Станок для профнастила
Как сделать самодельный станок для изготовления профлиста своими руками
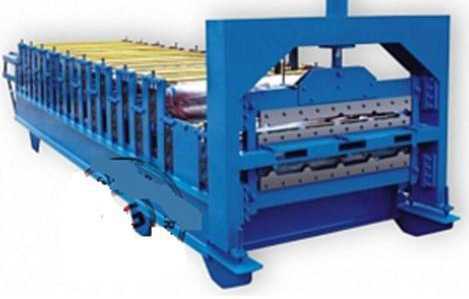
 Работа самодельного станка
Работа самодельного станка В наше время все без исключения строительные материалы постоянно дорожают, и профнастил, который очень широко используется в строительстве, не является исключением. Производится материал из листа металла, которому придается определенная форма.
Основная функция такого станка – резка и прокатка заготовки, в результате чего она принимает форму готового профлиста. Подобный ручной станок для изготовления профнастила в наше время можно сделать даже своими руками, умея работать с металлическими заготовками и, желательно, имея инженерные навыки.
Автоматические и ручные станки по изготовлению профлистов
Основное отличие профлиста от прочих подобных металлических листов – гофра имеет трапециевидную форму. На первый взгляд может показаться, что самому сделать станок для производства такого материала невозможно, но это не так.
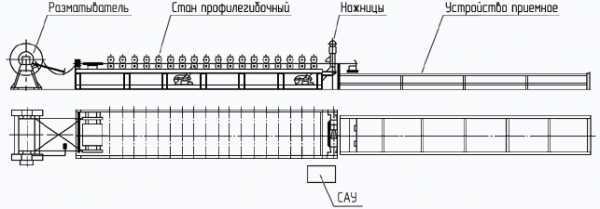
Производственные линии такого материала представляют собой целый комплекс механизмов, каждый из которых выполняет свои функции.
Так, даже самая простая автоматическая линия по изготовлению профлистов состоит из:
- разматывателя рулонов металлических листов;
- прокатного стана, на котором собственно и осуществляется формирование материала;
- ножниц, которые имеют вид гильотины;
- приемного устройства.
 Производственная линия по изготовлению профлистов
Производственная линия по изготовлению профлистов Понятно, что самостоятельно сделать такую автоматическую линию нереально. Но вот сделать ручной станок, который сможет на нужный угол сгибать заготовки так, что получиться лист профнастила, вполне возможно.
При этом стоит учитывать, что домашний ручной станок не сможет изготавливать слишком толстые профлисты – максимальная толщина заготовки – около 5 мм.
Подготовка опор и стола для подачи заготовок
Самостоятельное изготовление прокатного станка начинается с собирания каркаса для размещения всех компонентов оборудования. При этом достаточно установить надежные опоры, закрепив их на основании: желательно – бетонном полу.
Далее собирается стол, по поверхности которого будет подаваться заготовка в станок. Длина его должна в несколько раз превышать длину готового изделия, поскольку на поверхности потребуется наличие свободного места, чтобы можно было принимать готовое изделие. Оптимальным материалом поверхности стола является алюминиевый лист.
На столе должна быть специальная планка, которая при помощи болтов сможет закреплять заготовку на столе. Таким же способом закрепляется и ручной рычаг, который осуществлять подачу по столу листов материала в станок для профнастила, устанавливая требуемый угол подачи.
Установка прокатных валов и первый запуск
Следующий компонент – прокатные валы – собрать своими руками очень сложно, поэтому лучше всего приобрести их готовыми. Найти в наше время на рынке такие приспособления не составит особого труда.
С помощью кронштейнов из металлических уголков валы закрепляются на каркасе станка возле ручного рычага.
Закрутив все болты не в полную силу, практически полностью сделанный ручной станок для производства профнастила готов к проведению первой обкатки материала. Если изготовленный профнастил имеет нужную форму, детали можно закреплять на своих местах, прочно затягивая все болты. В противном случае проводиться регулировка тех или иных деталей, и процедура повторяется.
