Профильная труба сварная
Как качественно и правильно сваривать профильные трубы — рекомендации специалистов
Сварка — способ соединения деталей, который дает возможность создать конструкцию самой сложной конфигурации – под любым углом и наклоном.
Профильные трубы часто применяют для создания каркаса для теплиц, заборов и других ограждений, беседок и т.д. Все металлические трубы соединяются с помощью сварки различных видов, при выборе требуется учитывать толщину стенок.
Особенности и характеристика профильных труб
Профильные трубы применяются для строительства сооружений различного назначения и находят применение в мебельном производстве.
Использование металла оправдывается небольшими финансовыми затратами, способностью изделий удерживать форму при высоких температурах воды и довольно простым монтажом.
Чаще всего профильные трубы изготавливаются из углеродистых и низколегированных видов стали. Прочность и гладкость материала, как снаружи, так и внутри, обеспечивает комфортную эксплуатацию и долговечность всей созданной системы.
Сечение профиля бывает прямоугольным, квадратным, в виде многогранника или овальным, что обеспечивает высокий запас прочности на излом и сгиб. Но именно из-за особенностей сечения сварка профильных труб имеет определенные нюансы.
Виды сварочных работ для соединения профильных труб
От толщины стенок зависит как способ сварки, так и особенности подготовительного этапа работ:
- Для труб с толщиной стенок от 4 мм и выше, концы изделий обрабатывают фаскоснимателем – под углом от 25 до 50 градусов. Это позволит в будущем создавать несколько слоев сварки, что обеспечивает шву надежность и прочность.
- Тонкие трубы варятся одним швом. Чтобы он получился идеальным, рекомендуется жесткая фиксация изделия. Зажимы снимаются только после полного остывания шва.
- При большом диаметре и толщине, срезы сначала прихватывают по линии соприкосновения и только затем производят основное сваривание.
- Скорость работ должна соответствовать плавке металла без его растекания.
Обратите внимание! Во время работы важно следить, чтобы шлак и капли не попадали в отверстие. Жидкий металл может попасть во внутреннюю часть трубы, что уменьшит ее пропускную способность, здесь будет скапливаться налет, что неизбежно приведет к коррозии.
Для сваривания профильных труб применяют следующие виды сварочных работ:
- контактная сварка;
- электродуговая;
- газовая.
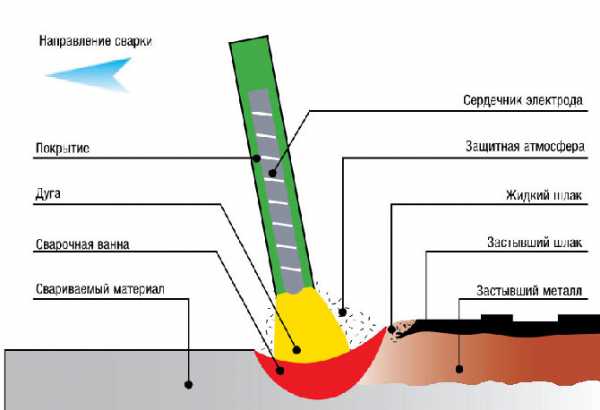
Электродуговая сварка
Особенность этого вида сварочных работ в том, что он дает возможность соединять трубы даже в труднодоступных местах. Выполняется с помощью сварочного аппарата и электродов.
При горении элемент начинает плавиться, расплавляя и обволакивая срезы стыков.
Последовательность работы:
- После соприкосновения с электрода с поверхностью, как только появилась дуга, инструмент быстро отводят на несколько миллиметров выше среза.
- Движения производят плавно вдоль линии соприкосновения, без пропусков, чтобы металл успевал оплавиться, но не стекал каплями.
- По технологии предусмотрено постоянное горение, перерывы позволительны только для смены электрода.
- В конечной точке дугу придерживают пару секунд, чтобы исключить возникновение трещин или расслоения.
Для бытовых, то есть обладающих небольшой мощностью, электросварочных аппаратов, достаточно иметь подключение к однофазной проводке.
Сварочный трансформатор способен преобразовывать переменный ток из домовой сети в постоянный, что и необходимо для сварки. Однако оборудование не в состоянии поддерживать постоянство или стабильность дуги, поэтому часто к нему приобретается выпрямитель.
Для начинающих наиболее удобно производить дуговую сварку с помощью инвертора, потому что в таком случае предусмотрено изменение импульсного режима, при котором исключается залипание электрода, это обеспечивает постоянную силу тока, что стабилизирует длину электрической дуги.
Дуговая сварка дает возможность соединять трубы разными способами: внахлест, встык, под углом, тавровым швом. При этом качество соединения целиком зависит от выбора электрода.
Выбор электродов
Для профильных труб используются электроды, имеющие характеристики, соответствующие металлам или сплавам, а также толщине изделий. От правильно подобранных параметров зависит прочность и качество шва.

Существует два основных вида электродов: плавящиеся и неплавящиеся, для которых дополнительно применяются с присадкой из проволоки оловянной или латунной с добавлением фосфатов.
Диаметр электрода всегда подбирается в соответствии толщиной стенок труб и их диаметром.
Электрод должен быть всегда меньше или равняться толщине профиля:
- диаметр расходника 1,5 мм подходит для изделий толщиной до 2 мм;
- 2 мм – для труб, толщиной от 2 до 3 мм;
- 4 мм — для толщины стенок от 4 до 6 мм.
Важно! При высоких значениях тока дуга появляется на близких расстояниях электрода от поверхности. Без навыка определения длины дуги и необходимой сноровки можно легко прожечь тонкий металл.
Газовая сварка
Используется в случаях, когда нет возможности подключения сварочного оборудования к электричеству. Способ небезосновательно считается затратным: необходимо приобретение баллонов с ацетиленом и кислородом. Также требуется опыт работы.
Газовая сварка подходит для соединения труб со средней или толстой стенками. Тонкие изделия не поддаются обработке – расплавляются, деформируя металл, шов не получается без пропусков.
Для проведения работ необходимо иметь:
- баллон с ацетиленом (бутаном или пропаном) и кислородом;
- редуктор,
- газовую горелку и к ней набор наконечников;
- присадки;
- флюсовый порошок;
- шланги необходимой длины для подачи газа к месту сварки.
Перед сваркой подготовленные срезы покрывают флюсом. Соединение происходит с помощью присадочной проволоки. Тонкостенные трубы рекомендуется по технологии соединять справа налево, с введением присадки вслед за пламенем горелки. Для более 5 мм – уже слева направо и присадочный материал прокладывается перед горелкой.
