растачивание, развертывание , зенкерование и конечно, разметочные мероприятия, и т.д.
В чем же преимущества координатно-расточных работ?
Помимо высокой точности, станки позволяют произвести как штучное, так и серийное производство – размечаем, сверлим и рассверливаем, растачиваем и идеальный проем готов! А сквозное оно или нет – дело заказчика.
Координатно-расточные манипуляции осуществляют на универсальных станках при небольших скоростных режимах. То есть, технологический процесс будет дольше, но качество и четкость изделия на выходе – выше.
Для разных отверстий применяются разные резцы
- проходные — для сквозных
- упорные — для глухих
Точность выполнения:
- расточные – 5 квалитет;
- сверлильные – 7 квалитет, глубина – 200 мм.
Габариты заготовок для сверлильных работ:
- ширина – 700 мм;
- длина 800 мм.

Выбирая нас – вы выбираете качество!
Мы работаем любыми металлами — с черными, цветными и нержавеющими – производим обработку с любым из них! Вам нужно лишь указать необходимый вид металла в заявке. Так же наш спектр возможностей позволяет заниматься другими методами обработки, что делает нас гибкой компанией, способной сделать все необходимые манипуляции в соответствии с пожеланиями заказчика.
Специалисты-техники конструкторского бюро разработают чертеж по индивидуальным требованиям, будь то диаметр, глубина, степень шероховатости, сквозное или глухое, штучное или серийное – для любых целей на любом металле!
Сроки выполнения заказа зависят от сложности заказа, объема производства, а также возможных индивидуальных требований. Например, для получения гладкого отверстия, потребуется больше времени, или штучное производство мы выполним быстрее, по сравнению с серийным.
Координатно-расточные работы востребованы в любой сфере деятельности где присутствуют технические манипуляции, поэтому мы примем к заказу все нюансы и требования к реализации сверлильных и расточных задач.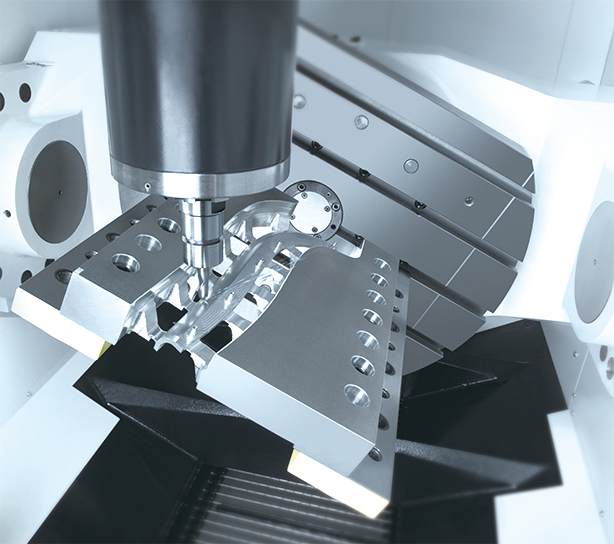 Стоимость реализации также зависит от сложности и объема заказа. Узнать о цене и сроках выполнения заявки вы можете у наших сотрудников по телефону +7 (812) 649-05-96 или связаться с нами через сайт, вам ответят в ближайшие 15 минут.
Стоимость реализации также зависит от сложности и объема заказа. Узнать о цене и сроках выполнения заявки вы можете у наших сотрудников по телефону +7 (812) 649-05-96 или связаться с нами через сайт, вам ответят в ближайшие 15 минут.
Все еще остались вопросы? Звоните или пишите! Мы с радостью проконсультируем вас и оформим заявку.
Так же Вам будет интересно узнать о термообработке металла.
Детали, типы, принципы работы и операции
Главная » Производственные станки » Координатно-расточной станок: Детали, Работа, Типы, Операции что такое Координатно-сверлильный станок . С Его принцип работы, части, типы, операции и применение координатно-расточного станка .Координатно-расточной станок
Координатно-расточный станок является наиболее точным из всех станков. Впервые это было разработано в 19 году.10 в Швейцарии и использовался как поисковая машина. Настоящий джиг-бур был впервые построен в 1917 году Праттом и Уитни.
