Станок для профнастила самодельный
Станок для производства профнастила своими руками

Свой станок для профнастила поможет не только изготовить хороший материал, например, для загородного строительства, но и начать прибыльный бизнес, однако для этого нужно знать множество нюансов.
Такое устройство довольно просто сделать в домашних условиях своими руками, если разобраться в принципе его работы.
Учитывая, что практически ни одна стройка сегодня не обходится без этого материала, он находит широкое распространение в быту, а если сделать свой станок, то можно изготавливать товар на продажу.
Профнастил на сегодняшний день является крайне востребованным покрытием. Его используются в качестве штакетника, материала для стен и крыш, обшивочного материала.
При этом такие листы отличаются относительно низкой стоимостью и простотой монтажа.
Однако стоит понимать, что к профнастилу выдвигаются строгие эксплуатационные требования, которые нужно учитывать, особенно если изготавливать материал своими руками на самодельном станке.
Особенности и требования к материалу
Есть несколько разновидностей профнастила, при изготовлении которого применяют различное сырье. Например, большой популярностью пользуется металлический профнастил.
Его делают из стали, применяя холодный метод проката.
Для конструкций, которые будут применяться на улице, например, для штакетника, можно сделать листы, покрытые дополнительно защитным покрытием – эмалью, полимерами, волокном.

Каждый вид сырья дает свою толщину листа.
В случае со сталью, мы можем получить качественный профнастил, который также можно оцинковать для повышения прочности и устойчивости к агрессивной среде.
Если делать листы совсем без покрытия, то материал быстрее изнашивается. Поэтому можно сказать, что большую роль играет не только сам станок, но и сырье.
Сборку прокатного станка для профнастила лучше проводить в закрытом помещении, где есть ровный бетонный пол.
При этом температура в помещении также играет большую роль: оно должно быть отапливаемым, без резких перепадов. Температуру выбираем не ниже 4 градусов.
Если планируется постоянно производить такой материал, то лучше сразу приготовить и помещения для хранения рулонов, сухие и теплые.
Разновидности конструкции и принцип работы
Чтобы сделать своими руками такое устройство, как станок, необходимо понимать принцип работы промышленных моделей.
Такой подход поможет компенсировать многие недочеты путем замены деталей на более доступные.
Любой профнастил производят путем холодной прокатки гладкого листового сырья через специальные насадки и валы.
В конечном итоге получается гофрированный лист заданной формы, который можно использовать и в качестве штакетника, и забора, и стены.
Даже в домашних условиях станок для производства профнастила требует покупки высококачественного сырья. Его покупают в рулонах для удобства пользования.
Такие рулоны еще нужно развернуть и тут все упирается в толщину сырья.
Если изначально вы нацелены делать тонкие модификации профнастила, то проблем возникнуть не должно – листы можно распрямить и руками.
А если же нужно производить довольно толстые изделия, то тут не обойтись без гибочного станка.
Станок для профнастила можно сделать двух видов: ручной аппарат и автоматизированный.
Первый имеет более простой принцип работы, его легко сделать своими руками и стоимость конструкции при этом будет более доступной.
Однако тут подача и регулировка вала производится самостоятельно с помощью собственной силы.
Автоматическое устройство сконструировать дома своими силами практически невозможно. Это экономически невыгодно и к тому же крайне сложно.
Примечательно, что сложности возникают и на заключительных этапах проката.
Дело в том, что рулоны имеют приличную длину, поэтому чтобы получить готовые изделия, которые сразу можно использовать в качестве штакетника или забора, нужно еще предусмотреть способ разрезания листов.
Тут могут помочь специальные гильотины. Такие ножницы делаются из очень хорошо заточенной стали, а также оборудуют защитными коробами и механизмами для безопасной работы.
Лучшим вариантом будет купить готовые лезвия, так как они повторяют по форме готовый лист.
Видео:
Также ручной станок для производства профнастила, как и автоматизированный, может быть сконструирован как по технологии одновременного профилирования, так и последовательного.
В первом случае идет одновременное получение гофры с обеих сторон листа. Во втором необходимо два раза прогонять лист с двух сторон.
Конечно, можно делать гофру только на одной поверхности, но не для всех целей подойдут подобные листы.
Например, для домашнего штакетника лучше делать две стороны.
Также бывают станки, которые работают с методом горячего проката.
Но в домашних условиях их не применяют, так как первоначально необходимо раскаливать сталь и вливать ее в форму, которая практически плавится.
Готовые листы подойдут для штакетника, но в качестве обшивки или устройства стен – вряд ли.
Пошаговая инструкция по сборке станка дома
Главное отличие профнастила от других металлических листов – гофра трапециевидной формы. Кажется, что в домашних условиях сделать такой материал невозможно, однако это не так.
Станок для изготовления профнастила, выполненный собственноручно, сделать вполне возможно еще листосгибом.
Однако стоит понимать, что домашнее устройство не всегда сможет помочь в изготовлении слишком толстых изделий.
Так, максимальная толщина оцинкованной стали, которую можно гнуть, не должна превышать 5 миллиметров.
Видео:
На таком устройстве можно делать не только листы для штакетника, но и коньки, карнизные планки и так далее.
В первую очередь собирают каркас станка. Он имеет небольшие размеры, а также не требует полного закрытия стенок.
Достаточно будет сделать хорошие опоры и закрепить их на бетонном полу с помощью шурупов. Далее нужно приготовить стол, по которому будет подаваться лист.
Обычно его длина должна быть хотя бы в пару раз больше предполагаемой длины изделия, ведь еще должно остаться место для приема готового листа. Стол можно сделать из алюминиевой фанеры.
Главное здесь, сделать специальную планку, которая позволит закреплять рулон или сырье. Ее плотно притягивают к столу с помощью болтов. Таким же образом закрепляется и ручной рычаг.
Он нужен, чтобы подвигать листы по столу и регулировать угол подачи. Можно для большей надежности снабдить такую конструкцию регулирующей пружиной.
Стоит понимать, что некоторые детали нужно покупать уже готовыми. Например, прокатные валы. Сделать их дома из подручных средств невозможно.
Видео:
Зато можно их заказать – сегодня это не проблема, да и стоимость для домашнего цеха будет весьма невысокой.
Их закрепляют на каркасе и подводят к рычагу. Валы стоит закреплять с помощью кронштейнов из отрезков металлических уголков.
При такой процедуре нужно проводить предварительную сборку. На ней же проводится и первая обкатка профнастила. Все болты закручиваются не в полную силу, а листы подают крайне осторожно.
Нужно ориентироваться на то, что во время работы полка уголка и полка каркаса должны находиться на одной плоскости.
Если получилось придать профнастилу нужную форму, то все детали можно закреплять. Однако не стоит забывать о технике безопасности.
Особенно это актуально, если будут установлены гильотины.
Работу следует выполнять крайне аккуратно, без спешки, даже если вы опытный мастер, так как присутствует повышенный шанс травматизма.
Механизм действия устройства довольно простой, именно поэтому сделать такой станок дома возможно. Сначала помещаем лист металла на стол. Его фиксируют с помощью лапок или планки.
Далее рычагом контролируется угол подачи. На выходе важно, чтобы готовый лист не упал, а равномерно помещался вдоль стола. После его можно будет убрать.
Можно также покрывать профнастил разными составами, но для этого нужно оборудовать специальный стол.
На всех этапах необходимо быть одетым в защитную форму, перчатки, а также использовать защитные очки.