Особенности работы с самодельным ручным станком
Даже если вы опытный мастер, работать на сделан собственноручно сделанном станке следует очень аккуратно, поскольку любая неисправность в любом компоненте механизма может привести к травматизму в процессе его использования.
При этом нельзя забывать и о технике безопасности, работая с предельной осторожностью, особенно в тому случае, если для разрезания металла используется гильотина.
Таким образом, собственноручно собранный станок для профнастила готов. Принцип его действия очень простой:
- лист заготовки помещается на стол;
- с помощью специальной планки заготовка фиксируется на столе;
- используя ручной рычаг, устанавливается оптимальный угол подачи материала в прокатные валы;
- на выходе готовый лист должен свободно перемещаться по столу.
Чтобы не получить никаких производственных травм, при работе с таким станком необходимо постоянно придерживаться правил техники безопасности.
Станок, на котором производится профнастил, является очень опасным оборудованием, поскольку на нем есть множество режущих и колющих компонентов, которые могут нести опасность для оператора. Поэтому работать на станке позволяется только в защитной одежде и очках.
Перед каждой работой с таким ручным аппаратом следует тщательно проверять работоспособность всех его компонентов. На ручных станках крайне не рекомендуется гнуть очень толстые металлические листы.
Таким образом, обладая навыками работы с металлическими материалами, даже своими руками можно сделать механизм для прокатки профлиста, который будет обеспечивать достаточно высокое качество получаемой продукции. Главное, не допускать никаких ошибок при его сборке, а также помнить правила безопасного использования листогибочного оборудования.
Чертежи для изготовления станка своими руками
Обзор заводских моделей
| Стеновой профнастил | C8 | C10-40C | МП-20 |
| Скорость профилирования, м/мин | 25-40 | 25-40 | 25-40 |
| Клетей | 12 | 15 | 15 |
| Мощность, кВт | 16 | 16 | 16 |
| Масса, кг | 9060 | 12500 | 11000 |
| Габариты линии, мм | 18600х2980х1960 | 24000х4000х2500 | 23000х2980х2000 |
| Цена, тыс. руб | 2100-2620 | 2200-2780 | 2270-2880 |
Ручной станок для профнастила
Оборудование, необходимое для производства профнастила, делится на три основные группы:
- Ручной станок для производства профнастила;
- Автоматизированные и полуавтоматические технологические линии;
- Передвижное оборудование.
Во втором случае все технологические операции выполняются при минимальном участии технологического персонала либо полностью не требующие участия человека.
Автоматические и полуавтоматические линии бывают и в мобильном исполнении. Такие станки удобно использовать при возведении модульных зданий или арочных сооружений на удаленных строительных площадках, когда стоимость доставки готового профилированного листа очень велика.

Наконец, ручной станок для производства профнастила приводится в действие мускульной силой человека. Обычно такие станки используют для изготовления небольших изделий или различных доборных элементов. Такой станок чрезвычайно просто в использовании и именно на нем мы подробно остановимся дальше.
Ручной станок для профнастила — в чем достоинства такого решения?
В настоящее время многие машиностроительные предприятия производят такое оборудование, и купить ручной станок для профнастила может каждый желающий. Главным его преимуществом является то, что для работы такому станку не нужны внешние источники энергии, поскольку для приведения его в действие достаточно физической силы человека.
Для того чтобы в считанные часы наладить производство профлиста на ручном станке нужно лишь небольшое помещение (хотя даже оно не обязательно, достаточно просто обычного навеса) и два работника, знакомых с устройством станка.
Ручной станок для изготовления профнастила незаменим для небольшой строительной компании, которая часто сталкивается с необходимостью использования небольшого количества изделий из профилированного листа. Их просто нецелесообразно заказывать из-за слишком большой стоимости доставки на объект.