После окончания работы и остывания швов, их зачищают и покрывают антикоррозийным составом.
Контактная сварка
Метод контактной сварки требует применения специального оборудования. В процессе соединения труб происходит пропускание электротока путем давления электродов на металлическую поверхность, в результате этого металл деформируется и образуется очень прочный шов. Такую сварку проводят для соединения конструкций промышленных объектов.
Рекомендации по выполнению сварки профильных труб
Специалисты рекомендуют соблюдать правила при выполнении сварочных работ при монтаже конструкций из профильных труб для создания более качественных соединений:
- Резку металла лучше производить пилой, предназначенной именно для этих целей, чтобы срез был ровным без выемок и выступов. Все искривления до начала сварки необходимо выровнять.
- Металл не должен быть покрыт окалиной или ржавчиной. Поверхность должна быть чистой и гладкой. Работы выполняются машиной для шлифовки или щетками по металлу.
- До сборки отдельных элементов рекомендуется выложить всю конструкцию и проверить на совместимость и размеры все основные и вспомогательные детали.
- После окончания сварочных работ с использованием крепежей, швам дают остыть и только после этого снимают с фиксации.
Рекомендуем ознакомиться: Виды и правила монтажа канализационных фитингов
Как варить тонкие трубы?
Тонкие трубы лучше варить сразу одним швом, но большинству любителей это не по силу. Новички предпочитают сначала произвести точечную сварку и уже потом переходить к формированию шва.
Обеспечить комфортную и качественную работу таким образом может только инвертор, с установленной силой тока не выше 60 А.
Обратите внимание! Для тонких труб, толщиной менее 2 мм, применяются электроды сечением от 1,5 до 2 мм и классом АНО-21 или МР-3С.
Как соединить профильную трубу под прямым углом
Прежде всего, трубы должны быть правильно обрезаны, а срезы подготовлены к работе. Для надежности все элементы конструкции фиксируются, чтобы под собственной тяжестью труб не произошло смещение. В качестве подсобных приспособлений для установления точности применяются уголки, косынки или магнитные угольники.
Сама сварка проводится в два этапа. Сначала осуществляется черновое соединение, проверяются необходимые линейные значения, положение вертикального элемента. После остывания осуществляют оформление чистового шва.
Какими электродами варить профильную трубу 2 мм, советы профессионала
Профильные трубы квадратного или прямоугольного сечения со стенкой 2 мм пользуются хорошим спросом у населения, в быту с их помощью изготавливают различного вида строительные конструкции (беседки, парники), организуют ограждения, делают каркасы для навесов и козырьков. Основным методом их соединения является электродуговая сварка, и если домовладелец приобрел сварочный аппарат и не имеет опыта в проведении сварных работ, перед ним сразу встанет вопрос — какими электродами варить профильную трубу 2 мм.
Помимо выбора подходящих электродов, качество сваривания профильных труб во многом зависит от соблюдения технологии, выбора правильных режимов работы аппарата, знания основных приемов и методов, облегчающих производство электросварочных работ новичком.

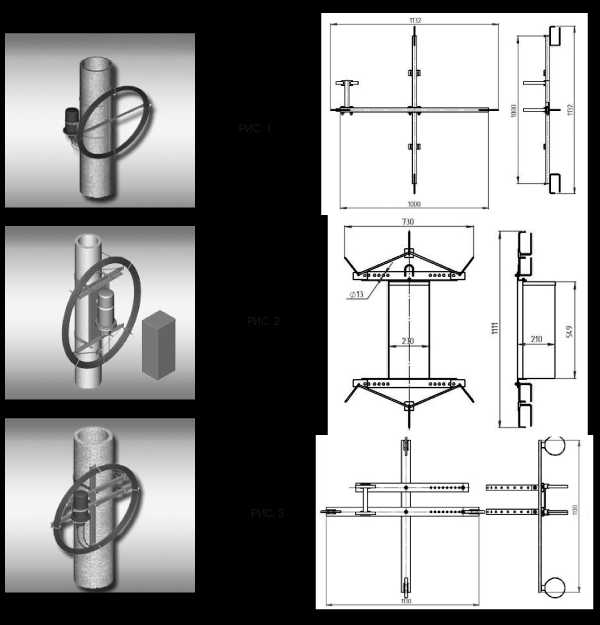
Рис.1 Применение конструкций из профильного проката
Что представляет собой профильная труба
Профильная труба является прокатом квадратного или прямоугольного сечения со стенкой толщиной от 0,8 до 14 мм, ширина ее грани варьируется в границах от 10 до 140 мм, длина может достигать 14 м.
Обычным материалом ее изготовления является конструкционная сталь марок Ст2, Ст 4, Ст10, Ст45, на рынке встречается профиль из нержавейки.
Промышленность производит квадратный и прямоугольный профиль горячекатаный и холодной деформации, изделия могут быть цельнотянутыми (изготавливаются из горячедеформированных и холоднодеформированных труб круглого сечения методом формования) или иметь электросварной шов при изготовлении из листового проката.
Использование профильных труб в бытовом хозяйстве имеет следующие преимущества:
- Благодаря угловым ребрам жесткости трубы имеют высокую механическую прочность при низкой металлоемкости.
- Прямоугольная или квадратная форма облегчает транспортировку и хранение трубопроводов, при этом они занимают меньше места, чем круглый прокат.
- Прямоугольное сечение, в отличие от круглого проката, дает преимущество профильным трубам при использовании в качестве каркасов, на которые крепятся различные детали.
- Использование в качестве материала изготовления конструкционных сталей с низким содержанием углерода облегчает их сваривание любыми методами.