Самодельный станок-листогиб: схемы, конструкция, компоновка, сборка
Сделать листогибочный станок своими руками не столь уж сложно, но мастера, как самодельщики-любители, так и живущие своим трудом ИП, используют его пока мало. Между тем цена только готовых доборных элементов кровли — ендов, коньков, карнизных планок – и водосточных труб с желобами в разы превышает стоимость материала. То же касается картин (листов кровли, вполне готовых к настилке) с отбортовкой кромок под двойной фальц. И это только кровельные работы.
Между тем многие мастера до сих пор предпочитают либо покупать готовые детали, теряя в заработке, либо по старинке обходиться выколоткой, теряя потенциальных клиентов – современная продукция кондового вида иметь не должна. Что тут не так: экономика, техника, предрассудки? А, может, просто неосведомленность? Может быть, нужен просто ясный чертеж листогиба, который можно было бы соорудить самому в сараюшке, и пользоваться им долго и успешно? Попробуем разобраться.
Из основных показателей (экономичность, производительность, простота конструкции) нужно определить еще долговечность при условии стабильного результата работы. В разгар сезона, когда день год кормит, возиться с починкой или наладкой некогда, а при эпизодическом пользовании раз в месяц не каждый месяц можно вообще обойтись без специального оборудования, см. далее.
Минимум требований – у мастера на все руки, который кровельно-жестяницкими работами занимается от случая к случаю при наличии заказов; такому покупать станок промышленного изготовления накладно, не окупится. Но тогда самодельный листогиб должен выдерживать не менее 1200-1500 рабочих циклов за сезон без ухудшения качества гибки. Есть еще важный момент – профнастил. Точнее, самостоятельное его производство. Его стоит коснуться особо.
Qui prodest?
В переводе с латыни – кому выгодно? Производить профнастил самостоятельно, хотя бы для себя, материал-то весьма востребованный. Попробуем прикинуть.
Ручной листогиб проходного типа (см. далее) стоит около $2000. На нем вроде бы можно за день-два тонну оцинковки 0,55 стоимостью $1000 превратить в 250 кв. м профнастила, которые покупные обошлись бы в $1400. Казалось бы, прямая выгода; особенно, если не ждать распродажи (предложениями рынок переполнен), а пускать в дело самому. Так, да не так.
Профнастил не прокатывают в один проход – углы местами получаются перетянутыми. Межкристаллитные связи в металле нарушаются; на вид и на ощупь шероховатый участок изгиба определяется не всегда, но скоро от него поползет трещина. А кто сейчас даст заказ без гарантии? Извольте исправлять. За свои, разумеется.
Можно уменьшить прижим, но тогда волна пойдет нестандартная. Заказчик стандартов, может быть, и не знает, но сразу увидит – материал не тот. Поставьте, будьте любезны, как у всех, или – до свиданья, обращусь к другому. И друзьям-знакомым расскажу. Гнать в несколько проходов каждый лист, меняя прижим или вальцы? Какая уж тут производительность с рентабельностью.

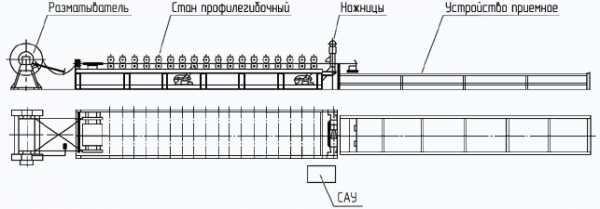
Линия для производства профнастила
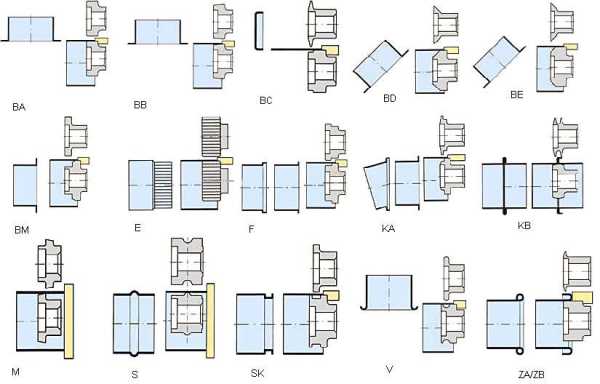
Линия (собственно, прокатный стан) для профнастила – это сложный агрегат, см. рис. Обратите внимание на количество и конфигурацию валков. Назначение такой системы – разогнать остаточные напряжения по листу, чтобы те не вышли за допустимые пределы. Поэтому волна формируется постепенно.
Стоит такое оборудование, как минимум, $20 000, китайского производства. Стабильное качество готовой продукции гарантируется только для конкретных марок стали конкретного производителя. Потребляемая мощность – от 12 кВт. Т.е. нужна специализированная производственная площадь с соответствующим лимитом потребления электроэнергии и контуром заземления, хотя для обслуживания достаточно одного оператора. Есть ли в вашей операционной зоне (попросту – в доступных вам окрестностях) неудовлетворенный спрос на профнастил, позволяющий все это окупить в приемлемые сроки? И готовы ли вы начать вполне серьезный бизнес с жесткой конкуренцией?
Мастерам на заметку
$2000 мастеру-индивидуалу «отбить», конечно, непросто. Поэтому попробуем разобраться, как все-таки сделать листогиб самому. Не для профнастила, а для разнообразных кровельно-жестяницких работ, на которых тоже можно неплохо жить, и подсобрать деньжат на старт чего-то посерьезнее. Нестандартная мелочь принципиально не поддается унификации, а нужна всегда. И самодельный листогиб тут может стать очень хорошим подспорьем.
О покупных ручниках
Чтобы покончить с «фирмой» (статья не рекламная) и перейти к самоделкам, посмотрим коротко, что можно купить, если все-таки нужно. На рынке безусловно доминируют TAPCO и VanMark. И почти неизвестен отечественный СКС-2, производимый в Орске. По цене все примерно одинаковы; ширина рабочей зоны у нашего 2,5 м против 3 у иноземцев, но это не порок. 3 м рассчитаны на дюймовую систему мер (10 футов = 3,05 м), а в метрической 2,5 м как раз удобнее.
Зато уралец – проходного типа; можно, к примеру, тянуть водостоки до 90х90 мм. Подъем/опускание траверсы – эксцентриками, не нужно крутить маховики. Комплектуется отрезным ножом. Отзывы пользователей – не то что благоприятные, восторженные. Общий тон – «незаменимый работяга».
История повторяется. О подобных ситуациях в прямом эфире по ЦТ высказался после своей поездки в Америку (это когда он там по трибуне ООН туфлей колотил и грозился устроить всем кузькину мать) Никита Хрущев. Мол, в Штатах любую непотребную дрянь продавать умеют, а у нас нужные добротные вещи подать как следует не могут.
Конструкции листогибов
Привод
 Гибочное и прессовое оборудование с механическим приводом (маховик с фрикционом и кривошипом или падающий груз с системой блоков, тросов и рычагов) имеет высокий КПД, но все равно уходит в прошлое. Механика дает резкий импульс (удар) в начале рабочего хода, а к концу он слабеет. Для гибки/прессовки нужно как раз обратное.
Гибочное и прессовое оборудование с механическим приводом (маховик с фрикционом и кривошипом или падающий груз с системой блоков, тросов и рычагов) имеет высокий КПД, но все равно уходит в прошлое. Механика дает резкий импульс (удар) в начале рабочего хода, а к концу он слабеет. Для гибки/прессовки нужно как раз обратное.
КПД электропривода с уменьшением размеров обрабатываемой детали стремительно падает. Чтобы отформовать профнастил на описанном выше стане, хватает 12 кВт. Чтобы сделать отбортовку на картине кровли, меньше чем 1,5-2 кВт не обойдешься. Дело в том, что внешняя характеристика электромоторов переменного тока (кроме трехфазных с фазным ротором – сложных, дорогих, требующих регулярного ухода) довольно-таки жесткая. От сопротивления гнущегося металла движок не наращивает момент на валу, а наоборот, скольжение ротора растет и момент падает. А энергопотребление при этом увеличивается.