С помощью такого станка можно изготавливать прямо на строительной площадке и различные доборные элементы, необходимые, например, при устройстве кровли. Ручной станок для производства профнастила настолько прост, что не требует практически никакого обслуживания, кроме периодической смазки.
К достоинствам такого станка можно отнести и его сравнительно невысокую стоимость. Ручной станок для профнастила, цена которого порядка 2000 долларов США, окупится уже после изготовления 750-800 м² профилированного листа, что приблизительно составляет его дневную производительность. И это без учета стоимости доставки этого профнастила на строительную площадку в случае его покупки. Но ведь можно купить и станок уже бывший в употреблении. Стоить он будет в несколько раз меньше, а прослужит еще не один год, поскольку усилия, действующие на основные его узлы, ничтожны и износ их минимален.
Недостатки ручного станка для профнастила
Ручной станок для производства профнастила имеет и некоторые недостатки. В первую очередь, это небольшая длина получаемого листа профнастила. Она обычно составляет 2,0-2,5 м. При больших размерах рабочей плиты возможен неравномерный изгиб профиля в виде дуги, возникающий из-за различной силы сжатия на разных участках прижимной губы.
Кроме того, стоит отметить, что на ручном станке для профлиста возможно изготовление только какой-то одной марки профнастила. Однако сейчас уже выпускаются станки со сменяемой матрицей, что позволяет изготавливать профнастил с различной формой и высотой трапеции. При этом заменять гибочные матрицы необходимо вручную.
И самый главный недостаток заключается в том, что с помощью ручного станка можно изготавливать профилированный лист только из оцинкованной стали. Полимерное покрытие металла при деформации может покрыться мелкими трещинами, что, впоследствии, приведет к преждевременной коррозии профнастила.
Эта проблема решается с помощью специальных современных ручных станков для обработки тонколистовой стали с полимерным покрытием. Однако стоят они существенно дороже стандартных вариантов. Кроме того, оцинкованный профилированный лист можно и покрасить. При этом современные технологии нанесения лакокрасочных покрытий, такие как, например, порошковая покраска, создают декоративно-защитный слой ничуть не уступающий, а может даже и превосходящий по качеству полимерное защитно-декоративное покрытие.
Устройство и принцип работы ручного станка для изготовления профнастила
Станок для профлиста ручной состоит из трех основных узлов.
Главный рабочий орган — это установленный на специальной станине гибочный механизм. Сам гибочный механизм в свою очередь состоит из поворачиваемых с помощью ручных рычагов шарниров и шестерен, а также сменной гибочной матрицы и прижимной балки.
Кроме того, у каждого ручного станка есть подающий (задний) стол. На него укладывается заготовка из листовой стали, которую передвигают в необходимом направлении и «заправляют» в гибочный механизм. Здесь же устанавливается специальный роликовый нож, обычно входящий в комплект станка. Изготавливают его из высокопрочной стали, качество которой позволяет разрезать 25 км стали толщиной 0,5 мм. При необходимости, нож можно заточить или поменять.
Наконец, в обязательном порядке необходим еще один элемент — принимающий стол со специальными упорами. Их можно настраивать в зависимости от заданных размеров профилированного листа, который требуется изготовить. Здесь же установлена пластина, с помощью которой задается необходимый угол изгиба и осуществляется фиксация стального листа.
Весь процесс изготовления профилированного листа на таком станке состоит из следующих шагов:
- Стальной лист помещается на столе и фиксируется специальным зажимом.
- Стальная балка с помощью матрицы формирует трапецию или волну профиля (усилие изгиба настраивается в зависимости от толщины металла заготовки).
- Механические датчики контроля в нужный момент останавливают изгибание металла.
- Ход траверсы и угол изгибания металла контролируется с помощью специальной шкалы.
- После изгиб происходит размотка рулона стали и процесс повторяется снова с 1 по 5 шаг.
- По достижении нужной длины сталь разрезают специальным гильотинным ножом.
Конструкция кулачкового механизма ручного привода обеспечивает возможность работать усилием одной руки. Наличие роликового ножа и установка разматывателя дают возможность использовать рулонную тонколистовую сталь без предварительной порезки.