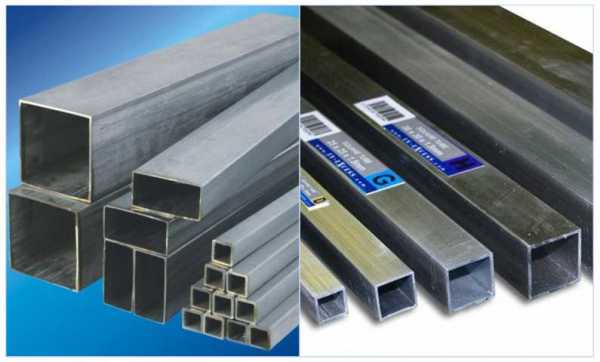
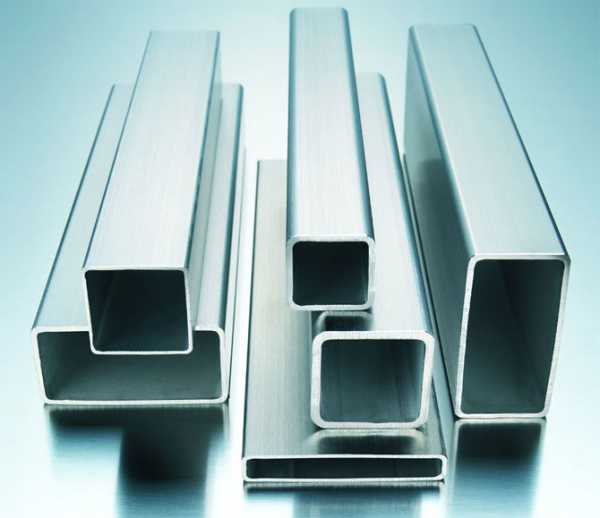
Рис.2 Внешний вид профильных изделий
- Еще одним преимуществом сталей с малым содержанием углерода является низкая твердость и высокая пластичность (по сравнению с высокоуглеродистыми и легированными сталями) — это позволяет резать, обрабатывать и деформировать материал ручным и электрическим инструментом с использованием бюджетных расходных материалов.
- В соответствии со стандартом (ГОСТ 8639-82) промышленность выпускает профильную трубу толщиной стенки 2 мм. с размером внешней грани от 20 до 60 мм. — это делает ее вес удобным для работы и самостоятельного монтажа объемных конструкций одним человеком.
- Сварка профильных труб является наиболее удобной из всех видов — они имеют одинаковое сечение и толщину по всей длине, гладкую и ровную поверхность.
Способы сварки профильной трубы
Для сваривания металлопрофиля в быту можно использовать несколько методов, отличающихся своей себестоимостью. При производстве сварных работ возникают следующие трудности:
- При нагревании отдельного участка кромок свариваемые заготовки изменяют свое расположение.
- При торцевом соединении возникают точки высокого напряжения на углах.
- Тонкостенный профиль при сваривании неопытным сварщиком часто прогорает.
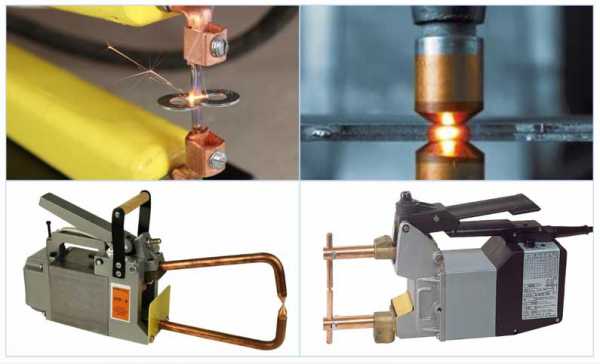
Рис. 3 Аппараты для точечной контактной сварки
Контактная сварка
Контактной сваркой называют соединение под давлением двух металлических деталей, нагретых до высокой температуры электрическим током. Существуют следующие ее разновидности, в основном используемые в промышленном производстве:
- Точечная. Из названия понятно, что соединение металлических деталей происходит в отдельных точках.
- Стыковая. При этом методе электрическим током сильно нагреваются торцы изделий, после чего они прижимаются друг другу под давлением. В результате диффузии происходит взаимное проникновение металлов в структуру деталей — это приводит к образованию прочного стыкового соединения. При других разновидностях стыковой сварки оплавление торцов происходит при соединенных деталях или они периодически соприкасаются до достижения заданной температуры плавки, после чего осаживаются.
- Рельефная. В этом случае сварка происходит в точках заранее сформированными выступами.
- Шовная. При этом способе электрод в виде диска прокатывается по поверхности сжатых заготовок и разогревает их до температуры расплавления, после чего они прочно соединяются за счет взаимной диффузии.
- Контактно-дуговая. Является одной из наиболее популярных разновидностей контактной сварки, широко используемой в промышленности, ремонтном сервисе и малом производстве. При этом методе сваривание деталей происходит за счет разогрева их поверхностей электрической дугой, сам процесс разогрева занимает десятые доли секунды.
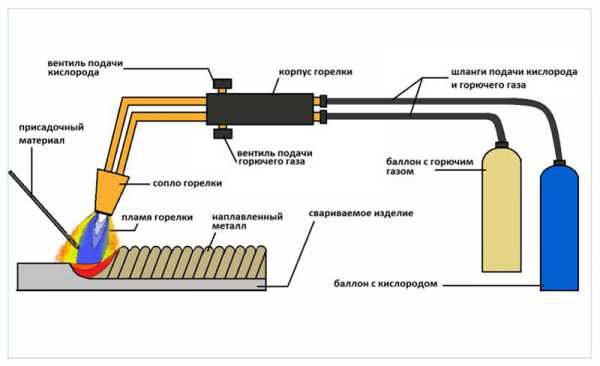
Рис. 4 Газовая контактная сварка — схема
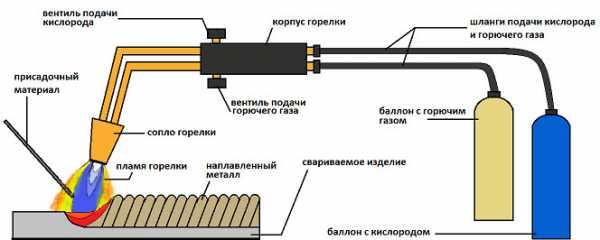
Газовая сварка
Сущность газовой сварки состоит в разогреве поверхностей соединяемых деталей и подачи в зону шва присадочного прута, который при расплавлении заполняет зазор между кромками. Газовые горелки незаменимы при соединении медных труб пайкой в холодильном, отопительном и климатическом оборудовании, их удобно использовать для резки металла.
При данном способе проведения работ следует использовать защитные средства в виде специальных очков, рукавиц сварщика или краг, для газовой сварки используются следующее оборудование:
- Баллоны с газом. Пламя формируется за счет по подачи в горелку пропана, бутана, водорода или ацетилена, для повышения температуры горения дополнительно подается кислород. Обычный стандартный баллон имеет объем около 40 литров.
- Редукторы. Устройства необходимы для регулировки давления и соответственно расхода газа, устанавливаются на ацетиленовый и кислородный баллоны.
- Манометры. Устройство служит для контроля и установки рабочего давления в линиях с ацетиленом и кислородом.
- Горелка. Подбирается с учетом соотношения горючего газа и кислорода, может иметь различные сменные сопла в виде насадок.
