Станки для профнастила
Станки для изготовления профнастила
Профнастил сегодня приобретает большую популярность среди желающих построить современное здание, ограждение, надежно укрепить перегородки, придать новизны старой постройке. Широкие возможности профилированная сталь предоставляет желающим возвести оригинальную крышу дома или офисного строения. Высокое качество стали для проката позволяет использовать профлист при строительстве складов и ангаров. 
Готовая крыша
Создание качественного строительного покрытия методом проката полосы через направляющие валики — процесс несложный, технология и оборудование позволяет организовать производство на доступных площадях.
Внимание!!! Наши читатели считают, что утренняя рыбалка - миф! Раскрыт секрет улова, необходимо всего лишь растворить 1 пакетик в 0,5 литрах воды читать далее...
Виды линий для производства
Профнастил, используемый для кровли, отличается от стенового высотой волны и толщиной стали. При одинаковых технических характеристиках листа, толщина стали отвечает за износостойкость. То есть, лист меньшей толщины прослужит более короткий срок.
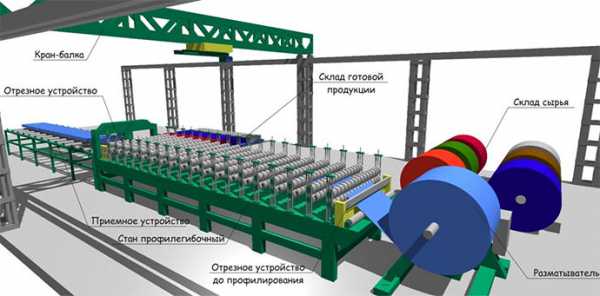
Создание ребер жесткости и покрытие полимерными материалами больших партий профнастила производится промышленным способом. Малые количества изготавливаются во многом на частных предприятиях. Линии по производству профнастила состоят из нескольких станков, расположенных в помещении последовательно, чтобы ускорить работу. Рулонная сталь располагается здесь же. При недостатке площади — в отдельном складском помещении рядом, сокращая время подачи к станку. Объемы производства определяют установленные мощности.
Автоматизация изготовления

Прокатка профлиста
Наиболее продуктивной выступает автоматизированная линия производства профнастила, верстаты, выстроенные поэтапно, управляются сенсорным способом. Разматывающий механизм подает рулонную сталь на прокатный станок для профнастила с направляющими трапециевидными валиками, механизмом обрезки и сбора отходов материала.
Валики установлены двумя каскадами, по мере продвижение лист под усилием приобретает нужную профильную высоту. Профнастилы производятся методом холодного либо горячего проката. Основное предпочтение производители среднего звена отдают холодному прокату профнастилов, не требующему дополнительной установки для разогрева полосы. Производство происходит при температуре не ниже четырех градусов. Готовый профилированный лист подается на гильотину, раскраивающую рулон согласно заданных стандартов.
Качество жесткости и размеров профнастилов контролируется специальными измерительными приборами, установленными в конце производственной линии. Укладка и упаковка готовых металлопрофильных листов выполняется здесь же.
Передвижное оборудование
Строительные организации, выполняющие заказы на возведение арочных перекрытий, ангаров обязательно включают в свой арсенал передвижное оборудование для профильной обработки металла. Станок, занимающий минимум площади и несложный в транспортировке, используется для создания деталей конструкции из профлиста непосредственно на объекте. Технология позволяет сохранить время на грузоперевозки и позволяет изготовить детали требуемой конфигурации в короткий срок. Передвижные установки дают дополнительную экономию на возведении опорных конструкций здания.
Собственное домашнее производство
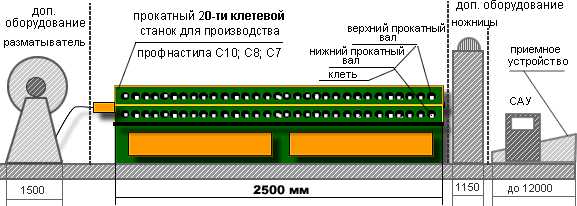
Схема производственного станка
Небольшие объекты требуют соответственного количества кровельного материала. Изготовить необходимый минимум возможно с помощью ручного станка для профнастила. Установка оборудования не требует больших площадей. Небольшие размеры установки позволяют расположение под навесом или в небольшом помещении. Подготовка занимает короткий отрезок времени. Устанавливают станок для профнастила на ровный пол с твердым покрытием, предпочтительно бетонным.
Перед изгибочным аппаратом устанавливается стол для подачи металла, направления на валики для формирования гофры. Станкам с механическим приводом не требуется подключения электричества. Устройство пружинного механизма приводится в действие усилиями человека, достаточными, чтобы изготовить не только металлопрофиль. 
Ручной станок
Производство труб, отливов на ручных станках значительно облегчает работу и экономит время. С помощью станков для металлопрофильного проката можно завальцевать кромку и раскатать швы металлической конструкции. Функций изгиба и проката, устроенных в станке, достаточно. Ручными станками для профнастила успешно пользуются при необходимости изготовления доборных деталей и небольших элементов конструкции. Минусом станка с ручным приводом выступает возможность изготовления полос небольшой длины.