Станок для профлиста ручной — технические характеристики
Станок для профлиста ручной имеет следующие основные технические характеристики:
- длина листа получаемого профнастила — 2,0-2,5 м;
- наибольший угол изгиба заготовки — 150°;
- материал исходной заготовки: углеродистая листовая сталь толщиной 1,0-1,2 мм, нержавеющая листовая сталь толщиной 0,5 мм, листовая медь, толщиной 1,3 мм и листовой алюминий толщиной 1,5 мм;
- производительность: около 120 листов профнастила размером 1000×2500 мм за одну рабочую смену.
Станок для изготовления профнастила
Главная » Станок » Станок для изготовления профнастила
Оборудование, необходимое для производства профнастила, делится на три основные группы:
- Ручной станок для производства профнастила;
- Автоматизированные и полуавтоматические технологические линии;
- Передвижное оборудование.
Во втором случае все технологические операции выполняются при минимальном участии технологического персонала либо полностью не требующие участия человека.
Автоматические и полуавтоматические линии бывают и в мобильном исполнении. Такие станки удобно использовать при возведении модульных зданий или арочных сооружений на удаленных строительных площадках, когда стоимость доставки готового профилированного листа очень велика.

Пример ручного станка для профнастила
Наконец, ручной станок для производства профнастила приводится в действие мускульной силой человека. Обычно такие станки используют для изготовления небольших изделий или различных доборных элементов. Такой станок чрезвычайно просто в использовании и именно на нем мы подробно остановимся дальше.
Ручной станок для профнастила — в чем достоинства такого решения?
В настоящее время многие машиностроительные предприятия производят такое оборудование, и купить ручной станок для профнастила может каждый желающий. Главным его преимуществом является то, что для работы такому станку не нужны внешние источники энергии, поскольку для приведения его в действие достаточно физической силы человека.
Для того чтобы в считанные часы наладить производство профлиста на ручном станке нужно лишь небольшое помещение (хотя даже оно не обязательно, достаточно просто обычного навеса) и два работника, знакомых с устройством станка.
Ручной станок для изготовления профнастила незаменим для небольшой строительной компании, которая часто сталкивается с необходимостью использования небольшого количества изделий из профилированного листа. Их просто нецелесообразно заказывать из-за слишком большой стоимости доставки на объект.
С помощью такого станка можно изготавливать прямо на строительной площадке и различные доборные элементы, необходимые, например, при устройстве кровли. Ручной станок для производства профнастила настолько прост, что не требует практически никакого обслуживания, кроме периодической смазки.

Российский ручной станок для производства профнастила
К достоинствам такого станка можно отнести и его сравнительно невысокую стоимость. Ручной станок для профнастила, цена которого порядка 2000 долларов США, окупится уже после изготовления 750-800 м² профилированного листа, что приблизительно составляет его дневную производительность. И это без учета стоимости доставки этого профнастила на строительную площадку в случае его покупки. Но ведь можно купить и станок уже бывший в употреблении. Стоить он будет в несколько раз меньше, а прослужит еще не один год, поскольку усилия, действующие на основные его узлы, ничтожны и износ их минимален.
Недостатки ручного станка для профнастила
Ручной станок для производства профнастила имеет и некоторые недостатки. В первую очередь, это небольшая длина получаемого листа профнастила. Она обычно составляет 2,0-2,5 м. При больших размерах рабочей плиты возможен неравномерный изгиб профиля в виде дуги, возникающий из-за различной силы сжатия на разных участках прижимной губы.
Кроме того, стоит отметить, что на ручном станке для профлиста возможно изготовление только какой-то одной марки профнастила. Однако сейчас уже выпускаются станки со сменяемой матрицей, что позволяет изготавливать профнастил с различной формой и высотой трапеции. При этом заменять гибочные матрицы необходимо вручную.