- Присадочные прутки. Основное требование — соответствия состава свариваемому материалу.
- Шланги для подачи газа. Обычно используются резиновые рукава для работы под давлением не менее 6 бар.(1 категория) для подачи ацетилена, и резиновый шланг, рассчитанный на давление до 20 бар.(3 категория) для подачи кислорода.
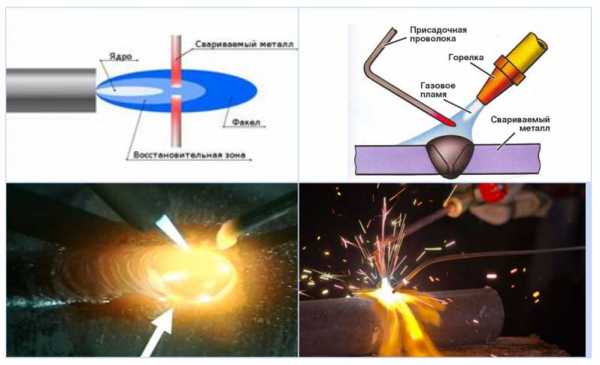
Рис. 5 Сваривание металлов газом
Работы по газовой сварке необходимо вести в следующем порядке:
- Перед сварочными работами готовят металл, очищая его поверхность от следов ржавчины наждачной бумагой или металлической щеткой. При стыковом соединении торцы выравнивают болгаркой, иногда снимая фаску под углом 45 градусов.
- Открывают вентиль баллона с ацетиленом, редуктором устанавливают рабочее давление 2 бар. , аналогичным образом поступают с кислородным редуктором, выставляя давление газа в 5 бар.
- Открывают ацетиленовый вентиль и поджигают горелку, после чего подключают кислород и регулируют пламя таким образом, чтобы четко различались три составляющие — ядро, восстановительная зона и факел.
- Для создания сварочной ванны располагают горелку под углом 90 градусов к поверхности металла на расстоянии ядра 1 — 3 мм. от шва, после появления желтого свечения в сварную зону можно подавать пруток.
- Выполняют газовую сварку, отклоняя горелку на 30 градусов по отношению к плоскости профиля, и сверху подают присадочный пруток, дожидаясь его расплавления. Сваривание можно производить каплеобразно или непрерывным способом, совершая горелкой колебательные движения полумесяцем и продвигая прут вдоль сварного шва.
- По окончании работ закрывают ацетиленовый и кислородный вентили на горелке и в такой же очередности перекрывают баллоны, выкручивая регулировочный винт на редукторах., затем спускают газ с рукавов, снова открывая вентили на горелке.

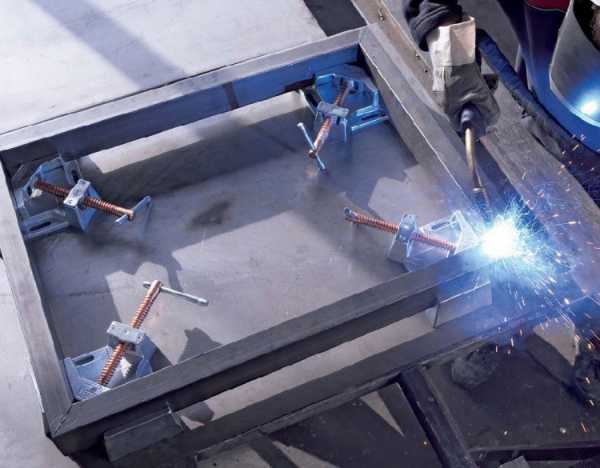
Рис. 6 Технология сварки профильных труб электрической дугой
Электродуговая сварка
Ручная дуговая сварка широко используется во всех отраслях народного хозяйства и в быту для соединения элементов металлических конструкций. Ее отличительными свойствами по сравнению с другими видами сварных соединений являются:
- Относительно невысокая стоимость сварочного аппарата и расходных материалов, которыми являются электроды.
- Получение высокого качества сварных соединений распространенных марок металлов, включая нержавеющие сплавы.
- Возможность производства сварных работ во многих труднодоступных местах — этому способствует малый вес и простота подключения оборудования к электричеству.
Благодаря приведенным выше достоинствам данный способ используется как основной вариант сваривания металлического профиля толщиной 2 мм. своими руками в быту.

Рис. 7 Сваривание тонкой профильной трубы – вид швов
Проведение работ с использованием электродуговой сварки состоит из следующих этапов:
- Готовят торцы труб к свариванию, для этого их очищают от ржавчины, после чего заготовки устанавливают на необходимом расстоянии для заполнения шва металлом от расплавленного электрода, часто для этого используют специальные приспособления.
- Включают сварочный аппарат, выставляя необходимый ток по встроенному индикатору, вставляют электрод в держатель, подключенный к сварочному аппарату, второй конец закрепляет на трубе.
- Фиксируют положение свариваемых деталей относительно друг друга точечными наплавлениями (прихватки), после чего производят электросварку с использованием защитной одежды, маски и рукавиц сварщика.
- По окончании работ сбивают окалину и очищают шов металлической щеткой.
Полуавтоматическая сварка металл инертный газ (MIG)
Благодаря современным технологиям появилась возможность в бытовых условиях правильно сваривать профильные изделия наиболее простым способом, не требующим большого опыта и многолетней подготовки по специальности сварщик.
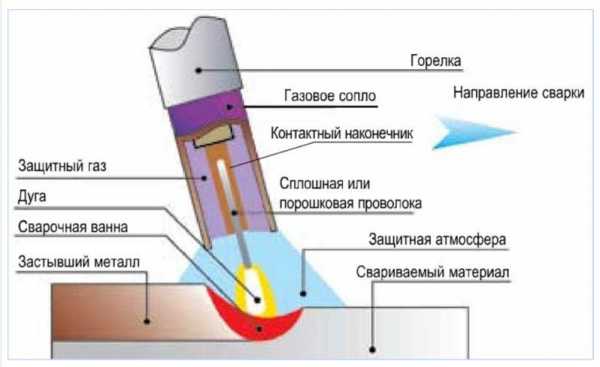
Рис. 8 Принцип работы МИГ
Полуавтоматическая сварка в среде инертных газов (МИГ) является эволюционным шагом в развитии обычных электродуговых способов, в сравнении с которыми она имеет следующие преимущества:
- Вместо электрода в сварочную ванну через горелку автоматически подается специальная проволока диаметром от 0,6 до 1,2 мм., намотанная в бобины — это автоматизирует процесс и сокращает время на смену электродов.