Ручной верстат для изгиба профнастила возможно изготовить самостоятельно. Чертежи просты в исполнении, механизм не содержит сложных деталей. Недостатком такого станка является жесткий ход, замедляющий продвижение листа. Станки для профнастила с ручным приводом не рекомендуется использовать для профилизации стали с полимерным покрытием во избежание повреждения поверхности.
Окупаемость оборудования
Популярность профнастила дает возможность небольшому предприятию очень быстро вернуть средства, вложенные в производственное оборудование. Использование современной линии, качественная работа в короткий срок окупает затраты благодаря расширению клиентской базы. Фирмы, выполняющие профилизацию металла, успешно занимаются укладкой профлиста. Возможность расширить производство наступает очень быстро и позволяет выйти на совершенно новый уровень.
Обзор станков для изготовления профлиста
Станок придает металлу стабильную рельефную форму. Основные функции – резка и прокат. В результате обработки получается профилированное полотно. Его используют для устройства кровли, облицовки стен, сооружения заборов, бытовок, гаражей. Большая популярность и высокий спрос на профлист объясняются универсальностью применения, простотой монтажа и демократичной ценой. Такие факторы служат серьезным основанием для старта выгодного бизнеса. Нужно найти небольшую рабочую площадку и приобрести специализированную технику.
Оглавление:
Свойства профнастила
Сырьем служит:
- сталь с алюминиевым или цинковым покрытием;
- алюминий с алюмокремниевым напылением или без него.
Использование материалов разного свойства обусловливает применение универсального оборудования. Главное требование, которое предъявляется к станкам для производства профнастила – бережное отношение к покрытию. Назначение составов, которыми окрашивают поверхность – защита от коррозии и увеличение срока эксплуатации.
Качество во многом зависит от условий изготовления. Приборы для проката и резки металла должны располагаться в сухих отапливаемых цехах со стабильным температурным режимом. Такие же требования предъявляются и к помещению для хранения сырья – рулонов листового металла.
Основы производства
Чтобы придать заготовке определенную форму, используется принцип вальцевания, по которому работает большинство металлургических предприятий. Так называется прокат через систему валов. Формирование проводится методом холодной деформации во время прохождения металлической заготовки между роликами. В результате механического воздействия гладкий стальной лист становится гофрированным.
На контур полученного рельефа влияет форма вальцов. В производственных линиях имеется возможность настройки профильной конфигурации, что обеспечивает вариативность сортамента. Сила давления пресса зависит от толщины металлической заготовки. Выбирают оцинкованный профнастил толщиной 0,4-0,8 мм.
Существует горячий и холодный способы обработки металла давлением. Изготовление листа с предварительным нагревом стали возможно только на крупных металлургических предприятий.

Виды производственного оборудования
Прокатный стан – это основа технологической линии. К числу критериев, по которым классифицируется вальцовочная аппаратура, относятся форма профиля и способ изготовления. Поставка сырьевого материала с металлургических заводов осуществляется в рулонах. Вручную развернуть тонкий лист не составляет труда. Если используется металл значительной толщины, тогда в комплект должен входить станок-разматыватель.
Следующий шаг цикла – резка, для этих целей служат ножницы-гильотины. С их помощью гофрированное полотно разрезают на элементы необходимой длины. Заключительный этап – упаковка и складирование. Для этих целей применяют специальные приемные устройства.
Типы станков
По объему ручного труда оборудование для производства профнастила условно разделяют на 3 группы:
- ручные;
- передвижные с электрическим приводом;
- автоматизированные линии.
1. Ручной станок.
Без применения электроэнергии, но требует приложения физических усилий. Благодаря механизмам пружинного типа и системе эксцентриков для обслуживания достаточно 1-2 операторов. Качество невысокое, поэтому обработка металлических заготовок с защитным покрытием не рекомендуется. Прокатать можно только самый тонкий профлист, из которого делают заборы и ограждения.
Использование целесообразно при небольших объемах производства. Цена невысокая, его могут купить строительные организации и металлообрабатывающие мастерские.
2. Передвижные.
Чаще всего создают арочный лист, который используется в ангарах, хранилищах, складах и прочих сооружениях с изогнутыми элементами. Портативные станки устанавливают непосредственно на рабочих площадках, когда строительство движется ускоренными темпами. Купить выгодно в том случае, когда в запасе много оцинковки или есть надежные поставщики дешевого сырья. Качество не уступает продукции, произведенной на автоматической линии.
3. Автоматизированные и полуавтоматизированные.
Представляют собой группу механизмов, смонтированных в определенном порядке. Чтобы технологический процесс проходил быстро и без нарушений, разработана стандартная комплектация:
- Размотчик рулонного металла. Скрученные стальные листы, которые поставляют заводы-изготовители, обладают большой массой. Грузоподъемность механизмов для разматывания достигает 10 тонн. В них также предусматривается автоматический контроль уровня провисания металлического полотна в процессе работы. Скорость вальцевания достаточно высокая, поэтому вручную справиться с разматыванием практически невозможно.
- Профилегибочный стан. Это основа технологической линии. Оснащается системой электропривода, может иметь несколько пар вальцов. Качество конечного продукта напрямую зависит от настроек и степени изношенности механизмов. При выборе станка б/у нужно уточнить у продавца срок эксплуатации и уровень загрузки.