Изготовление профнастила из оцинкованного листа на ручном станке для профлиста
И самый главный недостаток заключается в том, что с помощью ручного станка можно изготавливать профилированный лист только из оцинкованной стали. Полимерное покрытие металла при деформации может покрыться мелкими трещинами, что, впоследствии, приведет к преждевременной коррозии профнастила.
Эта проблема решается с помощью специальных современных ручных станков для обработки тонколистовой стали с полимерным покрытием. Однако стоят они существенно дороже стандартных вариантов. Кроме того, оцинкованный профилированный лист можно и покрасить. При этом современные технологии нанесения лакокрасочных покрытий, такие как, например, порошковая покраска, создают декоративно-защитный слой ничуть не уступающий, а может даже и превосходящий по качеству полимерное защитно-декоративное покрытие.
Устройство и принцип работы ручного станка для изготовления профнастила
Станок для профлиста ручной состоит из трех основных узлов.
Главный рабочий орган — это установленный на специальной станине гибочный механизм. Сам гибочный механизм в свою очередь состоит из поворачиваемых с помощью ручных рычагов шарниров и шестерен, а также сменной гибочной матрицы и прижимной балки.
Кроме того, у каждого ручного станка есть подающий (задний) стол. На него укладывается заготовка из листовой стали, которую передвигают в необходимом направлении и «заправляют» в гибочный механизм. Здесь же устанавливается специальный роликовый нож, обычно входящий в комплект станка. Изготавливают его из высокопрочной стали, качество которой позволяет разрезать 25 км стали толщиной 0,5 мм. При необходимости, нож можно заточить или поменять.

Отрезная машинка ручного станка для гибки профнастила
Наконец, в обязательном порядке необходим еще один элемент — принимающий стол со специальными упорами. Их можно настраивать в зависимости от заданных размеров профилированного листа, который требуется изготовить. Здесь же установлена пластина, с помощью которой задается необходимый угол изгиба и осуществляется фиксация стального листа.
Весь процесс изготовления профилированного листа на таком станке состоит из следующих шагов:
- Стальной лист помещается на столе и фиксируется специальным зажимом.
- Стальная балка с помощью матрицы формирует трапецию или волну профиля (усилие изгиба настраивается в зависимости от толщины металла заготовки).
- Механические датчики контроля в нужный момент останавливают изгибание металла.
- Ход траверсы и угол изгибания металла контролируется с помощью специальной шкалы.
- После изгиб происходит размотка рулона стали и процесс повторяется снова с 1 по 5 шаг.
- По достижении нужной длины сталь разрезают специальным гильотинным ножом.
Конструкция кулачкового механизма ручного привода обеспечивает возможность работать усилием одной руки. Наличие роликового ножа и установка разматывателя дают возможность использовать рулонную тонколистовую сталь без предварительной порезки.
Станок для профлиста ручной — технические характеристики
Станок для профлиста ручной имеет следующие основные технические характеристики:
- Длина листа получаемого профнастила — 2,0-2,5 м;
- Наибольший угол изгиба заготовки — 150°;
- Материал исходной заготовки: углеродистая листовая сталь толщиной 1,0-1,2 мм, нержавеющая листовая сталь толщиной 0,5 мм, листовая медь, толщиной 1,3 мм и листовой алюминий толщиной 1,5 мм;
- Производительность: около 120 листов профнастила размером 1000×2500 мм за одну рабочую смену.
Рекомендуемые статьи
- Сталь для производства профнастила Все что нужно знать о металле для профнастила: технические характеристики, виды покрытий, цены. Сводная таблица по стоимости тонны сырья для профнастила от различных производителей.
- Цех по производству профнастила Из каких элементов состоит линия для производства профнастила? Каковы их технические характеристики? Каким требованиям должен удовлетворять цех по производству профнастила? Ответы на эти вопросы Вы найдете в статье.