- Вместе с проволокой через сварочный рукав на горелку подается инертный газ (обычно это смесь углекислого газа с аргоном) — это препятствует образованию шлака и повышает качество шва.
Благодаря данной технологии полуавтоматическая сварка имеет следующие преимущества перед электродуговыми аппаратами:
- Позволяет сваривать тонкие заготовки с толщиной от 0,5 мм.
- Варит сталь, нержавейку, чугун, алюминий и цветные металлы.
- При проведении работ нет шлака и практически отсутствует дым — это менее вредит здоровью, повышает качество шва по сравнению с электродуговыми методами.
К недостаткам МИГ можно отнести громоздкость (требуется массивный баллон с газом и система подачи провода в горелку) и невозможность проведения работ на сильном ветру, выдувающим газ из зоны сваривания.
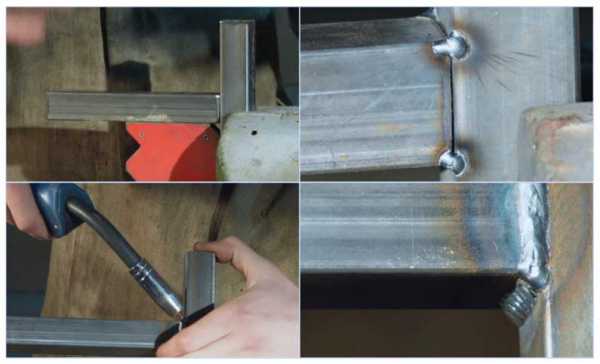
Рис. 9 Сварка тонкостенных профильных труб в среде инертного газа
Какими электродами варить профильную трубу 2 мм.
При выборе электродов для электросварки руководствуются толщиной заготовок, напрямую связанной с их диаметром.
Необходимые данные можно получить из таблиц на упаковке или определить размеры самостоятельно, учитывая, что диаметр электрода примерно соответствует толщине стенки при значениях не более 4 мм.
Выбор режима сваривания и вида электродов
Ток, пропускаемый через электроды, напрямую связан с их диаметром, его номинал обычно указывается на упаковке. Дополнительно его значение можно установить из таблиц или приблизительно определить расчетами, исходя из того, что 1 мм. толщины электрода требует ток в 30 ампер.
Существует четыре основных вида электродов в зависимости от материала покрытия:
- Кислые (А). Характеризуются высоким содержанием железа и марганца, металлический электрод переходит в шов в виде мелких капель с образованием жидкой ванны, при отвердевании шлак легко отделяется. При работе слишком высокая температура дуги приводит к подрезам, шов в высокой степени подвержен трещинам — это ограничивает применение данного вида.
- Целлюлозные (Ц). Помимо целлюлозы в состав входят ферромарганцевые руды и тальк, которые полностью выгорают при нагревании, образуя защитный газ, при этом шов не имеет шлакового покрытия. Электрод переходит в шов средними и крупными каплями, образуя грубую неровную структуру с многочисленными брызгами.
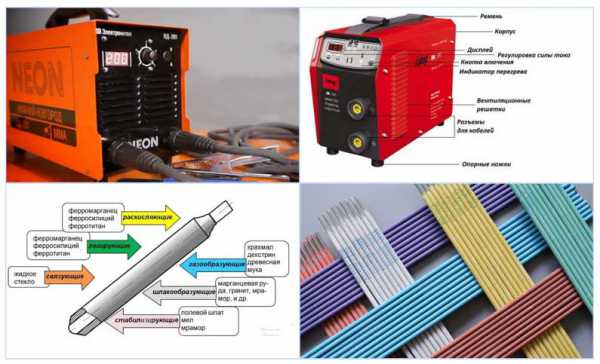
Рис. 10 Внешний вид электродугового аппарата и электрода
- Рутиловые (Р). Покрытие состоит в основном из диоксида титана или ильменита, металл электрода переходит в сварочную ванну средними и мелкими каплями с малым количеством брызг и образованием ровного качественного шва. Шлаковое покрытие имеет пористую структуру и легко отделяется от шва.
Рутиловые электроды с высоким содержанием диоксида титана при работе очень легко зажигаются — это позволяет производить сварку с отрывом без удаления шлака с заваренного шва.
- Основные (Б). В состав покрытия входят тугоплавкие оксиды кальция и магния с добавлением плавикового шпата, который затрудняет сваривание при переменном токе. Вид шва немного хуже, чем у рутиловых электродов, однако он обладает наилучшими физическими характеристиками по плотности, прочности, вязкости и склонности к образованию трещин. Отличительная особенность электродов — образование шлака с глянцевой поверхностью, который легко отделяется сбиванием.
Из приведенного перечня видов электродов видно, что для сваривания тонкостенного профиля наиболее подходят рутиловые типы, с их помощью легче других проводить электросварку с отрывом и наилучшим качеством шва.
Для электросварки низкоуглеродистых стальных сплавов, из которых изготавливаются профильные трубы, наиболее часто применяются хорошие электроды марок УОНИ-13/55, МР-3, АНО-4, для сваривания нержавейки можно использовать марку ОК 63.34.
Определяя, например, каким электродом варить профильную трубу 20х40, следует учитывать нагрузку, которую будет испытывать готовое изделие — если она довольно высока, лучше использовать электроды основного типа.

Рис.11 Сварка тонкостенных труб
Как правильно сваривать тонкие профильные трубы своими руками
При проведении работ в бытовых условиях чаще всего сваривают профили инвертором, отличающимся малым весом, удобством в работе, широким диапазоном регулировок и наличием дополнительных функций, облегчающих проведение работ.
Перед электросваркой необходимо оптимально выбрать ток — для этого используют короткие обрезки профильных труб, сваривая которые экспериментальным путем подбирают нужный режим.
Второй важной задачей является определение правильной полярности подключения электродов. Общеизвестно, что плюсовой контакт имеет более высокую температуру нагревания, и при правильной полярности «минус» подается на держатель электрода, а «плюс» на корпус детали.
При смене полярности электрод будет нагреваться сильнее, что может привести к прогоранию шва, поэтому при электросварке тонкостенных изделий следует использовать прямую полярность.
Соответственно, при сваривании элементов с большой толщиной, лучше использовать обратную полярность.