Координатно-расточной станок предназначен для изготовления приспособлений, приспособлений, инструментов и других деталей. Это требует высокой степени точности. Они характеризуются высочайшей точностью благодаря жесткости, низкому тепловому расширению и точным средствам измерения расстояния для размещения и размещения отверстий.
Координатно-расточной станокТочность обработки высокая, в пределах 0,0025 мм. Координатно-расточной станок выглядит как вертикально-фрезерный станок. Но что касается его работы и точности, то между ними не может быть никакого сравнения.
Шпиндель и другие части станка очень трудно сопротивляются отклонению, а вибрация низкая. Шпиндель вращается в предварительно нагруженных подшипниках качения. Корпуса шпинделей изготовлены из инвара с очень низким коэффициентом линейного расширения.
Координатно-расточные станки должны работать в помещениях с регулируемой температурой, где температура может поддерживаться постоянной. Это необходимо для предотвращения неточностей в станке и в производимой работе из-за теплового расширения металла.
Это необходимо для предотвращения неточностей в станке и в производимой работе из-за теплового расширения металла.
Parts of a Jig Boring Machine
Following are the parts of a jig boring machine:
- Head-stock
- Column
- Bed
- Pick-up devices
- Table and saddle
1. Передняя бабка
Ее еще называют шпиндельной головкой, она крепится на стойке спереди. Шпиндель удерживается на валу. Когда этот вал движется вверх и вниз, он становится больше похожим на телескопический механизм.
2. Колонна
Это также полый элемент из чугуна. Он поддерживает переднюю бабку, направляющие, а вертикальная головка обеспечивает ось для позиционирования.
3. Станина
Инструменты, на которые опирается станок, называются станиной. Он сделан из чугуна, который поддерживает стойку, седло, ручку управления и всю машину.
4. Подборщик
Подключается к столу и седлу. Это помогает автоматически контролировать различные операции машины.
5. Стол и седло
Стол помогает закрепить и удерживать заготовку в приспособлении в необходимом положении. Поэтому в него встроены Т-образные прорези. Седло придает заготовке продольное движение.
Принцип работы координатно-расточного станка
Координатно-расточной станок работает по принципу подачи по вертикальной оси отверстия и его радиусу. В этом процессе вращающийся инструмент перемещается над процессом, заданным по отношению к статической работе.
Этот принцип используется для больших заготовок. Принимая во внимание, что инструмент заготовки небольшого размера остается стабильным, а работа выполняется с применением силы. Координатно-расточное растачивание — это уникальный вид расточки. Так что его принцип работы похож на буровой процесс.
Типы координатно-расточных станков
Существуют в основном два типа координатно-расточных станков:
- Вертикально-фрезерный станок, тип
- Строгальный станок, тип
08
По конструкции относится к вертикально-фрезерному станку. Шпиндель вращается на вертикальной колонне, а горизонтальный стол опирается на станину перед колонной.
Шпиндель вращается на вертикальной колонне, а горизонтальный стол опирается на станину перед колонной.
Положение работы смонтировано на столе. Его можно взять составными движениями стола, перпендикулярно и параллельно грани колонны.
2. Строгальный станок Тип
Имеет две вертикальные стойки с двух сторон стола и закреплен на основании. Стол имеет возвратно-поступательное движение для регулировки работы. Шпиндель закреплен на поперечине, соединяющей две вертикальные колонны.
В координатно-расточном станке строгального типа даны два координатных движения для определения местоположения отверстия. Продольным перемещением стола и поперечным перемещением шпинделя по траверсе.
Методы расположения отверстий в зажимных приспособлениях
Отверстия должны быть просверлены в зажимных приспособлениях и приспособлениях на расстоянии от двух прямых сторон изделия. Точное позиционирование необходимо для изготовления точных приспособлений, приспособлений, штампов и т. д.
д.
Наиболее важной операцией координатно-расточного станка является точное позиционирование отверстия. Идеальный способ определения местоположения отверстия в координатно-расточном станке может быть обеспечен любым из следующих методов:
- Метод ходового винта
- Метод механического и электрического измерения
- Оптический метод измерения
1. Метод ходового винта
Метод ходового винта является наиболее распространенным и быстрым методом размещения изделия под шпинделем.
Ходовые винты продольной и поперечной подачи поворачиваются на заданное значение. Любая ошибка ходового винта из-за люфта, износа или производственного брака может быть устранена с помощью компенсирующего устройства.