- Гильотинные ножницы. Резочное оборудование имеет форму, аналогичную профилю. К состоянию гильотины предъявляются повышенные требования. Край должен получиться ровным без заусениц и нарушенного покрытия. Для этого требуется острое лезвие и баланс скорости реза и усилий, прикладываемых к профлисту.
- Приемная клеть. Это участок, в котором складывают готовую продукцию.
- САУ. Система автоматического управления задает программу и обеспечивает контроль рабочего цикла. Чем больше автоматизированных процессов, тем выше производительность предприятия.
Большая стоимость технологической линии делает ее недоступной для начинающих предпринимателей. В начальной стадии бизнеса имеет смысл приобрести станки и механизмы б/у.
Обзор оборудования
1. Напольный разматыватель НР-1250.
Легкий ручной станок для размотки стального полотна шириной до 1,25 м и массой до 300 кг. Рулон укладывается на вращающиеся валики и разматывается путем протяжки. Простое устройство в сочетании с низкой ценой делают оптимальным применение в небольших цехах.
2. Размотчик рулонного металла РМ-620.
Неприводный двухопорный агрегат для размотки рулонов массой до 4 тонн, шириной до 70 см и внутренним диаметром 48-62 см, масса конструкции – 150 кг. Перед началом работы вал с крестовинами помещают внутрь рулона и устанавливают на раму. Рулон разматывают путем протяжки металлической полосы или вращения штурвала.
3. Листогиб РСХ-2000/0,8.
Мобильный станок для изготовления профнастила, деталей прямоугольных воздуховодов, а также доборных элементов кровли и фасадов. Большая мощность агрегата позволяет гнуть металл толщиной до 0,8 мм с сохранением геометрии профиля по всей длине. Тонкая система настройки обеспечивает стабильность заданных параметров сгиба (угол и радиус) независимо от вида и толщины основного материала. Масса – 160 кг, разборная конструкция обеспечивает удобство при перевозке и подъеме.
4. Электромеханический листогиб ПТН2050-30ЕЕ.
Предназначен для изготовления любого вида профнастила, различных элементов кровли, фасадов и вентиляции из стального листа толщиной до 3 мм и длиной до 2 м. Комплект сменных планок позволяет создавать изделия сложной конфигурации.
Оснащается педальным блоком управления траверсами. С помощью САУ можно задавать параметры и подсчитывать количество готовых изделий. Автоматика корректирует угол гиба в соответствии с толщиной и разновидностью металла.
5. Ножницы гильотинные НКЧ 3214.
Устройство для резки профлиста толщиной до 2 мм и шириной до 2,5 метров. Конструкция весит 1,8 тонн и приводится в действие электрическим мотором. Рекомендуется купить для предприятий небольшой мощности.
Стоимость
| Оборудование | Тип | Цена, рубли |
| Размотчик рулонов | напольный | 13 000 — 17 000 |
| мобильный | 60 000 — 80 000 | |
| двухопорный | 53 000 — 190 000 | |
| самоподъемный | 130 000 — 160 000 | |
| консольный | 105 000 — 300 000 | |
| Листогибочный станок | ручной | 130 000 — 450 000 |
| сегментный | 250 000 — 550 000 | |
| электромеханический | 2 600 000 — 3 900 000 | |
| гидравлический | 70 00 000 — 20 000 000 |
Производство профнастила — бизнес план
Профнастил пользуется огромной популярностью на рынке, как среди частных хозяев, так и среди бывалых предпринимателей. Мы предлагаем рассмотреть, как можно организовать производство профнастила, цена этого бизнеса, а также советы от бизнесменов.
Что входит в линию производства
Виды производственных работ:
- Ручное;
- Полуавтоматическое;
- Автоматическое
Ручное производство используется только в условиях низкой производительности. Это достаточно простая система, она требует не денежных затрат, а физической силы. В большинстве случаев используется только один прокатный стол и 4 работника.
Из-за такого маленького объема производственной техники, работа осуществляется только с уже готовым профильным листом, его вручную разматывают и разрезают при помощи ножовок или ножниц по металлу. Окрашивают двумя слоями пульверизатором, используя краски для наружных работ. Такая линия производства профнастила достаточно выгодная в плане экономии, но стоимость такого материала, как и качество, несколько уступает обычному, изготовленному и окрашенному на станках.
 Полуавтоматическая линия производства профнастила
Полуавтоматическая линия производства профнастила Полуавтоматическое производство. Это полноценное оборудование, не требующая присутствия настройщика. Здесь есть прокатный стол с роликами, гильотинные ножницы ручного управления. Самый сложный и трудоемкий процесс требует ручного вмешательства – размотка стального рулона.
Автоматическое производство. Самый дорогой, но наиболее эффективный вариант. Используется полная автоматизированная линия, настройщик требуется только на предварительном этапе. Это полноценный производственный процесс, работа которого строго контролируется по ГОСТ, советуем отдавать предпочтение станкам из Германии, Италии, Швеции.