Рис. 12 Подготовка и соединение своими руками труб
Сварка профильной трубы встык инвертором
Перед проведением работ готовят ровную поверхность на удобном расстоянии от поверхности земли, в качестве опоры лучше использовать толстостенные профили квадратного или прямоугольного сечения, на которые будет укладываться соединяемый металлопрофиль. Сварочные работы после помещения труб на ровную поверхность проводят в следующей последовательности:
- Подготавливают профильные трубы к сварке. Для этого их торцы обрезают болгаркой под прямым углом и очищают от ржавчины той же болгаркой или наждачной бумагой.
- Выравнивают обе заготовки. К их боковым стенкам прикладывают металлический уголок или любой ровный и длинный предмет с плоской поверхностью, если профиль имеет сварной шов, он должен совпадать. Расстояние между торцами для качественного провара должно составлять от 1 до 2-х миллиметров.
- С помощью точечной сварки рутиловым электродом производят соединение трубного профиля в нескольких местах. Вначале это делают посередине, затем приваривают угловые кромки, если необходима высокая точность, соединяют все четыре угла и центральные кромки.
- Производят сварку от краев к центру, стараясь равномерно прогревать шов, не задерживаюсь на одном участке, затем переворачивают заготовку и повторяют операцию с другой стороны. Новичкам лучше проводить сваривание короткими участками с отрывом, следя за тем, чтобы кромки успевали оплавляться — это позволит избежать прожигания металла.
- По окончании работ шлаковое покрытие сбивают, если необходимо получить ровную и гладкую поверхность, выступающий шов защищают болгаркой.

Рис.13 Как варить профильную трубу 2 мм. в стык
Как сварить профильные трубы под 90 градусов при тавровом соединении
Подготовительные операции производят по приведенной выше схеме, порядок выполнения основных работ следующий:
- После соединения деталей делают прихватки боковых кромок с двух сторон.
- Вначале сварку проводят в углах, непрерывно перемещая электрод мелкими круговыми (против часовой стрелки) или зигзагообразными движениями снизу вверх — это позволяет выгонять шлак из сварочной ванны. Угол наклона электрода должен составлять 45 градусов относительно горизонтальной плоскости
- Далее сваривают боковые кромки, расположенные в одной плоскости.
При сварке прожигает профильную трубу — что делать
Для борьбы с прожогами используются следующие методы:
- Сварку проводят с отрывом короткими участками или точечно.
- Для предотвращения перегрева внутрь соединения вставляют отрезок массивного металлического бруса с сечением, максимально приближенным к внутренним размерам заготовок.
- Уменьшают расстояние между кромками заготовок.
- Работают в режиме максимально низкого выходного тока.
- Увеличивают скорость перемещения электрода.

Рис.14 Сваривание тонкой профильной трубы при тавровом соединении
Для сварки тонкостенного профиля 2 мм. электродуговым способом чаще всего используют рутиловые электроды диаметром 2-3 мм. в прямой полярности подключения. Новичкам при проведении работ в связи с отсутствием опыта, следует принимать меры для борьбы с прожогами или использовать более простую полуавтоматическую сварку.
Особенности сварки профильной трубы
Чтобы разобраться в теме – сварка профильной трубы, необходимо понимать, что ее изготавливают из того же материала и по той же технологии, что и обычные трубы круглого сечения. К примеру, электросварные профильные трубы изготавливаются из листового железа, который гнется по необходимой форме и сваривается краями. Есть способ холодного и горячего проката, когда обычную круглую трубу прокатывают между роликами, образуя прямоугольное сечение. В первом случае труба прокатывается без нагрева, во втором с нагревом.

При этом надо учитывать, что у каждого вида профильных труб есть своя толщина стенок. От этой величины зависит выбор диаметра электрода и режимов сварки.
- Электросварные имеет толщину стенки до 5 миллиметров.
- Горячекатаные – до 14 мм.
- Холоднокатаные – до 12 мм.
Поэтому все сварочные технологии, которые используются для соединения двух труб круглого сечения, используются и при стыковке профильных трубных изделий. А именно:
Поэтому рассмотрим все вышеперечисленные виды и определим особенности сварочного процесса профильных труб. При этом необходимо знать, что данная категория металлических изделий можно сваривать не только встык, но и внахлест, под углом и тавровым соединением.
Электросварка
Итак, первое, что надо сделать, это правильно выбрать электрод. Его диаметр будет зависеть от толщины стенки свариваемых профильных труб. Так как чаще всего в металлических конструкциях используются тонкостенные изделия с толщиною стенки до 4 мм, то для их сварки можно использовать электрод диаметром 2-3 мм.
При этом сила тока не должна быть очень большой – в пределах 50-60 ампер. Поэтому сваривание таких труб обычно производят инвертором. На вопрос, какой марки электроды подойдут лучше всего, можно ответить – любой. Потому что профильные трубы изготавливаются из обычной конструкционной стали. Так что никаких особых требований.
Сам сварочный процесс начинается с подготовки. Торцы труб необходимо очистить и обезжирить, если есть на то необходимость. Тонкостенные изделия варятся без формирования кромок с минимальным зазором. Тавровое соединение ничем от стыкового или другого не отличается. Просто сварка проводится по линии соединения двух труб без вращения самих изделий.
Есть определенные требования к соединению при сварке встык. Необходимо сделать прихватки по углам сечения, поправить стыковку и уже после этого делать полную обварку по периметру. Тонкостенные трубы обычно проваривают за один проход, толстостенные в несколько проходов. При этом нужно заканчивать сварку так, чтобы окончательный край шва накладывался на первоначальный внахлест.
Электродуговая сварка с аргоном
Сварка профильных труб в среде защитного газа используется сегодня часто. Все дело в том, что эта технология обычно применяется для соединения тонкостенных заготовок, к которым можно отнести и электросварные профильные трубы.
На что необходимо обратить внимание, проводя этот процесс.
- Перед тем как варить профильную трубу, ее необходимо зачистить и обезжирить.
- Далее подбирается диаметр вольфрамового электрода. Он зависит от толщины свариваемых деталей. Если их толщина не превышает 2 мм, то можно устанавливать неплавящийся электрод диаметром 1 мм. Если больше 2 мм, то лучше брать вольфрамовый стержень толщиною 1,6 мм.
- Теперь надо выбрать диаметр присадочной проволоки. Во-первых, она должна быть изготовлена из того же материала, что и свариваемые трубы. Во-вторых, ее диаметр также зависит от толщины труб. Соотношение здесь такое: толщина 1 мм – диаметр 1-1,5 мм, толщина 2 мм – диаметр 2-2,5 мм.
- Электрод необходимо держать ближе к сварочной ванне. Чем короче дуга, тем лучше проваривание, тем качественнее шов.