- Станок для профлиста Какие бывают станки для профнастила? Какова сфера их применения? Сколько окупаются ручные станки для производства профнастила? И когда выгоднее покупать линии? Ответы — в статье. Читайте!
oprofnastile.ru
Станок для производства профнастила своими руками
Свой станок для профнастила поможет не только изготовить хороший материал, например, для загородного строительства, но и начать прибыльный бизнес, однако для этого нужно знать множество нюансов.
Такое устройство довольно просто сделать в домашних условиях своими руками, если разобраться в принципе его работы.
Учитывая, что практически ни одна стройка сегодня не обходится без этого материала, он находит широкое распространение в быту, а если сделать свой станок, то можно изготавливать товар на продажу.
Профнастил на сегодняшний день является крайне востребованным покрытием. Его используются в качестве штакетника, материала для стен и крыш, обшивочного материала.
При этом такие листы отличаются относительно низкой стоимостью и простотой монтажа.
Однако стоит понимать, что к профнастилу выдвигаются строгие эксплуатационные требования, которые нужно учитывать, особенно если изготавливать материал своими руками на самодельном станке.
Особенности и требования к материалу
Есть несколько разновидностей профнастила, при изготовлении которого применяют различное сырье. Например, большой популярностью пользуется металлический профнастил.
Его делают из стали, применяя холодный метод проката.
Для конструкций, которые будут применяться на улице, например, для штакетника, можно сделать листы, покрытые дополнительно защитным покрытием – эмалью, полимерами, волокном.

Каждый вид сырья дает свою толщину листа.
В случае со сталью, мы можем получить качественный профнастил, который также можно оцинковать для повышения прочности и устойчивости к агрессивной среде.
Если делать листы совсем без покрытия, то материал быстрее изнашивается. Поэтому можно сказать, что большую роль играет не только сам станок, но и сырье.
Сборку прокатного станка для профнастила лучше проводить в закрытом помещении, где есть ровный бетонный пол.
При этом температура в помещении также играет большую роль: оно должно быть отапливаемым, без резких перепадов. Температуру выбираем не ниже 4 градусов.
Если планируется постоянно производить такой материал, то лучше сразу приготовить и помещения для хранения рулонов, сухие и теплые.
Разновидности конструкции и принцип работы
Чтобы сделать своими руками такое устройство, как станок, необходимо понимать принцип работы промышленных моделей.
Такой подход поможет компенсировать многие недочеты путем замены деталей на более доступные.
Любой профнастил производят путем холодной прокатки гладкого листового сырья через специальные насадки и валы.
В конечном итоге получается гофрированный лист заданной формы, который можно использовать и в качестве штакетника, и забора, и стены.
Даже в домашних условиях станок для производства профнастила требует покупки высококачественного сырья. Его покупают в рулонах для удобства пользования.
Такие рулоны еще нужно развернуть и тут все упирается в толщину сырья.
Если изначально вы нацелены делать тонкие модификации профнастила, то проблем возникнуть не должно – листы можно распрямить и руками.
А если же нужно производить довольно толстые изделия, то тут не обойтись без гибочного станка.
Станок для профнастила можно сделать двух видов: ручной аппарат и автоматизированный.
Первый имеет более простой принцип работы, его легко сделать своими руками и стоимость конструкции при этом будет более доступной.
Однако тут подача и регулировка вала производится самостоятельно с помощью собственной силы.
Автоматическое устройство сконструировать дома своими силами практически невозможно. Это экономически невыгодно и к тому же крайне сложно.
Примечательно, что сложности возникают и на заключительных этапах проката.
Дело в том, что рулоны имеют приличную длину, поэтому чтобы получить готовые изделия, которые сразу можно использовать в качестве штакетника или забора, нужно еще предусмотреть способ разрезания листов.
Тут могут помочь специальные гильотины. Такие ножницы делаются из очень хорошо заточенной стали, а также оборудуют защитными коробами и механизмами для безопасной работы.
Лучшим вариантом будет купить готовые лезвия, так как они повторяют по форме готовый лист.