Гидравлический привод, по идее, идеален – гидроцилиндр сам автоматически подстраивает свое усилие под сопротивление детали. Но точные гидросистемы сложны и дороги. Распределить же усилие, скажем, автомобильного домкрата равномерно по всей длине метрового сгиба не возьмется и опытный конструктор, как и синхронизировать подручными средствами работу двух и более.
Остается «ручник», и это не так уж плохо. Если сконструировать листогиб так, чтобы, как при распашной гребле или пауэрлифтинге, работали самые сильные и выносливые мышцы (бицепсы, широчайшие спины, бедренные, икроножные), а реакция (отдача) станка прижимала стопы к полу, то работа, вследствие ее цикличности, не будет изнурительной. Зато будет вырабатываться навык, который даст точность и производительность.
Для примера: средний человек, взбегающий по пролету лестницы, в течение 1-2 с может развить мощность около 1 л.с. Но уже на третьем пролете мускулатура перейдет с кислорода на гликоген, начнет выделяться молочная кислота, и усталость ударит по телу. Нужно передохнуть, чтобы рвануть дальше.
К сведению о спорте: гребцы поджарые, потому что «кендюх» мешает давать полную отмашку корпусом. А вот тяжелоатлетам «мозоль», наоборот, помогает держать равновесие при рывке. Но работа мускулатуры у тех и других во многом сходна.
Схемы и назначение
Листогиб – понятие довольно-таки общее. Устройство листогиба зависит то его назначения. Соответственно характеру работы и нужно выбрать схему самоделки, см. рис.
Схемы работы листогибочных станков различных типов
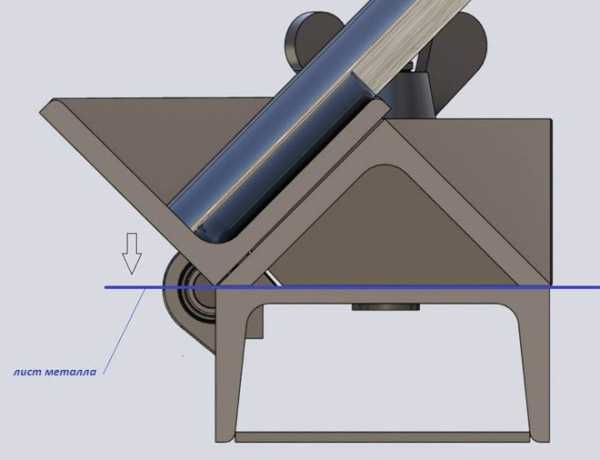
На поз. А – способ, знакомый каждому, кто хоть немного слесарничал. Так можно просто руками сгибать листы до 0,5 м шириной. Если длина гиба не более 200-250 мм, то основание можно не крепить к верстаку, а вместе с прижимной балкой и деталью зажать в тиски. Сгиб получается хорошим, если на траверсу налегать более внизу, как показано на эпюре усилий, и подавать чуть вперед, как бы выглаживая сгиб. На таком принципе основано большинство конструкций самодельных листогибов; мы туда еще доберемся.
Вследствие упругости металла согнуть лист точно под 90 градусов не получится, поэтому используют проставки из полоски металла, как показано на врезке. Почему на разрезе швеллеры, а не уголки? Далее рассмотрим и этот вопрос; элементарно простая на вид конструкция имеет существенные нюансы.
Поз. Б показывает, как работает листогибочный пресс. Пресс как пресс: станина-матрица-пуансон-гидравлика-удар-готово. Применяются такие только в промышленном производстве с развитой системой охраны труда: сложны, дороги, требуют квалифицированного ухода и чрезвычайно травмоопасны. Выскользнувший от неправильной заправки или неисправности оборудования лист способен отсечь человеку руку или голову.
На поз. В – протяжной (проходной) листогиб. Меняя взаимное расположение валков, можно задавать радиус изгиба листа. Проходной листогиб может быть как ручным, так и с электроприводом. Поступающие в широкую продажу, как правило, многофункциональны:
- Гладкие валки предназначены для жестяницких работ – выгибания заготовок обечаек кожухов, секций широких труб и т.п.
- Валки могут быть заменены на комплектные профилированные листогибочные вальцы, предназначенные для протяжки доборов кровли – коньков, ендов, водостоков и отбортовок.
- Также многие модели комплектуются опорой, прижимом и траверсой для ручной гибки листов.
Именно такие листогибы и продаются по $2000 или около того. Многие комплектуются, или потом можно докупить, фасонными вальцами для профнастила, но, как уже разобрано, «гнать вал» на продажу на них нельзя. Можно прокатать кусок, если вот сейчас нужно, а покупать целый лист смысла нет.
Примечание: есть еще одна интересная разновидность листогибочного устройства, но ему, вследствие его высокой полезности и относительно невысокой стоимости, будет посвящен отдельный раздел.
Беремся за листогиб
Изготовление своего листогиба начнем с выработки простейших ТУ. А последние рассчитаем, кроме описанных выше критериев долговечности, исходя из расхода мускульной энергии, который среднего сложения взрослый мужчина способен давать изо дня в день без ухудшения самочувствия. Разумеется, простота и дешевизна конструкции тоже не на последнем месте. Также станок по массогабаритам должен допускать перевозку в легковой машине и применение непосредственно на месте работы. Получается:
- Ширина сгибаемого листа – до 1 м.
- Толщина сгибаемого листа – до 0,6 мм оцинковка; до 0,7 мм алюминий и до 1 мм медь.
- Количество рабочих циклов без переналадки и/или ремонта – не менее 1200.
- Угол сгибания – не менее 120 градусов без ручной доводки; так нужно для фальцев.
- Применение спецсталей или нестандартных заготовок – крайне нежелательно.
- Сварка – как можно меньше; от нее детали/сборные узлы ведет, а сварные швы хрупки и быстро устают от знакопеременных нагрузок.
- Металлообработка на стороне (токарка, фрезеровка) – тоже как можно меньше, денег стоит.
Скажем прямо: чертежей готовых конструкций, удовлетворяющих всем этим требованиям, в общедоступных источниках не обнаруживается. Мы попробуем усовершенствовать одну, широко известную, и, в принципе, весьма удачную.
Доводим до ума
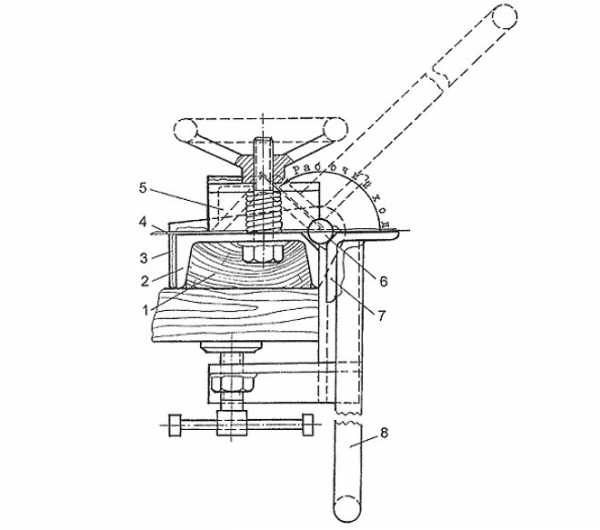
Разрез
Принцип устройства этого листогиба ясно виден на разрезе (см. рис. справа и перечень позиций). Его главное достоинство – удачная эргономика. При таком рабочем ходе и мускулы работают как надо, и стопы к полу прижимаются, что даже у неопытного оператора даст стабильность результата. А максимальный угол сгибания – 135 градусов, что с большим запасом на любую мыслимую и немыслимую упругость сгибаемого листа.