- Электрод и присадка должны перемещаться только вдоль шва, никаких поперечных движений. Они всегда должны находиться в области защитного газа.
- Проволока в зону сварки подается плавно, при резкой подаче образуются брызги.
- Оптимально, если присадочная проволока идет впереди горелки.
- Окончание сваривания производится понижением силы тока, а не выходом неплавящегося электрода из сварочной ванны. Обязательно подачу защитного газа выключают через 10-15 секунд после отключения подачи электричества. Таким способом охлаждается сам электрод, на нем не будут происходить окислительные реакции, что увеличивает его срок службы. Да и шов также охлаждается.
Теперь к вопросу, как правильно варить, имеется в виду режимы и нюансы сварки. Стальные изделия обычно варятся постоянным током прямой полярности. Величина сварочного тока зависит от толщины свариваемых деталей, в пределах 50-120 ампер. Расход газа не должен превышать 12 литров в минуту. Будет неплохо, если сварочное оборудование будет укомплектовано осциллятором, с помощью которого можно разжигать дугу, не дотрагиваясь до металлической поверхности.
Газовая сварка
Этот вид сварки отличается от всех остальных тем, что в нем не используется электричество. Все происходит путем нагрева зоны сварки и подачи в нее присадочного материала, который расплавляется и заполняет собой зазор между деталями. Поэтому в процессе используется газовая смесь из кислорода и ацетилена. Первый предназначен для того, чтобы поддерживать горение второго, у которого температура горения может доходить до +3000С.
Подготовка к свариванию профильных труб производится точно так же, как и в предыдущих случаях. Если толщина стенки свариваемых труб не превышает 4 мм, то кромки формировать нет необходимости.
Специалисты выделяют две технологии, отличающиеся друг от друга тем, в каком порядке друг за другом движутся горелка и присадочная проволока.
- Правый способ или слева направо – это когда присадочный материал движется за горелкой. Преимущества данного способа заключаются в том, что хорошо прогревается зона сварки, сварщик хорошо видит ванну, что влияет на увеличение производительности (почти на 25%), уменьшается расход газовой смеси. Обычно этот вариант сваривания используется, когда толщина стенок свариваемых труб превышает 5 мм.
- Левый способ или справа налево – это когда проволока движется впереди горелки. Его используют при стыковке тонкостенных труб.
Как и трубные изделия с круглым сечением, профильные при сварке надо обязательно поворачивать. Все дело в том, что качественный шов получается обычно в нижнем положении. Если этого сделать невозможно, то применяется вертикальная газовая сварка и потолочная. Необходимо отметить, что газовая сварка профильных труб – это бережное отношение к металлу и высокое качество сварного шва.
Все описанные выше технологии сварки профильных труб сегодня используются. Нельзя говорить, что какая-то из них лучше. Просто тонкостенные изделия лучше варить газовой или аргонодуговой сваркой, толстостенные электросваркой или аргонной. Хотя есть высококвалифицированные сварщики, которые тонкие трубы варят и электросваркой.
Поделись с друзьями
0
0
0
0
Сварка профильной трубы: как правильно варить
Профильная труба часто используется для создания легких металлических конструкций типа каркаса для теплиц, опоры для забора в частном секторе, в качестве вышек и т.п. Подобный трубный прокат имеет квадратное или прямоугольное сечение. Именно поэтому сварка профильной трубы имеет свои особенности и нюансы.
О том, как правильно выполнить сваривание труб квадратного или прямоугольного сечения, в нашем материале ниже.
Профильные тубы: особенности конструкции, преимущества, характеристики
 Труба профильная — это особая разновидность металлопроката, которая изготавливается из углеродистой или нержавеющей стали
Труба профильная — это особая разновидность металлопроката, которая изготавливается из углеродистой или нержавеющей стали Труба профильная — это особая разновидность металлопроката, которая изготавливается из углеродистой или нержавеющей стали. Процесс производства подразумевает литье стальной трубы круглого сечения и последующей её формовки.
Профильные тубы могут иметь сечение в диапазоне 10х10-500х400 мм. Такое разнообразие позволяет подбирать нужный материал для конкретной нагрузки. При этом толщина стенок тубы в зависимости от сечения варьируется от 1 до 22 мм.
Преимуществами профильных труб являются:
- Малый вес изделий, что снижает трудозатраты на монтаж металлической конструкции;
- Широкий выбор размеров трубного проката;
- Стандартные размеры каждого отдельного типа туб, что упрощает стыковку их торцов при сваривании;
- Идеально равномерная толщина стен изделия и ровная гладкая поверхность трубы снаружи и внутри.
Сваривать трубы профильного сечения можно разными способами:
- Электродуговым;
- Газовым;
- Контактным.
Особенности каждого из них рассматриваем ниже.
Электродуговая сварка
 Сварка профильных труб таким способом считается самым удобным и потому востребованным
Сварка профильных труб таким способом считается самым удобным и потому востребованным Сварка профильных труб таким способом считается самым удобным и потому востребованным. Особенностью электродуговой сварки является возможность работы сварочного аппарата и электрода в труднодоступных местах.
Важно: при помощи дуговой сварки можно варить тубы любого сечения с любой толщиной стенок. Однако металлопрокат с толщиной стенок более 4 мм требует предварительной подготовки сварной кромки с торца тубы.
Для выполнения работ потребуется сварочный аппарат и электроды. Оборудование можно взять напрокат в специализированном магазине или на производстве. Помимо инструмента и электродов стоит запастись защитной одеждой (включая маску) и специальными фиксаторами для профилей.
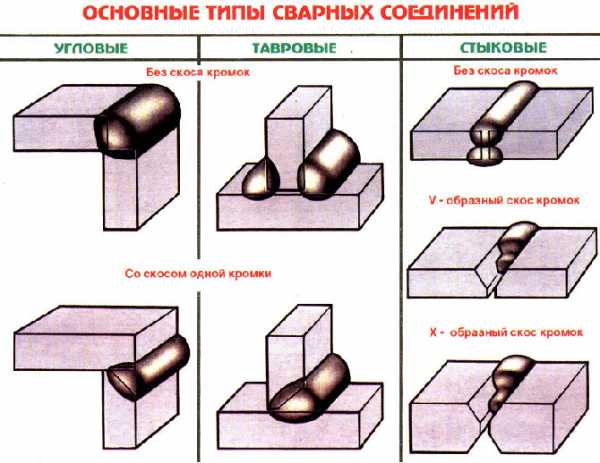
Дуговую сварку можно выполнять при помощи различных способов:
- Соединение встык;
- Шов внахлест;
- Соединение тавровое;
- Шов под удобным углом.