 Автоматическая линия
Автоматическая линия Главный показатель разности – это производительность. Если автоматизированная линия за сутки или смену может изготавливать более 10000 листов, то ручным способом Вы сможете сделать не больше 400-500, но при этом потеряете много времени на размотку и самостоятельный монтаж валом, формирующих гофру, снятие листов и их упаковку. Оптимальным решением для стартапа будет приобретение полуавтоматической линии, у неё более быстрый срок окупаемости, она обходится дешево в обслуживании.
Помещение
Кроме рабочей силы и оборудования, нужно учитывать наличие необходимого помещения. Минимальные размеры для него должны быть от 250 до 300 квадратных метров. Обязательно продумывается система принудительной и естественной вентиляции.
Производство крашеного стенового и кровельного профнастила – это практически единственная сфера деятельности, где в помещении по нормам требуются окна, т.к. производятся процессы окраски и оцинковки, также это существенная экономия электроэнергии.
 Производство профнастила в цеху
Производство профнастила в цеху Оборудование
Оборудование для производства профнастила – станки.
Видео: как производят профнастил на линии
Стандартная линия производство профнастила состоит из:
Разматывающего механизма. Специальное устройство, которое отвечает за размотку и установку профильного листа на прокатный стол. Скорость и количество размотанных метров контролируются при помощи специальной программы (станок ЧПУ) или вручную. Грузоподъемность такого механизма до нескольких тонн, в зависимости от характеристик, работает как с уже готовым профнастилом, так и с рулонами стали без гофры.
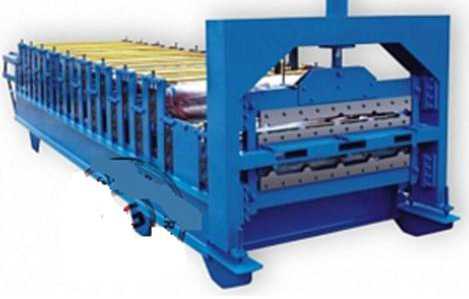
Стол проката или как его называют, стан – это часть автоматической линии, которая предназначена для формирования определенной последовательности производственной ленты. У него достаточно сложная конструкция: станина, каркас, профилегибочные клетки, кожухи. У бее современных моделей есть также специальные валы, на которые устанавливаются формы для будущей гофры. Станина или рама представляет собой литую деталь, состоящую из нескольких секционных отделений, соединенных между собой. Работа осуществляется при помощи редукционного электрического мотора и цепи проводников. После прохождения стола профлисты режутся на определенные куски.
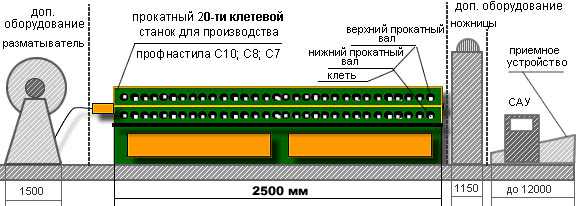
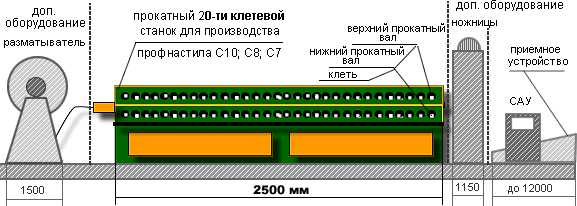 Прокатный 20-ти клетевой стан для производства профнастила С7, С8, С10
Прокатный 20-ти клетевой стан для производства профнастила С7, С8, С10 Гильотинная установка
Гильотинные электромеханические ножницы предназначены для замерения и отреза части профнастила определенной длины. Это очень ответственный процесс, который должен контролироваться. Обрезать профильные листы после прокатного стола можно только при помощи ножниц, профиль который подходит к профилю форм гофры, иначе могут появиться трещины, зазубрены или сколы. Управление производится при помощи специального датчика длины и силы нажима, работают благодаря энергии электрического мотора. Гильотина монтируется на конце прокатного стола.
 Гильотинные электромеханические ножницы
Гильотинные электромеханические ножницы Блок управления
Блок управления предназначается для полного контроля и автоматизации производства. Перед началом работы на это устройство вписываются необходимые параметры, по которым в дальнейшем производится работа. Уточняется абсолютно все, вплоть до размера трапеции и гофры для создания профиля у листа. В систему управления входит: корпус. Блок управления контроллер с особенной программой (по типу ЧПУ прокатных станков), преобразователь энергии и измерительные приборы.
Рольгант или приемный стол
Профлист используется для установки заборов, кровель, ангаров, и ворот, поэтому огромную роль играет его размер гофры. При помощи этого показателя задается жесткость материала и его марка (к примеру, нс 44 – это универсальный несущий профнастил, размер гофры которого до 40 мм, его используют как при установке на фасады, так и при строительстве небольших зданий подсобного характера, с тем как с 44 применяется только для установки на заборах или стенах, им кровля не покрывается).
На роликовом столе проверяется заданный первоначально размер гофры и при необходимости осуществляется его коррекция. Для предварительно оцинкованного профнастила может производиться температурная обработка, для чистого стального рулона – нет (воздействие на незащищенный материал при помощи температуры может повлиять на его структуру и свойства – гибкость, плотность, прочность).