2. Механический и электрический метод измерения
Механические датчики, такие как мерные блоки или концевые меры, размещаются на столе до упора. На внешнем конце желоба установлен циферблатный индикатор.
Движение стола теперь определяется длиной конечных тактов. Стол можно устанавливать как в продольном, так и в поперечном направлении, чтобы точно определить местонахождение отверстия. Иногда также используются электрические измерительные приборы.
3. Оптический метод измерения
Шкалы, используемые для измерения движения стола, встроены в машину, чтобы предотвратить ее повреждение или износ.
Движение стола задается ходовым винтом или гидроприводом. Но положение стола по двум осям делается с помощью шкалы, которую можно увидеть в микроскоп.
Спецификация координатно-расточного станка
Ниже приведены технические характеристики координатно-расточного станка:
- Он имеет максимальное расстояние между торцами шпинделя.
- Расстояние оси шпинделя от колонны.
- Минимальное расстояние между шпинделем, лицевым столом и различными скоростями шпинделя.
- Наименьшее количество штангенциркуля.

- Минимальная измерительная способность циферблата.
- Мощность двигателя подачи стола, л.с.
- Мощность главного двигателя.
- Максимальный стол поперечный.
- Размер рабочей оси стола.
- Максимальный вес работы, которую можно разместить.
Координатно-расточные операции
Координатно-расточные станки предназначены для изготовления прецизионных штампов, калибров и шаблонов. Их также можно использовать в качестве измерительной машины для проверки работы, уже изготовленной на других машинах.
Заготовки крепятся к столу Т-образными болтами и ремнями. А одноточечные расточные инструменты используются для расширения отверстий. Одноточечные инструменты предпочтительнее, чем многоточечные. Одноточечный инструмент обеспечивает максимальную точность в расположении отверстий и обеспечивает лучшую чистоту поверхности.
Применение координатно-расточного станка
Ниже приведены области применения координатно-расточного станка:
- Координатно-расточной станок используется для пилотного отверстия.

- Используется для изготовления составных и прогрессивных штампов.
- Также используется для сверления отверстий в кондукторных втулках.
- Координатно-сверлильный станок обычно используется для приспособлений, приспособлений и штампов, а также отверстия втулки для шлифования и шлифования закаленных деталей.
- Также используется в установочном штифте в съемнике или наборе штампов.
Заключение
Итак, теперь мы надеемся, что развеяли все ваши сомнения относительно координатно-расточного станка. Если у вас все еще есть сомнения по поводу «Координатно-сверлильного станка », вы можете связаться с нами или задать вопрос в комментариях.
У нас также есть сообщество Facebook для вас, ребята. Если вы хотите, вы можете присоединиться к нашему сообществу, вот ссылка на нашу группу в Facebook.
Вот и все, спасибо за прочтение. Если вам понравилась наша статья, поделитесь ею с друзьями. Если у вас есть какие-либо вопросы по какой-либо теме, вы можете задать их в разделе комментариев.
Если у вас есть какие-либо вопросы по какой-либо теме, вы можете задать их в разделе комментариев.
Подпишитесь на нашу рассылку, чтобы получать уведомления о новых публикациях.
Введите адрес электронной почты
Возможно, вам будет интересно прочитать эти статьи:
- Различные типы фрез
- Протяжной станок: типы, операции и преимущества
- Продольный станок и 4 различных типа операций
Источник изображения: Indiamart.com
- 5 О Саифе М.
Саиф М. по профессии инженер-механик. Он закончил инженерное образование в 2014 году и в настоящее время работает в крупной фирме инженером-механиком. Он также является автором и редактором сайта www.theengineerspost.com 9.0005
...
Материя деталей станков
Когда дело доходит до высокоточной технологии обработки, лучше подходит координатно-расточная обработка. Так говорят сторонники столетней техники обработки.
В начале прошлого века координатное растачивание стало лучшим способом просверливания отверстий. Но с тех пор эта технология превратилась в более универсальный вариант обработки.
Но с тех пор эта технология превратилась в более универсальный вариант обработки.