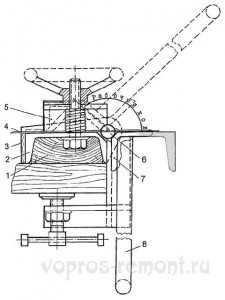
Самодельный листогиб в разрезе
- деревянная подушка;
- опорная балка – швеллер 100-120 мм;
- щечка – из листа 6-8 мм;
- обрабатываемая деталь;
- прижимная балка (прижим) – сварная из уголков 80 и 60 мм;
- ось траверсы – штырь 10 мм;
- поворотная траверса – уголок (?) 80-100 мм;
- рукоять – пруток 10 мм.
Материал всех деталей – обычная конструкционная сталь. Но уже здесь условно показано, что траверсу из уголка лучше заменить на швеллер такого же типоразмера. Почему? Разберемся подробнее, это важно для дальнейшего.
Реакция (отдача) от сгибаемого листа на траверсу (и прижим, но о нем – далее) неравномерна по ширине. В середине, где каждый элементарный (малюсенький; это намек на дифференцирование и интегрированием) участок металла окружен со всех сторон таким же металлом, она максимальна. На краях, где подпоры сбоку нет – минимальна.
Второй момент – лист хоть и тонкий, но конечной толщины. Напряжения в обрабатываемой детали будут растекаться, отражаться о краев. В результате эпюр нагрузки на траверсу и прижим приобретет форму лука с тетивой. На свободных (дальних) кромках полок уголка такая нагрузка даст растягивающее усилие, а металл на растяжение работает неважно – быстро устает от него. Самодельщик, соорудивший такой станок, скоро обнаруживает, что уголок в середине прогнулся и сгиб посередине вздутый.
Боковые полки швеллера – клиновидной формы, и в нем есть более развитые, чем во внутреннем углу уголка, галтели. Это, во первых, сглаживает эпюр – тетива лука еле натянута. Во-вторых, лишняя, казалось бы, боковая полка швеллера оттягивает на себя растягивающие напряжения, которые на ее свободном краю преобразуются в сжатие. А сжатие металл держит – ого-го!
Результат расчета впечатляет: если траверса из уголка выдержит от силы пару сотен гибок, то такой же ширины швеллер – более 1200! А что такое 200 гибок? Одна или чуть более кровля в лучшем случае. В разгар сезона, когда заказчики в очереди стоят, станок портится, и – работа стала. А 1200 операций – значит, сезон выдержит. Зимой же будет время подрихтовать, или траверсу заменить, или, подсчитав выручку, купить «фирму» с гарантией ресурса.
Деталировка
Деталировка самодельного листогиба
На следующем рисунке уже деталировка со списком позиций. Здесь не только нужно устранить кое-какие недостатки, но можно и кое-что дополнительно усовершенствовать.
- струбцина – уголок 40-60 мм; винт М8-М10 с воротком и пяткой;
- щечка;
- опорная балка;
- кронштейн – уголок 110 мм;
- прижимная балка;
- ось траверсы;
- траверса.
Прижимная балка
Прежде всего – о фрезеровке нижней поверхности прижима на плоскость. Она нужна при любой его конструкции, и допустимая неровность – не более половины толщины сгибаемого листа (минимальной! Будем считать ее равной 0,2 мм). Иначе лист под нажимом поползет (потечет) – и опять пузатый сгиб.
Так что у любого, кто сам хоть что-то когда-то делал по металлу, советы выглаживать прижим напильником или болгаркой вызовут только ухмылку. Нужно отдавать на фрезеровку. Причем ПОСЛЕ сварки всего узла, когда все, что могло повестись, уже повелось. Иначе труды и оплата фрезера пропадут даром.
Далее, все, что выше сказано о нагрузке на траверсу, справедливо и для прижима. А самая нагруженная его часть – передняя кромка – ничем не подкреплена. Подкрепить же или заменить всю сборку из уголка швеллером нельзя: угол сгиба получится не более 90 градусов.
В результате через те же 100-200 операций станок «разинет рот» (или «улыбнется», если вам более по душе белый, а не черный юмор) и – тот же вздутый изгиб. Вверх прижим не выгнется; в этом отношении он укреплен хорошо. Но металл на передней кромке от усталости просто-напросто потечет.
Разрез конструкции прижима, по долговечности равного траверсе, показан на врезке справа вверху. Основа – стальная полоса 16х80 мм. Передняя кромка фрезеруется под 45 градусов, и снимается на том же фрезере фаска не менее 2,5-3 МАКСИМАЛЬНЫХ толщин сгибаемого стального листа, т.е. 1,5-2 мм. От прогиба вверх прижим подкрепляется уголком-шестидесяткой на сварке. Фрезеровка, опять же, после всех сварочных работ.
Идея такова: если в предыдущей конструкции передняя кромка работает наполовину на изгиб (что для металла еще хуже растяжения), то в новой – только на сжатие. При этом общий подпор на кромку не даст ей и потечь скоро.
Примечание: если рядом где-то на свалке обнаружится древний раскуроченный токарный станок – проблема траверсы с прижимом решена раз и навсегда. Из станины можно вырезать куски нужной конфигурации, выполненные из спецстали и отменной точности.
По количеству рабочих операций для изготовления оба прижима равноценны: резка, сверловка, сварка, фрезеровка. Материалоемкость нового прижима выше, чем старого; типоразмеров заготовок для обоих требуется по три. Но соотношение долговечности – как для описанных выше двух типов траверс.
Крепление к столу
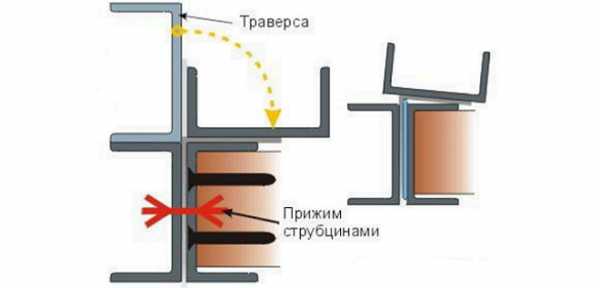
Следующий момент – струбцины. Автор конструкции, безусловно, отчетливо представляет себе роль ребер жесткости, но вот хрупкость и быструю утомляемость сварных швов, похоже, упустил из виду. А рабочий ход траверсы дает переменное растягивающее усилие на струбцины при плечах рычага 10:1 и более. Если же струбцина порвется – работе конец, хоть бы все остальное идеально ровным осталось. Станок будет сам приподниматься, а не гнуть.
Почему бы вовсе не отказаться от струбцин? И щеки тогда не понадобятся, и сварка для того и другого. Как это сделать?
- Удлинить опорную балку в стороны за пределы стола.
- Выбрать по ее концам U-образные проушины.
- Крепить к столу болтами где-то М10 с фасонными гайками – лапами.
Второй вариант – отверстия в лапах без резьбы. Болты переворачиваются и натягиваются гайками-барашками. Немного дороже, но в работе удобнее.
Крепление траверсы
Тут возникает вопрос: а как же крепить траверсу, раз щек уже нет? Да и не нужны они. Во-первых, конструкция получается неразборной, а траверсу раз в год придется менять. Во-вторых, вспомним, нам нужна точность порядка 0,1 мм, иначе сгиб вздуется. Как скоро штырь разобьет простую «дырку» в щеке на большую величину? Вопрос риторический. И заодно прошу прощения у коллег-инженеров: я, конечно, знаю, что дырка – где-то у кого-то, а в металлообработке – отверстие.