Видео:
Также ручной станок для производства профнастила, как и автоматизированный, может быть сконструирован как по технологии одновременного профилирования, так и последовательного.
В первом случае идет одновременное получение гофры с обеих сторон листа. Во втором необходимо два раза прогонять лист с двух сторон.
Конечно, можно делать гофру только на одной поверхности, но не для всех целей подойдут подобные листы.
Например, для домашнего штакетника лучше делать две стороны.
Также бывают станки, которые работают с методом горячего проката.
Но в домашних условиях их не применяют, так как первоначально необходимо раскаливать сталь и вливать ее в форму, которая практически плавится.
Готовые листы подойдут для штакетника, но в качестве обшивки или устройства стен – вряд ли.
Пошаговая инструкция по сборке станка дома
Главное отличие профнастила от других металлических листов – гофра трапециевидной формы. Кажется, что в домашних условиях сделать такой материал невозможно, однако это не так.
Станок для изготовления профнастила, выполненный собственноручно, сделать вполне возможно еще листосгибом.
Однако стоит понимать, что домашнее устройство не всегда сможет помочь в изготовлении слишком толстых изделий.
Так, максимальная толщина оцинкованной стали, которую можно гнуть, не должна превышать 5 миллиметров.
Видео:
На таком устройстве можно делать не только листы для штакетника, но и коньки, карнизные планки и так далее.
В первую очередь собирают каркас станка. Он имеет небольшие размеры, а также не требует полного закрытия стенок.
Достаточно будет сделать хорошие опоры и закрепить их на бетонном полу с помощью шурупов. Далее нужно приготовить стол, по которому будет подаваться лист.
Обычно его длина должна быть хотя бы в пару раз больше предполагаемой длины изделия, ведь еще должно остаться место для приема готового листа. Стол можно сделать из алюминиевой фанеры.
Главное здесь, сделать специальную планку, которая позволит закреплять рулон или сырье. Ее плотно притягивают к столу с помощью болтов. Таким же образом закрепляется и ручной рычаг.
Он нужен, чтобы подвигать листы по столу и регулировать угол подачи. Можно для большей надежности снабдить такую конструкцию регулирующей пружиной.
Стоит понимать, что некоторые детали нужно покупать уже готовыми. Например, прокатные валы. Сделать их дома из подручных средств невозможно.
Видео:
Зато можно их заказать – сегодня это не проблема, да и стоимость для домашнего цеха будет весьма невысокой.
Их закрепляют на каркасе и подводят к рычагу. Валы стоит закреплять с помощью кронштейнов из отрезков металлических уголков.
При такой процедуре нужно проводить предварительную сборку. На ней же проводится и первая обкатка профнастила. Все болты закручиваются не в полную силу, а листы подают крайне осторожно.
Нужно ориентироваться на то, что во время работы полка уголка и полка каркаса должны находиться на одной плоскости.
Если получилось придать профнастилу нужную форму, то все детали можно закреплять. Однако не стоит забывать о технике безопасности.
Особенно это актуально, если будут установлены гильотины.
Работу следует выполнять крайне аккуратно, без спешки, даже если вы опытный мастер, так как присутствует повышенный шанс травматизма.
Механизм действия устройства довольно простой, именно поэтому сделать такой станок дома возможно. Сначала помещаем лист металла на стол. Его фиксируют с помощью лапок или планки.
Далее рычагом контролируется угол подачи. На выходе важно, чтобы готовый лист не упал, а равномерно помещался вдоль стола. После его можно будет убрать.
Можно также покрывать профнастил разными составами, но для этого нужно оборудовать специальный стол.
На всех этапах необходимо быть одетым в защитную форму, перчатки, а также использовать защитные очки.
stroyremned.ru
Как открыть завод по производству профнастила в России?
Профнастил является универсальным материалом, который используется в различных направлениях народного хозяйства. По мере роста строительства в России растёт спрос и популярность этого строительного товара. В настоящее время отечественные предприятия по производству профнастила надёжно освоили производство профилированных листов по различным технологиям.