Окрашивающий станок
Это устройство может устанавливаться в отдельном помещении, по принципу блоков покраски, так и в качестве дополнения к прокатному столу. В первом случае монтаж осуществляется в отдельном помещении, создается подобие окрашивающего блока. Во втором варианте, устанавливается небольшое устройство после гильотинных ножниц, которое под высоким давлением производит окраску листов.
Изготовление крашенного профнастила может осуществляться либо при помощи электролиза, либо с высоким давлением. Электролиз считается более эффективным и долговечным, т.к. молекулы краски проникают в самую структуру металла, укрепляя его и повышая антикоррозионные показатели. Двойная окраска под давлением – дешевый вариант, такая окраска осуществляется при помощи специального пульверизатора. Вначале наносится первый слой – база, после основание. При необходимости поверхность обрабатывается специальными полиэстровыми соединениями, которые помогут придать нужный оттенок и повысить антикоррозионные свойства.
Помимо этого нужно будет купить упаковочный станок для производства профнастила, потому что для автоматизированной линии производство профнастила за смену более 1000 листов не проблема, но снимать их вручную будет просто невозможно.
Бизнес план для предпринимателей
Производство и продажа профнастила или металлочерепицы – это очень выгодный бизнес не только в теории, но и в практике, но для привлечения инвесторов Вам понадобится бизнес-план. Мы разработала приблизительную стратегию продвижения такого стартапа и сроки окупаемости. Как основу была взята автоматическая линия, которая не требует лишних силовых затрат. Многие известные сейчас заводы так и начинали, только у 5 % были деньги дл запуска своего производства без вкладов инвесторов.
Открываем собственное производство
- Проанализируйте рынок. Хотя бы одни город в Вашем регионе будет закупать профнастил из соседних областей, но наиболее выгодно это будет сделать если:
- В регионе есть метало перерабатывающий завод;
- В области есть рынок сбыта (экономия на хранении и транспортировке профильного настила).
- Закупите оборудование. Это автоматизированная линия, подъемный механизм, погружной механизм.
- Найдите работников.
- Найдите инвестора.
Для того чтобы заключить контракт с банком или частным лицом, Вам понадобится готовое бизнес-предложение.
Смета расходов доходов:
| Пункт | Сумма, рублей | Инвестор, рублей | Вы, рублей |
| Оборудование (закупка и доставка) | 990 000 | 900 000 | |
| Цех, его подготовка | 500 000 | 500 000 | |
| Получение государственных разрешений (техника безопасности, электролинии, экологи и т.д.) | 50 000 | 50 000 | |
| Докупка оборудования | 100 000 | 100 000 | |
| Закупка сырья (конструкционной стали для профнастила) | 100 000 | 100 000 | |
| Заработная плата сотрудникам | 74 000 | 74 000 | |
| Итого | 1 814 000 |
Оборудованием и его доставкой по умолчанию занимается инвестор, т.к. это самая затратная часть производства. Для первичного создания цеха необязательно, чтобы производитель снабдил новой техникой, подойдет и бывшая в употреблении оснастка. Либо закупить станки производства Китай.
Чтобы более точно прицениться, предлагаем ознакомиться с нашей таблицей, в которой собраны цены на автоматизированные линии в разных городах России, Украины и Беларуси:
| Город | Цена | Город | Цена |
| Екатеринбург | 700 000 | Липецк | 500 000 |
| Москва | 900 000 | Рязань | 700 000 |
| Челябинск | 700 000 | Нижний Новгород | 900 000 |
| Самара | 700 000 | Тюмень | 700 000 |
| Альметьевск | 700 000 | Астрахань | 700 000 |
| Барнаул | 500 000 | Белгород | 600 000 |
| Брянск | 500 000 | Владимир | 600 000 |
| Владивосток | 700 000 | Волгоград | 500 000 |
| Вологда | 700 000 | Воронеж | 800 000 |
| Дзержинск | 700 000 | Днепропетровск | 900 000 |
| Донецк | 500 000 | Ростов-на-Дону | 700 000 |
| Запорожье | 900 000 | Зеленоград | 600 000 |
| Иваново | 500 000 | Ижевск | 900 000 |
| Калуга | 600 000 | Калининград | 700 000 |
| Иркутск | 600 000 | Казань | 700 000 |
| Киров | 700 000 | Киев | 900 000 |
| Климовск | 500 000 | Кострома | 700 000 |
| Краснодар | 600 000 | Краснозаводск | 500 000 |
| Липецк | 600 000 | Магнитогорск | 700 000 |
| Мариуполь | 500 000 | Оренбург | 700 000 |
| Омск | 700 000 | Новокузнецк | 500 000 |
| Пенза | 700 000 | Пермь | 700 000 |
| Подольск | 700 000 | Саратов | 700 000 |
| Тверь | 700 000 | Томск | 500 000 |
| Тюмень | 600 000 | Тула | 700 000 |
| Ульяновск | 500 000 | Уфа | 700 000 |
| Хабаровск | 500 000 | Харьков | 700 000 |
| Чебоксары | 500 000 | Новосибирск | 700 000 |
В плане экспорта, выгоднее всего заключать контракты с такими странами постсоветского пространства: Узбекистан, Казахстан, Башкирия (Башкортостан).