Но как тогда крепить траверсу? Дверными петлями-бабочками; правая нижняя врезка на рис. Врезки они не требуют (придуманы специально для металлических дверей), и две таких петли держат дверь, бронированную от очереди из «калаша» или гранаты Ф-1. Чтобы поставить такую, нужны шестеро здоровых мужиков.
Что касается точности, то большинство петель-бабочек без труда выдерживают проверку «на чпок». Если быстро разнять петлю, то слышен чмокающий звук от замещающего образовавшийся при вытаскивании штыря вакуум воздуха. Т.е., подгонка деталей очень плотная, но вращаются легко.
Крепятся бабочки винтами с потайной головкой. Если посадить на железный сурик, траверса будет стоять нерушимо. Угол открывания – 160 градусов. Наверное, изобретатель петель-бабочек когда-то и самодельный листогиб делал. Шутка такая.
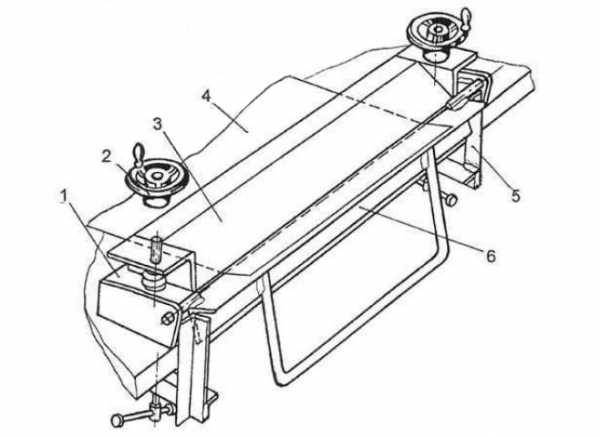
Сборка
Наконец, перед вами – листогиб в сборе:
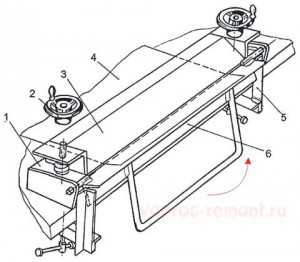
Самодельный листогиб в сборе
- опорная балка;
- резьбовый (М10) маховик;
- прижимная балка;
- обрабатываемый лист;
- струбцина (см. пред.);
- траверса.
Здесь можно сделать всего одно замечание. Возможно, у автора конструкции валялись где-то в загашнике гайки-маховики, потому и поставил. На самом деле прижим, чтобы положить очередной лист, придется поднимать всего на 2-3 мм. Ну, на 30 мм, если нужно вынуть картину с уже отформованным на другой стороне фальцем. Шаг резьбы М10 помните? Т.е., не нужно долго крутить маховики, как у пушки при наводке. Достаточно гаек-барашков или даже обычных в приваренными воротками.
Примечание: после наварки воротков нужно обязательно прогнать резьбу «по полной» – зажав гайку в тисках, и первым, а потом вторым метчиком, или машинным однопроходным. От сварки резьбу так ведет, что ой…
Видео: пример готового самодельного листогиба

Ручная настольная зигмашина
Зиг-машина – это, разумеется, не робот в виде орущего Гитлера с протянутой рукой. Зиговочная машина (см. рис.) или зигмашина – устройство для зиговки, или зигования. А зиговка – вытягивание на листовых металлозаготовках отбортовок или специальных выбоин – зигов. Бортики жесткости на ведрах и тазиках видали? Это и есть зиги. Собственно машинки для краткости также часто называют зиговками
Зиговочные машины, как следует из определения, тоже относятся к разряду листогибочного оборудования, только специального. Бывают они электрическими или ручными. Последние настольными стационарными (на рис.) или переносными (мобильными), со струбциной. Такие можно носить с собой в сумке с инструментом.
Зигмашина – незаменимый помощник в жестяницко-кровельных работах. Зиговать можно не только круглые заготовки обечаек, но и листы. Попробуйте на самом лучшем ручном листогибе сделать отгиб под уже упоминавшийся двойной фальц. Зиговкой такой получается в один проход; при некоторой сноровке – прямо на крыше. Что еще можно получить зиговкой с помощью стандартных пар роликов, видно на следующем рисунке. Буквенные обозначения стандартные; они соответствуют виду производимой операции. Стоит же зиговка втрое-впятеро, а то и вдесятеро дешевле заводского ручного листогиба.
Зиговочные ролики
Видео: работа на зиг-машине
Что кому?
Подведем итог – какой кому листогиб лучше подойдет:
- Самодельщику-любителю – гибка подручными средствами, как описано, или самодельный ручной, если есть запас металлохлама и желание повозиться.
- Мастеру-универсалу на приработке, которому время от времени перепадают заказы по жести или кровле – самодельный ручной наподобие описанного плюс, если есть некоторый избыток средств – зигмашинка.
- Кровельщику или жестянщику – профессионалу, имеющему стабильный поток заказов – фирменный ручной с зигмашиной.
- Для массового производства профнастила, стандартных элементов кровли или листовых металлоконструкций – специализированное промышленное оборудование соответствующего назначения.
Примечание напоследок: для стабильных результатов работы при плотном потоке заказов полагаться на самодельный листогибочный станок все же не следует – металл в конструкции не тот, от усталости скоро поплывет.
Видео: простой листогиб — изготовление и применение
Вывести все материалы с меткой:
Перейти в раздел:
Оборудование для производства профнастила своими руками
 Производство профнастила, очень привлекательная бизнес идея – вопрос только в оборудовании. Строительные материалы дорожают каждый месяц. Они всегда пользуются спросом особенно, такие как профнастил. Его применяют на любом строительном объекте как:
Производство профнастила, очень привлекательная бизнес идея – вопрос только в оборудовании. Строительные материалы дорожают каждый месяц. Они всегда пользуются спросом особенно, такие как профнастил. Его применяют на любом строительном объекте как:
- облицовочный материал;
- каркас для быстровозводимых объектов нежилого фонда (для гаражей, складов, ангаров, бытовых помещений);
- ограждения территории;
- материал для строительства кровли;
- несъемная опалубка для монолитного строительства зданий;
- материал для вспомогательного, декоративного оформления (козырьков, навесов, ендов, коньков, отливов, сайдинга и сложные изделия).
Станок оборудован конструкциями, которые позволяют производить профнастил высокого качества
 Ручной станок-листогиб – это недорогое, компактное и универсальное оборудование для производства профнастила. По качеству производства ничем не уступает заводам. Низкая стоимость обусловлена в первую очередь низкой производительной способностью. Ручной труд всегда славится высоким качеством и низкой производительностью. Конструкции балок и опорных элементов изготовлены из высокопрочных металлов. Это позволяет на долгом сроке эксплуатации, работать с металлическими листами толщиной до 1,5 мм. Кулачковый механизм зажима позволяет работать со станком усилием одной руки, не нарушая геометрию заготовки. Оборудование позволяет работать с рулонами оцинкованных, металлических листов без предварительной нарезки. В комплекте оборудования имеется стальной, роликовый нож из сплавов прочных металлов. Он позволяет сам нарезать изделия. Длина листа может изменяться по желанию заказчика. Принцип работы станка достаточно простой. Прочная стальная балка контрольным усилием выгибает волну необходимой формы. Усилие и форма настраиваются предварительно под толщину листа заготовки. Контроль осуществляется датчиками, которые в нужный момент останавливают процесс изгиба металла. Оператор станка должен предварительно настроить все элементы управления оборудованием, перед производством профнастила. Специальной шкалой контролируется ход траверсы и угол формы изгиба. Процесс выполняется циклично до завершения изготовления профильного листа. Профилегибочное ручное оборудование позволяет за одну смену двум работникам изготовить около 120 листов профнастила размером – (1100мм Х 2500мм). При производстве, станок для ручной работы никогда не оставит царапин на полиэстровом покрытии листа. Следующей выгодой работы на таком станке является отсутствие энергообеспечения для его работы.