Традиционный координатно-расточный станок — это станок для высокоточного сверления отверстий. «С более качественными обрабатывающими центрами вы можете добиться допусков в 20 мкм в рабочей зоне. Но когда вам нужно выйти за эти пределы — до 10 мкм, 5 мкм или даже 2 мкм — вы попадаете в царство координатно-расточного станка», — сказал Том Долан, вице-президент по продажам и маркетингу производителя координатно-расточных станков Mitsui Seiki USA Inc. ., Франклин Лейкс, Нью-Джерси
Производители пресс-форм используют координатно-расточные и координатно-фрезерные станки для чистовой обработки отверстий с допусками менее 5 мкм в отношении круглости, перпендикулярности и прямолинейности. Изображение предоставлено Mitsui Seiki USA.
Для достижения требуемого уровня точности координатно-расточные станки проектируются и изготавливаются таким образом, чтобы отличать их от обычных станков. Например, по словам Долана, координатно-расточные станки имеют компоненты, изготовленные с более жесткими, чем обычно, допусками, а также повышенной жесткостью, термической стабильностью и способностью гасить вибрации.
Например, по словам Долана, координатно-расточные станки имеют компоненты, изготовленные с более жесткими, чем обычно, допусками, а также повышенной жесткостью, термической стабильностью и способностью гасить вибрации.
Более того, приспособления для сверления предназначены для сохранения точности в течение длительного периода времени. Долан сказал, что нет ничего необычного в том, что джиг-сверло остается исключительно точным в течение 20 и более лет.
Из-за своей превосходной точности координатно-расточные станки используются для изготовления деталей станков, поэтому их часто называют «материнскими станками», — сказал Долан. Другие области применения включают изготовление деталей для аэрокосмической, оборонной, оптической промышленности, а также производства пресс-форм и штампов.
С другой стороны, координатно-расточные станки не предназначены для высокоскоростной обработки. По словам Долана, хотя координатное растачивание намного точнее обычного обрабатывающего центра с точки зрения возможностей позиционирования, это более медленный процесс.
Тем не менее, производительность координатно-расточного станка в последние годы резко возросла благодаря технологиям управления. Пятнадцать лет назад, по словам Долана, посетители производственного предприятия, где производилось координатно-расточное оборудование, не удивились бы, увидев только ручные координатно-расточные станки или, в лучшем случае, станки с простым управлением MDI (ручной ввод данных). Однако с тех пор координатно-расточные станки с ЧПУ стали нормой, сказал он.
Другим важным достижением является так называемый координатно-фрезерный станок, который вывел технологию координатно-расточного станка за рамки его традиционных функций обработки отверстий и фрезерования легких грузов.
Хотя его можно рассматривать как специализированный тип фрезерного станка, обычный координатно-расточный станок имеет пиноль или переднюю бабку, которые не могут выдерживать значительную боковую нагрузку, возникающую при обычной работе фрезерного станка. Координатно-расточные станки, однако, обычно не имеют пиноли, но все же могут выполнять координатно-расточные и фрезерные операции, которые выходят за рамки возможностей обычных координатно-расточных станков. Эта возможность выполнять более одной задачи может устранить необходимость перемещать заготовку с одного станка на другой, экономя время и повышая точность детали.
Эта возможность выполнять более одной задачи может устранить необходимость перемещать заготовку с одного станка на другой, экономя время и повышая точность детали.
Координатно-фрезерные станки могут выдерживать более жесткие допуски, чем обычные фрезерные станки, хотя, возможно, и не такие жесткие, как обычные координатно-расточные станки, сказал Долан.
Не желаете идти на компромиссы в отношении точности? Тогда обратите внимание на 5-осевой координатно-фрезерный станок Yasda YBM-Vi40. Станок «может выполнять 3-, 4- и 5-осевое фрезерование с той же точностью, что и традиционный координатно-расточный станок, производящий прямолинейное отверстие», — сказал Стивен Превити, менеджер по продукции Yasda компании Methods Machine Tools Inc., Садбери, Массачусетс. , импортер станков Yasda в Северную Америку. Более того, добавил Превити, «никакие сверлильные станки не имеют такой конструкции шпинделя, которая выдерживает боковую нагрузку, как Yasda».
Особенности Vi40, повышающие точность, включают жесткий червячный механизм и систему теплового смещения, которая обеспечивает циркуляцию масла с контролируемой температурой через корпус машины для минимизации теплового смещения.