 План-график проведения основных этапов реализации проекта
План-график проведения основных этапов реализации проекта Деньги, затраченные на производство профнастила (кровельного, стенового или арочного) либо сайдинг, окупятся в течение года при регулярной работе цеха и выработке не менее 400 листов за смену. На таком же оборудовании можно производить металлочерепицу, сэндвич панели, доборные элементы и многое другое, главное уметь перенастраивать станки.
17 Январь 2014 Автор: Владимир Бакаев
Как открыть завод по производству профнастила в России?
Профнастил является универсальным материалом, который используется в различных направлениях народного хозяйства. По мере роста строительства в России растёт спрос и популярность этого строительного товара. В настоящее время отечественные предприятия по производству профнастила надёжно освоили производство профилированных листов по различным технологиям.
 Изготовление профнастила является перспективным направлением предпринимательства и бизнесом высоких доходов. Эта сфера производства характеризуется высоким уровнем конкуренции – изготовлением товара занимаются как крупные металлопрокатные заводы, так и небольшие частные предприятия.
Изготовление профнастила является перспективным направлением предпринимательства и бизнесом высоких доходов. Эта сфера производства характеризуется высоким уровнем конкуренции – изготовлением товара занимаются как крупные металлопрокатные заводы, так и небольшие частные предприятия.
Для оценки перспективности открытия завода по производству профнастила в России следует учитывать:
- Есть ли рядом уже работающие заводы, которые специализируются на металлопрофильном производстве. Ведь для преодоления сопротивления при входе в рынок высокой конкуренции потребуются значительные вложения капитала. Это затраты на привлечение покупателей на первом этапе работы, на рекламную деятельность. При большом же уровне затрат сам бизнес может потерять рентабельность. Важное условие для открытия производства – чтобы соседний завод такого профиля был на расстоянии не меньше 200 километров.
- В регионе необходимо наличие металлургического завода, так как именно там делается закупка металла для производства профнастила. Если покупать заготовки на большом расстоянии, то это может значительно повысить себестоимость товара. Важно, чтобы на этом предприятии чёрной металлургии имелись прокатные станы для изготовления листового материала, используемого в качестве сырья для изготовления стенового и кровельного профилированного листа.
- Объёмы строительства в частном секторе, существование крупных объектов долгостроя. Ведь объекты долгостроя, прежде всего, обносят заграждениями из современных листовых изделий. Также важен соответствующий климат региона. Ведь всё это вместе создаёт перспективу высоких продаж материала.
Профнастил относится к промышленной продукции, которая не подлежит обязательной сертификации. Существуют лишь рекомендации придерживаться норм ГОСТа 24045-94.
Наша оценка бизнеса:
Стартовые инвестиции 1 700 000 рублей.
Насыщенность рынка — средняя.
Сложность открытия бизнеса — 7/10
Технологические особенности производства профнастила
Технология производства профнастила состоит из нескольких этапов, на каждом из которых требуется своё оборудование и своя особенная оснастка. К тому же технологические особенности связаны как с масштабом предпринимательской деятельности, так и с видами используемого станочного оборудования.
Различают два технологических способа изготовления изделий: одновременный и последовательный. При первом способе все гофры листа прокатываются одновременно, за один проход через профилирующие валы. А при последовательном способе гофры на лист накатываются за несколько проходов. Последовательный способ характеризуется низкой производительностью, так как при нём время на изготовление одного листа значительно больше, чем при одновременном способе.
Если учесть, что станок для одновременного проката значительно меньше по размерам, чем оборудование для последовательного проката, то первый способ значительно экономит производственную площадь. К тому же последовательный способ не даёт того высокого качества проката, которое достигается при одновременном способе. При последовательном прокате возможны мелкие нарушения геометрии изделия и другие дефекты.
Рассмотрим производственные этапы работы линии по производству профнастила:
- Рулон листового проката помещается на устройство для размотки. Заправочная клеть прокатного стана фиксирует начало листа и производит его дальнейшую подачу с нужной скоростью. Непрерывной лентой лист поступает на устройства формирования профиля.
- В программу компьютера линии вводятся данные о форме и длине листов. Ширина при этом остаётся неизменной, а вот длина может изменяться в зависимости от заказа. Она ограничивается лишь условиями перевозки и требованиями заказчика.
- Стан для профилирования листа содержит несколько валов, которые имею наборы прокатных роликов. Именно эти ролики и обеспечивают заданную форму профилирования материала – ширину и высоту гофр. Листовая лента, проходя между роликами, получает ту форму, которая введена в программу станка. Автоматизированная линия производства имеет то преимущество, что благодаря одновременному прокату всех гофр листа получается настил высокого качества, он не имеет дефектов.
- Обрезка листов по длине производится специальными ножницами гильотинного типа по мере поступления профилированного материала на стол обрезного станка. Станки для резки профнастила работаю по принципу пресса.
- Укладывание в пачки и упаковка листов происходит на приёмном столе. После этого товар отправляется на склад готовой продукции.