Ручной станок-листогиб – это недорогое, компактное и универсальное оборудование для производства профнастила. По качеству производства ничем не уступает заводам. Низкая стоимость обусловлена в первую очередь низкой производительной способностью. Ручной труд всегда славится высоким качеством и низкой производительностью. Конструкции балок и опорных элементов изготовлены из высокопрочных металлов. Это позволяет на долгом сроке эксплуатации, работать с металлическими листами толщиной до 1,5 мм. Кулачковый механизм зажима позволяет работать со станком усилием одной руки, не нарушая геометрию заготовки. Оборудование позволяет работать с рулонами оцинкованных, металлических листов без предварительной нарезки. В комплекте оборудования имеется стальной, роликовый нож из сплавов прочных металлов. Он позволяет сам нарезать изделия. Длина листа может изменяться по желанию заказчика. Принцип работы станка достаточно простой. Прочная стальная балка контрольным усилием выгибает волну необходимой формы. Усилие и форма настраиваются предварительно под толщину листа заготовки. Контроль осуществляется датчиками, которые в нужный момент останавливают процесс изгиба металла. Оператор станка должен предварительно настроить все элементы управления оборудованием, перед производством профнастила. Специальной шкалой контролируется ход траверсы и угол формы изгиба. Процесс выполняется циклично до завершения изготовления профильного листа. Профилегибочное ручное оборудование позволяет за одну смену двум работникам изготовить около 120 листов профнастила размером – (1100мм Х 2500мм). При производстве, станок для ручной работы никогда не оставит царапин на полиэстровом покрытии листа. Следующей выгодой работы на таком станке является отсутствие энергообеспечения для его работы.
Профнастил незаменим на любом строительном производстве
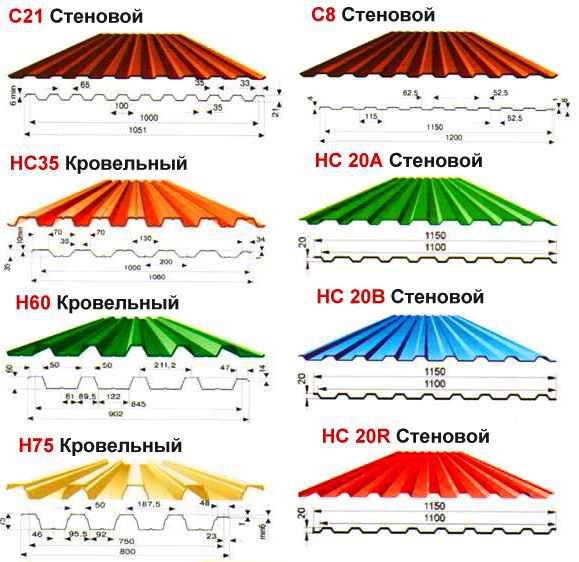 Профнастил за последнее время набрал высокую популярность среди строительных материалов. А в определенных узлах строительного проекта, стал незаменимым материалом. Важная информация о профнастиле. Он приобрел несколько видов в разных сферах применения:
Профнастил за последнее время набрал высокую популярность среди строительных материалов. А в определенных узлах строительного проекта, стал незаменимым материалом. Важная информация о профнастиле. Он приобрел несколько видов в разных сферах применения:
- кровельный;
- несущий;
- стеновой;
- облицовочный;
- сендвич-панели (стеновой и облицовочный профнастил в паре, а между ними теплоизоляционный слой из пенопласта или полиуретана).
- долговечность на протяжении всей эксплуатации;
- механическая прочность;
- маленький вес;
- простота в монтажных работах;
- сравнительно низкая стоимость;
- эстетичный внешний вид.
Листогибочный станок – делаем ручной листогиб своими руками
Сделать листогибочный станок своими руками несложно, но пока немногие домашние мастера и специалисты, использующие гнутые изделия из листовой стали в своей деятельности, занимаются изготовлением такого оборудования для собственных нужд. Между тем подобное устройство, обладающее достаточно высокой надежностью и простотой в эксплуатации, поможет хорошо сэкономить.

Один из самых доступных листогибов — отечественный ЛГС-26, цена около 38 тысяч рублей. Мы сделаем дешевле и оптимизируем под свои нужды
Особенно изготовление и использование листогибочного станка актуально для тех, кому выполнять технологические операции по гибке листового материала надо не ежедневно и в больших объемах, а периодически.
Виды листогибов и их конструкция
Прежде чем начать делать самодельный ручной листогиб, следует четко определить перечень задач, для решения которых он необходим. От основного назначения подобного устройства и будет зависеть, по какой схеме оно будет выполнено.
Наиболее простым является приспособление, в котором листовой металл гнется при помощи специальной траверсы. Посредством такого устройства можно легко согнуть лист металла на угол 90 градусов, используя лишь силу рук без дополнительных приспособлений, если ширина листа не превышает 0,5 метра. Основание листа закрепляется при помощи струбцин или в тисках, а его гнутье выполняется за счет давления, оказываемого траверсой. В некоторых случаях для получения угла сгиба ровно в 90 градусов может понадобиться вложенная проставка (на рисунке — справа), представляющая из себя обычную полосу металла, которая поможет компенсировать упругость листа.
Самая распространенная схема для самодельного листогиба
Более сложным по конструкции является листогибочный пресс, конструкцию которого составляют матрица и пуансон. Листовой металл в таком устройстве располагается на матрице, а пуансон опускается на заготовку сверху, придавая ей требуемый профиль. В домашних условиях листогибочный пресс вряд ли найдет применение, так как он достаточно сложен и небезопасен в использовании.
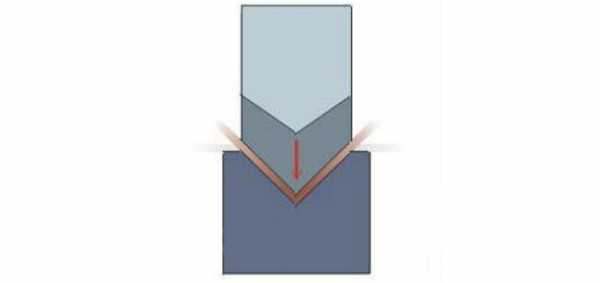
Схема работы листогибочного пресса
Вариант исполнения самодельного листогибочного пресса, работающего в паре со сделанным своими руками гидропрессом. Если у вас уже есть пресс, то дополнить его приспособлениями для сгибания нешироких листов металла не составит труда. Получится нечто такое:

Вариант самодельного листогибочного пресса
Значительно более совершенным является листогибочный станок, гнутье металла в котором осуществляется за счет воздействия на него трех валов. Такое оборудование называется проходным. Одним из главных его преимуществ является то, что его регулируемые вальцы позволяют получать различный радиус изгиба. Подобный инструмент для гибки металла может быть с ручным или электрическим приводом, а его вальцы могут иметь различную конструкцию.
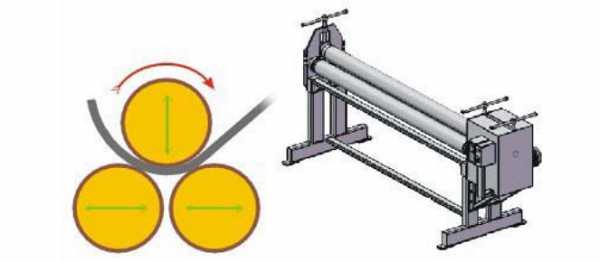
По такой схеме делается большинство заводских листогибов из низшего ценового сегмента
- Вальцы с гладкой рабочей поверхностью предназначены для выполнения большинства жестяных работ, которые предполагают выгибание заготовок, изготовление секций труб с большим диаметром и др.