Важно: при этом профессионалы рекомендуют варить с положением шва в нижней позиции. Однако выбор всегда зависит от условий сварки.
Выбираем электроды для дуговой сварки
 Правильно подобранный электрод поддерживает постоянное горение дуги, что обеспечивает высокое качество и надёжность сварного шва
Правильно подобранный электрод поддерживает постоянное горение дуги, что обеспечивает высокое качество и надёжность сварного шва Те, кто не знают, как варить профильную трубу, должны понимать, что качество сварного шва полностью зависит от правильности выбора электрода. При этом стоит помнить, что сечение электрода играет немаловажную роль в сварке туб того или иного диаметра. Так, слишком тонкий электрод будет прерывать горение, а электрод большого сечения способен прожечь тонкостенную трубу.
Диаметр электрода зависит от толщины стенок трубы:
- Для тубы сечением до 2 мм — электрод 1,5 мм диаметром;
- Для тубы сечением 2-3 мм — электрод 2 мм;
- Трубы с сечением 4-6 мм — электрод толщиной 4 мм.
При этом стоит знать, что электроды бывают плавящимися и неплавящимися. С последними необходимо обязательно использовать специальные присадки, выполненные из сплавов олова, латуни и других мягких металлов с примесями фосфатов.
Важно: правильно подобранный электрод поддерживает постоянное горение дуги, что обеспечивает высокое качество и надёжность сварного шва.
Выполняем дуговую сварку
 Сварка профильных туб выполняется в специальном помещении
Сварка профильных туб выполняется в специальном помещении Сварка профильных туб выполняется в специальном помещении. Предварительно необходимо зачистить и обезжирить концы свариваемых труб. Если толщина стенок тубы превышает 4 мм, то нужно подготовить кромку с помощью фаскоснимателя. Такая кромка позволит сформировать шов в несколько слоёв, что сделает стык более крепким и надёжным.
Важно: трубы с меньшей толщиной стенок можно варить в один шов.
- Детали закрепляют на специальном столе.
- Если сечение труб более 10х10 мм, то рекомендуется нанести точечные прихватки в нескольких местах и только после этого варить трубы.
- Сварку выполняют со скоростью, которая позволяет плавить металл, но не допускает протекание его во внутренний просвет труб. При этом электрод можно двигать елочкой или слева-направо и справа-налево.
Важно: при дуговой сварке её режим полностью зависит от типа тока, диаметра электрода, полярности и силы тока. При этом сила тока для дуговой сварки варьируется в диапазоне 20-90 А в зависимости от сечения электрода. Если сварка проводится с использованием электрода малого сечения, то понадобится постоянный ток с обратной полярностью.
- При нанесении сварного шва на металле будет образовываться шлак. Его необходимо периодически сбивать, иначе он нарушит технологические свойства стали и приведет к коррозии трубы впоследствии.
Сварка газовая
 Такой способ выполнения сварки является незаменимым, если нет возможности подключения оборудования к электричеству
Такой способ выполнения сварки является незаменимым, если нет возможности подключения оборудования к электричеству Этот способ сваривания профильного металлопроката менее популярен. Причинами тому выступают высокая затратность метода (поскольку необходимо закупать газ-ацетилен), его опасность ввиду использования того же ацетилена, необходимость специальной подготовки оператора для выполнения работ. Однако такой способ выполнения сварки является незаменимым, если нет возможности подключения оборудования к электричеству.
Для выполнения газовой сварки потребуется подготовить:
- Баллон с ацетиленом;
- Баллон кислородный;
- Редуктор;
- Присадочный материал в виде прутьев;
- Газовая горелка с наконечниками;
- Шланги для подачи газа к месту обработки металла;
- Флюс-паста.
Важно: способ газосварки не рекомендуется использовать для сваривания тонкостенных труб. Поскольку есть риск сильно расплавить металл, но не добиться идеального герметичного сварного шва.
Выполняем газовую сварку
 При выполнении газовой сварки стоит следить за геометрией двух свариваемых труб, чтобы не было перекосов конструкции
При выполнении газовой сварки стоит следить за геометрией двух свариваемых труб, чтобы не было перекосов конструкции - Подготовленные, обезжиренные металлические детали фиксируются на специальном столе. Кромка труб обрабатывается пастой-флюсом для предотвращения образования окиси во время сварки.
Важно: угол скоса кромки должен быть равен 30 градусам. Это позволит сформировать несколько рядов сварного шва и при этом выдержать качество каждого из них.
- Подачу пламени обеспечит смесь ацетилена с кислородом.
- Между двух свариваемых туб необходимо подавать присадку и при этом исключительно впереди пламени горелки. Под воздействием пламени металл трубы и присадки будет плавиться, образуя качественный и ровный сварной шов. При этом движение горелки осуществляют справа-налево.
Важно: если свариваются трубы с толстыми стенками (5-6 мм), то пруток подают за пламенем горелки, а движение осуществляют слева-направо.
- При выполнении газовой сварки стоит следить за геометрией двух свариваемых труб, чтобы не было перекосов конструкции.
Сварка контактная
 Этот способ используется в основном на предприятиях и промышленных объектах, оснащенных специальным оборудованием
Этот способ используется в основном на предприятиях и промышленных объектах, оснащенных специальным оборудованием Этот способ используется в основном на предприятиях и промышленных объектах, оснащенных специальным оборудованием. При контактной сварке происходит давление электродов на металл при пропускании тока через них. В результате получается некоторая деформация металлических элементов, что формирует сварочный шов повышенной надёжности. Использование контактной сварки допустимо при любых температурах и погодных условиях.
Рекомендации от профессионалов
Чтобы выполнение сварки профильных труб своими руками прошло без сучка, без задоринки, следует соблюдать несколько важных рекомендаций от специалистов:
- Желательно правильно подбирать температурный режим сварки в зависимости от толщины стенок металлопроката, поскольку деформация металлического профиля при сварке выражена сильнее, чем при обработке круглой тубы.
- Если важно сохранение внутреннего просвета профиля, следует тщательно следить за предотвращением попадания расплавленного металла вовнутрь тубы.
- Если при сварке используется торцевое соединение, то стоит знать, что на углах детали в этот момент формируется высокое напряжение.
Важно: получить немного практики можно, если потренироваться перед выполнением чистовой сварки на ненужных отрезках профильной тубы.