Все технологические операции нацелены на то, чтобы усилить продольную жёсткость металлического листа, при этом возрастает и его несущая способность. Особенно это важно в силу тех обстоятельств, что в производстве используется очень тонкая листовая сталь. Толщина листов обычно находится в пределах от 0,45 до 1,2 мм. А вот нагрузки на сооружения, где используется этот материал, нередко значительны. Если это кровля, то на неё действуют ветровые и снеговые нагрузки, а на панели заборов из профнастила оказывают большое давление ветры.
Популярные публикации:
Какое купить оборудование для производства пенобетона?
Начинаем бизнес на производстве спанбонда.
Идея для бизнеса: производство дорожных бордюров своими руками.
Материал для производства профнастила
Чтобы срок службы изделий был длительным, они изготавливаются из специальной стали, на поверхность которой дополнительно нанесен слой антикоррозионного защитного покрытия.
Покрытие может быть различного состава:
- оцинковка с добавкой алюминия, свинца и других металлов;
- алюмоцинковое покрытие, состоящее из алюминия, цинка и кремния;
- декоративное полимерное цветное покрытие.
Большую роль играют технические характеристики применяемой стали. От свойств стального листа зависит не только надёжность и долговечность профнастила, но и работоспособность оборудования по его изготовлению. Лист должен быть не толще 1,2 мм при максимальной ширине 1250 мм. Расход цинка при производстве оцинкованного профнастилане должен превышать 300 г/м. кв. Полный вес рулона готового сырья не должна быть больше 8000 кг.
Оборудование цеха по изготовлению профнастила
Чтобы организовать бизнес на изготовлении этого материала, необходимо купить оборудование для производства профнастила. В настоящее время на отечественном рынке достаточно надёжного и мощного станочного обеспечения для бизнеса на изготовлении этого замечательного материала. К тому же цена оборудования для производства профнастила не превышает финансовых возможностей среднестатистического предпринимателя.
Линии по изготовлению профлиста
Первое место по продажам этого оборудования занимают линии законченного станочного цикла. Они позволяют производить изделия стенового и несущего типов, обеспечивая при этом возможность менять форму профиля. Эта линия особенно подходит для тех случаев, когда организуется производство и продажа профнастила как бизнес. Ведь при автоматизированном производстве затраты рабочего времени минимальны.
Если говорить о цене на линию автоматизированного изготовления профнастила, то она вполне приемлема для бизнесменов. Линия для производства профнастила С8 стоит 2 миллиона 100 тыс. рублей. Продающие компании также оказывают услуги по обучению обслуживающего персонала и по установке оборудования на производственных площадях заказчика. Специалисты компаний выполняют по договору все пусконаладочные работы и затем гарантийное обслуживание станков.
Станки металлопрофилирующие
В случае более скромных планов по развитию бизнеса можно купить станок для производства профнастила. Среди различных видов станочного оборудования особенно востребованы сейчас китайские станки для производства профнастила С21.
При потребляемой мощности в 3 кВт станок обеспечивает производительность до 10 метров материала в минуту. Металлический лист для обработки по толщине не должен превышать 0,7 мм. Станок оснащён разматывателем механического типа и имеет прокатный стан с 16 валами профилирования. В качестве сырья дли работы оборудования допускается лист шириной 1250 мм.
Станок обеспечен системой автоматического управления процессом проката и обрезки листов по длине. Русифицированная жидкокристаллическая панель управления станком позволяет оператору задавать нужные параметры процесса, запускать и останавливать станок.Цена станка для изготовления профнастила С21 китайского производства равна 1 250 000 рублей.
 По своей сути все виды оборудования для изготовления профилированного листа являются прокатными станками для профнастила. Ведь гладкий лист прокатывается между профильными барабанами и при этом на листе образуются гофры, увеличивающие его несущую способность и прочность. К тому же гофрированный лист выглядит гораздо привлекательнее гладкого. Гофры позволяют создавать плотные соединения между соседними листами, благодаря чему материал широко используется для кровельных работ в строительной индустрии.
По своей сути все виды оборудования для изготовления профилированного листа являются прокатными станками для профнастила. Ведь гладкий лист прокатывается между профильными барабанами и при этом на листе образуются гофры, увеличивающие его несущую способность и прочность. К тому же гофрированный лист выглядит гораздо привлекательнее гладкого. Гофры позволяют создавать плотные соединения между соседними листами, благодаря чему материал широко используется для кровельных работ в строительной индустрии.
Станки для ручного производства
Рассматривая высокопроизводительные современные технологии производства профилированного листа, не стоит забывать о том, что существуют способы изготовления профнастила своими руками. Для этого понадобится недорогой станок, в котором используется ручной труд человека. Это даже не станок, а приспособление или устройство, которое позволяет изготавливать профлист дома. Но сначала надо хорошо понять, как это устройство работает.
Внимание! Монтаж станка для проката профнастила своими руками нужно производить в помещении с ровным бетонным полом.
Вручную можно изготавливать штакетниковые листы, коньки кровли, планки карнизов и многие другие строительные элементы.
Сначала нужно будет собрать каркас станка, а затем изготовить стол, на котором будет происходить гибка листа с образованием нужного профиля. Приспособление для ручного профилирования иначе называется станком для гибки профнастила. Однако нельзя в домашних условиях изготовить такие детали как валы листопрокатного станка. Их придётся покупать готовыми. В продаже имеется ручной станок для изготовления профнастила, и он может гнуть листовой материал до 5 мм толщиной. Его цена в настоящее время равна примерно 128 000 рублей.