- Профилированные вальцы необходимы для гнутья элементов кровельных конструкций (коньки, ендовы, водостоки, отбортовки и др.).
- Протяжной листогибочный станок может быть дополнительно укомплектован опорой, прижимом и траверсой, что позволяет использовать его для ручной гибки заготовок.
Подобные станки комплектуются набором валов различного профиля, которые также можно докупить дополнительно, чтобы сделать оборудование более универсальным.
С чего начать изготовление листогибочного станка
Чтобы сделать станок для гнутья листового металла, вам понадобится чертеж такого устройства или его подробные фото. Кроме того, следует учесть ряд таких важных факторов, как усилие, которое необходимо будет приложить для использования листогибочного станка, его масса и габариты (от которых зависит мобильность), себестоимость и доступность комплектующих. В итоге получаем следующие исходные параметры.
- Максимальная ширина листа, который необходимо будет гнуть, – 1 м.
- Максимальная толщина листового материала: оцинковка – 0,6 мм, алюминий – 0,7 мм, медь – 1 мм.
- Количество рабочих циклов, которые будут осуществляться без переналадки или ремонта, – 1200.
- Максимальный угол сгиба металлопрофиля, получаемый без ручной доводки, – 120 градусов.
- Крайне нежелательно использование заготовок из специальных сталей (например, из нержавейки).
- В конструкции листогиба следует избегать сварных соединений, плохо переносящих знакопеременные нагрузки.
- Следует максимально ограничить количество деталей листогибочного станка, которые вам необходимо будет заказывать на стороне, прибегая к помощи токарей или фрезеровщиков.
Очень сложно найти чертеж устройства, которое бы удовлетворяло всем этим требованиям, но можно доработать наиболее удачное из них.
Самая популярная конструкция листогиба и ее улучшение
Конструкцию ручного листогибочного станка, показанную на чертеже №1, можно без труда усовершенствовать. По приведенному чертежу видно, что приспособление для гибки листового металла состоит из таких элементов, как:
Чертеж №1: Для постройки нашего листогибочного станка мы применим данную схему
- подушка, изготовленная из дерева;
- опорная балка из швеллера 100–120 мм;
- щечка, для изготовления которой используется лист толщиной 6–8 мм;
- подвергаемый обработке лист материала;
- прижимная балка, сделанная из уголков 60–80 мм, соединяемых при помощи сварки;
- ось для вращения траверсы (изготавливается из металлического прутка диаметром 10 мм);
- сама траверса – это уголок с размерами 80–100 мм;
- рукоятка приспособления, изготавливаемая из прутка диаметром 10 мм.
У траверсы листогиба (пункт 7), которую согласно изначальному чертежу предполагается делать из уголка, условно показан вариант исполнения из швеллера. Такая модернизация в разы увеличит выносливость траверсы, которая при использовании уголка в определенный момент неизбежно прогнется посередине и перестанет в этом месте создавать качественный сгиб лист. Замена на швеллер позволит делать не 200 сгибаний без рихтовки или замены данного элемента (что при более-менее активной работе весьма немного), а более 1300.
Конструкцию такого листогибочного станка, сделанного в домашних условиях, можно еще дополнительно усовершенствовать, что сделает его более эффективным и универсальным.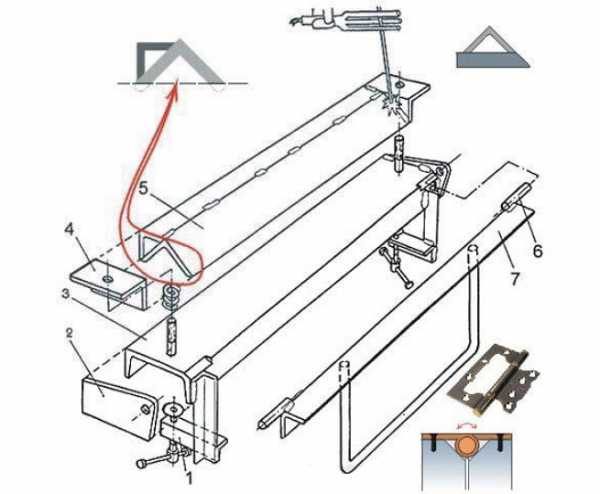
Чертеж №2: Основные элементы листогиба
Чертеж №2 позволяет более детально разобраться в конструкции самодельного листогиба:
- самодельная струбцина, сделанная из подходящего уголка (40-60 миллиметров) и винта с пяткой и воротком;
- щечка;
- швеллер, выступающий в роли опорной балки станка;
- кронштейн прижимной балки, выполненный из уголка 110 миллиметров;
- сама прижимная балка листогиба;
- ось вращения траверсы;
- сама траверса.
Усиливаем прижимную балку
Ниже мы рассмотрим схему усиления прижимной планки. Однако, если в качестве прижима у вас изначально будет достаточно массивный уголок, а гнуть чрезмерно толстые листы на своем листогибе вы не планируете, то вполне можно обойтись без усиления прижимной планки описанным способом.

Стоит ли связываться с усилением прижима, зависит от условий работы станка
Чтобы продлить срок службы прижимной балки и сделать его сопоставимым со сроком службы траверсы, следует дополнить данный элемент конструкции, который изначально по чертежу выполнен из уголка, основой из металлической полосы с размерами 16х80 мм. Переднему краю данной основы нужно придать угол 45 градусов, чтобы выровнять ее плоскость с плоскостью самого прижимного уголка, а непосредственно рабочей кромке данного элемента следует сделать фаску около 2 миллиметров.
На чертеже №2 полученная деталь в разрезе указана на дополнительном рисунке вверху справа. Эти меры позволят металлу прижима работать не на изгиб (что крайне нежелательно), а на сжатие, тем самым многократно увеличивая срок службы без ремонта.
Дополнительный 60-й уголок, приваренный к задней полке основного прижимного уголка, будет сдерживать его от выгибания вверх. На чертеже №2 более детально это показано на дополнительном рисунке вверху слева.Также следует позаботиться о фрезеровке нижней плоскости прижимной балки, которая и формирует сгиб. Неровность данной плоскости, согласно общепринятым правилам, не должна превышать половины толщины сгибаемой заготовки. В противном случае согнуть заготовку ровно, без вздувшейся линии сгиба, не получится. Следует иметь в виду, что отдавать балку на фрезеровку следует только тогда, когда на ней уже есть все сварные швы, поскольку их выполнение приводит к изменению геометрических параметров конструкции.
Повышаем надежность креплений станка
В листогибочном станке есть еще один большой недостаток – схема его крепления к рабочему столу. Струбцины, которые предусмотрены в данном приспособлении, являются очень ненадежным вариантом крепления, особенно если учитывать быструю утомляемость сварных швов. От таких крепежных элементов можно вообще отказаться, что также позволит избежать необходимости использования сварных соединений и щек. Решить эту задачу позволяют следующие действия:
- изготовление опорной балки, которая будет выступать за пределы рабочего стола;
- проделывание U-образных проушин на концах опорной балки;
- крепление опорной балки к рабочему столу при помощи болтов (М10) и фасонных гаек с лапами.
Если щек в усовершенствованном листогибочном станке уже не будет, то как к нему прикрепить траверсу? Решить такой вопрос можно достаточно просто: использовать для этого дверные петли-бабочки, которые обычно применяются для навешивания тяжелых металлических дверей. Крепить такие петли, обеспечивающие достаточно высокую точность, можно при помощи винтов с потайной головкой. На чертеже №2 это дополнительно проиллюстрировано внизу справа.