Профессиональный ручной станок ЛСП 200 позволяет в домашних условиях в небольшом количестве изготавливать листы профилированного вида. Высота волны листа не может превышать 15 мм, а за смену им можно изготовить до 300 профилированных листов. В станке для гибки профнастила предусмотрена замена матриц для изменения формы и размера гофр. Благодаря простоте в устройстве и работе такие станки очень популярны, так как они универсальны и многофункциональны.
Изготовление профнастила для кровли
Производство кровельного профнастила использует тот же исходный материал, что и металлочерепица – стальной лист. Рулонная сталь с оцинкованной или полимерной защитой проходит через станок холодной прокатки. При хорошо отрегулированном процессе при прокате покрытие листов полимерами остаётся целым и неповреждённым. Если металлочерепица изготавливается формы традиционной черепицы, то кровельный профилированный лист больше напоминает шифер. Его волны могут быть синусоидальной формы или прямоугольной, трапециевидной. Возможно придание листу и более сложной формы, но для этого придётся установить на станок другие прокатные барабаны.
Арочный профнастил
 Производство арочного профнастила, этого материала с очень большой гибкостью, рассчитано на применение в округлых строительных конструкциях. Неверно, что арочную конструкцию можно покрыть и обыкновенным настилом стенового типа. Если гнуть обычный профилированный лист, то на нём неизбежно появятся дефекты, которые сократят срок его годности и уменьшат плотность и водостойкость покрытия.
Производство арочного профнастила, этого материала с очень большой гибкостью, рассчитано на применение в округлых строительных конструкциях. Неверно, что арочную конструкцию можно покрыть и обыкновенным настилом стенового типа. Если гнуть обычный профилированный лист, то на нём неизбежно появятся дефекты, которые сократят срок его годности и уменьшат плотность и водостойкость покрытия.
Дугообразный или арочный профнастил производится с применением самой современной техники, которая способна выполнять профилирование с высокой геометрической точностью. Это те же роликовые валы и ножницы гильотинного типа, но на несколько по-другому сконструированном станке. Станок для изготовления арочного профнастила имеет специальные прокатные валы с несколькими гранями. Холодная прокатка листа придаёт ему криволинейный профиль заданной формы.
Возможно, заинтересует:
Мини производство пеноизола как бизнес.
Организовываем производство теплоблоков своими руками.
Какое купить оборудование для производства стеклофибробетона?
Перфорированный профнастил
Производство перфорированного профнастила нацелено на шумопоглощение в помещении, где звуковой фон превышает санитарные нормы. Стеновая кассета представляет собой лист с множеством отверстий, который не может отражать звук, а пропускает его. Проходя через перфорацию настила, звуковые волны попадают в ловушку из слоя утеплителя, где и теряют свою энергию. Уровень шумов в помещении при этом значительно снижается.
Таким образом, лист перфорированного настила не только имеет гофры профиля, но и содержит множество отверстий. Устройство потолочного перекрытия перфорированным материалом с утеплителем – это изготовление подвесных потолков в различных учреждениях и в промышленных зданиях.
В зависимости от требований дизайна помещения перфорированный профлист изготавливается различных цветов. Чаще всего это материал белого цвета с матовой или глянцевой поверхностью. Этот материал широко используют для сооружения испытательных лабораторий с большим количеством циклов нагружения, в зданиях медицинских поликлиник, где одновременно может находиться множество людей.
Планирование бизнеса на изготовлении профнастила
Бизнес-план производства профнастила, прежде всего, учитывает необходимые капитальные вложения в предпринимательство:
- Производственная станочная линия для работы с листом, покрытым полимерной защитой или слоем цинка – оптимальное решение для организации бизнеса. Купить линию стоит 1 мил. 200 тыс. рублей. Доставка, установка и обучение персонала входит в её стоимость.
- Тельфер грузоподъёмностью до 10 тонн в варианте б/у станков и оборудования стоит до 200 тыс. рублей.
- Себестоимость готовой продукции из оцинкованной стали составляет 190 рублей за 1 кв. метр.
- За восьмичасовую смену линия способна изготовить до 500 кв. метров настила. За месяц это составит продукцию на 2 миллиона 800 тыс. рублей. Разница между стоимостью материала и доходом составляет 650 тыс. рублей.
- На коммунальные услуги, на арендную плату, на заработную плату рабочим и администрации, на налоги и расходы и на транспорт в месяц уйдёт около 340 тыс. рублей.
- Доля чистой прибыли в месяц составит примерно 300 000 рублей.
- При указанной выработке рентабельность производства получается очень высокая, а капитальные вложения окупаются за полгода.
Даже, казалось бы, очень внушительные размеры расходов на организацию производства профнастила с нуля цех по производству профнастила окупается за довольно короткий срок. Учитывая, что спрос на производимый материал только растёт, никаких ложных страхов у бизнесменов, решившихся начать дело, не должно быть. Ведь спрос на товар – главное условие успеха. Бизнес обязательно будет прибыльным!