Согнуть на листогибочном станке с траверсой, закрепленной на петли-бабочки, можно множество заготовок, так как эти петли отличаются очень высокой надежностью.
Конструкция в сборе
После сборки усовершенствованное приспособление для получения металлопрофиля выглядит следующим образом:
Листогиб в собранном виде
- укрепленная опорная балка;
- маховик – резьбовой элемент;
- балка, обеспечивающая прижим заготовки;
- струбцина для крепления устройства к рабочему столу;
- траверса, с помощью которой, собственно, и можно согнуть обрабатываемую заготовку.
Чертежи еще одного варианта листогиба
Подробные чертежи очень схожего по конструкции листогиба, но отличающегося креплением траверсы. На схемах приведены размеры, которые, конечно же, можно менять в зависимости от предполагаемой эксплуатации станка.
Еще один вариант листогиба: траверса поднята
Опорная балка Чертеж опорной балки Торец траверсы Чертеж траверсы Прижимная балка Чертеж прижимной балки Общий вид в сборе Крепление прижимаЧто такое зиг-машина и как ее сделать
Зиг-машина (или зиговочное приспособление) позволяет согнуть на изделиях из листового металла бортики жесткости, которые и называются зигами. Такие машины относятся к категории специального оборудования и могут быть выполнены с электрическим или ручным приводом. Ручные зиг-машины, также закрепляемые при помощи струбцины, могут иметь достаточно компактные размеры и переносятся в обычной сумке для рабочих инструментов.

Ручная зиг-машина со сменными роликами
Такие приспособления позволяют за один проход сделать качественную отбортовку не только на круглых изделиях (тех же обечайках металлических емкостей), но и на прямолинейных металлических листах. Эти устройства являются просто незаменимыми при изготовлении отдельных частей кровельных конструкций.
Разнообразие зиговочных роликов и их назначение
Рабочими элементами зиг-машины выступают вальцы-ролики, а ее использование позволяет значительно сэкономить на приобретении элементов кровельной конструкции, произведенных в заводских условиях. Если посмотреть видео, в котором показана работа такого устройства, становится понятно, что пользоваться им можно даже по месту непосредственного монтажа кровельной конструкции.
Рекомендации по выбору листогиба
Чтобы правильно выбрать приспособление для изготовления гнутых элементов из листового металла, можно придерживаться следующих рекомендаций.
- Для домашнего мастера, который испытывает потребность в листогибочном станке периодически, вполне подойдет простейшее устройство, изготовленное из подручных средств.
- Тем, кто время от времени занимается выполнением заказов на монтаж кровли, понадобятся ручной станок для гибки листового металла и простейшая зиг-машина.
- Специалистам, которые на постоянной основе занимаются изготовлением элементов для кровельных конструкций и жестяными работами, необходимо заводское устройство для гнутья листового металла.
- Ручной станок для производства профнастила пригодится тем, кто профессионально занимается изготовлением элементов кровельных конструкций. Оптимальным для таких специалистов является профессиональное оборудование, отличающееся более высокой надежностью и долговечностью.

Листогиб российского производства СКС-2в1, цена 64 тысячи рублей
Если в ваши планы все-таки входит активное использование самодельного листогиба для работы на более-менее большом потоке, то будьте готовы к тому, что в определенный момент ваше производство может остановиться из-за поломки. Так как используемая домашними мастерами сталь для производства листогибочных станков своими руками, скорее всего, не выдержит высокой нагрузкой, быстро устанет и просто поплывет.А вот для бытового, не особо нагруженного применения домашний листогиб станет отличным помощником и позволит сэкономить немалые деньги. Нужно учитывать этот момент и не ждать от простого самодельного станка чудес выносливости и производительности.
Перед изготовлением листогибочного станка своими руками можно не только изучить многочисленные чертежи подобных устройств, размещенные в Интернете, но и посмотреть обучающее видео. Возможно, кому-то размер описанного листогиба покажется слишком маленьким, тогда можно рассмотреть вариант самодельного листогиба более крупного формата. Разумеется, это уже не мобильный станок, он подойдет для небольшого частного цеха:
Преимущества самодельного листогиба
Изготовлением листогибочного станка своими руками или же приобретением ручного проходного листогиба часто интересуются те, кто хочет прилично сэкономить на покупке профнастила серийного производства. Несложная теоретическая арифметика показывает: если самостоятельно гнуть с помощью такого приспособления профнастил, то стоимость последнего будет на 40% ниже по сравнению со стоимостью заводских изделий. Но не все так просто.

Заводской проходной листогиб MetalMaster, стоимость 62 тысячи рублей
Если приобретать заводской проходной станок для профнастила ручного типа с прицелом на небольшое собственное производство, то он обойдется примерно в 60 тысяч рублей. Между тем такой ручной листогибочный станок не гарантирует стабильного качества получаемого с его помощью профнастила. Проблема в том, что прокатка в один проход с большой долей вероятности будет приводить к появлению перетянутых углов, от которых впоследствии могут пойти трещины. А прокатывать один лист многократно, постепенно меняя степень прижима, слишком долго, трудоемко и в итоге нерентабельно. Но зато более простые детали из листовой стали изготавливать в его помощью вполне удобно.
За полноценную прокатную линию китайского производства для профнастила придется отдать порядка 20 000 долларов. Разумеется, она потребляет достаточно много электроэнергии (от 12 кВт) и для ее установки необходимо помещение большой площади, что явно не вписывается в планы и бюджет большинства домашних мастеров.
Прокатный стан для профнастила за работой
Самое главное, что следует учитывать при приобретении листогибочного станка, – это возможность его быстрой окупаемости. Добиться этого мастеру, который применяет такое приспособление в частном порядке, достаточно сложно. В этом случае целесообразнее использовать самодельный листогиб, который пригоден для изготовления гнутых листовых изделий любого типа. С помощью такого оборудования можно гнуть как листы с типовыми размерами, так и нестандартную продукцию, которая очень востребована при проведении кровельных работ, а также многих других.
Как устроен листогибочный станок
Прежде чем задаваться вопросом о том, как сделать листогиб, следует разобраться в особенностях конструкции такого оборудования. В первую очередь, такие устройства отличаются типом своего привода. Так, различают приспособления с механическим, электрическим, гидравлическим и ручным приводом.
В листогибочных станках с механическим приводом может использоваться маховик с фрикционом и кривошипом или система блоков, рычагов и тросов с падающим грузом. Такие устройства, отличающиеся ударным импульсом в начале рабочего хода, который затем постепенно ослабевает, далеки от идеала в плане качества результата из-за механики своей работы и применяются все реже.

Электромеханический трехвалковый листогиб DURMA
КПД оборудования для гибки листового металла, на котором установлен электрический привод, заметно падает при увеличении нагрузки в виде уменьшения размера заготовки или же увеличения ее прочности. Если попытаться согнуть на таком листогибочном станке заготовку из жесткого металла (например, из нержавейки), можно столкнуться с тем, что ротор электродвигателя начнет проскальзывать, снижая крутящий момент и увеличивая потребление электроэнергии.
Точно подстраивать развиваемое усилие под сопротивление обрабатываемой заготовки позволяет оборудование с гидравлическим приводом, но оно и стоит недешево. Обычный гидравлический домкрат, который тоже можно использовать в качестве привода для гнутья листового металла, не обеспечивает равномерного распределения усилия от него по всей длине сгиба.
Если резюмировать все вышесказанное, получается, что ручной листогиб является оптимальным вариантом для домашних мастеров. Изготовить его можно в различном конструктивном исполнении.