 Изготовление профнастила является перспективным направлением предпринимательства и бизнесом высоких доходов. Эта сфера производства характеризуется высоким уровнем конкуренции – изготовлением товара занимаются как крупные металлопрокатные заводы, так и небольшие частные предприятия.
Изготовление профнастила является перспективным направлением предпринимательства и бизнесом высоких доходов. Эта сфера производства характеризуется высоким уровнем конкуренции – изготовлением товара занимаются как крупные металлопрокатные заводы, так и небольшие частные предприятия.
Для оценки перспективности открытия завода по производству профнастила в России следует учитывать:
- Есть ли рядом уже работающие заводы, которые специализируются на металлопрофильном производстве. Ведь для преодоления сопротивления при входе в рынок высокой конкуренции потребуются значительные вложения капитала. Это затраты на привлечение покупателей на первом этапе работы, на рекламную деятельность. При большом же уровне затрат сам бизнес может потерять рентабельность. Важное условие для открытия производства – чтобы соседний завод такого профиля был на расстоянии не меньше 200 километров.
- В регионе необходимо наличие металлургического завода, так как именно там делается закупка металла для производства профнастила. Если покупать заготовки на большом расстоянии, то это может значительно повысить себестоимость товара. Важно, чтобы на этом предприятии чёрной металлургии имелись прокатные станы для изготовления листового материала, используемого в качестве сырья для изготовления стенового и кровельного профилированного листа.
- Объёмы строительства в частном секторе, существование крупных объектов долгостроя. Ведь объекты долгостроя, прежде всего, обносят заграждениями из современных листовых изделий. Также важен соответствующий климат региона. Ведь всё это вместе создаёт перспективу высоких продаж материала.
Профнастил относится к промышленной продукции, которая не подлежит обязательной сертификации. Существуют лишь рекомендации придерживаться норм ГОСТа 24045-94.
Наша оценка бизнеса:
Стартовые инвестиции 1 700 000 рублей.
Насыщенность рынка — средняя.
Сложность открытия бизнеса — 7/10
Технологические особенности производства профнастила
Технология производства профнастила состоит из нескольких этапов, на каждом из которых требуется своё оборудование и своя особенная оснастка. К тому же технологические особенности связаны как с масштабом предпринимательской деятельности, так и с видами используемого станочного оборудования.
Различают два технологических способа изготовления изделий: одновременный и последовательный. При первом способе все гофры листа прокатываются одновременно, за один проход через профилирующие валы. А при последовательном способе гофры на лист накатываются за несколько проходов. Последовательный способ характеризуется низкой производительностью, так как при нём время на изготовление одного листа значительно больше, чем при одновременном способе.
Если учесть, что станок для одновременного проката значительно меньше по размерам, чем оборудование для последовательного проката, то первый способ значительно экономит производственную площадь. К тому же последовательный способ не даёт того высокого качества проката, которое достигается при одновременном способе. При последовательном прокате возможны мелкие нарушения геометрии изделия и другие дефекты.
Рассмотрим производственные этапы работы линии по производству профнастила:
- Рулон листового проката помещается на устройство для размотки. Заправочная клеть прокатного стана фиксирует начало листа и производит его дальнейшую подачу с нужной скоростью. Непрерывной лентой лист поступает на устройства формирования профиля.
- В программу компьютера линии вводятся данные о форме и длине листов. Ширина при этом остаётся неизменной, а вот длина может изменяться в зависимости от заказа. Она ограничивается лишь условиями перевозки и требованиями заказчика.
- Стан для профилирования листа содержит несколько валов, которые имею наборы прокатных роликов. Именно эти ролики и обеспечивают заданную форму профилирования материала – ширину и высоту гофр. Листовая лента, проходя между роликами, получает ту форму, которая введена в программу станка. Автоматизированная линия производства имеет то преимущество, что благодаря одновременному прокату всех гофр листа получается настил высокого качества, он не имеет дефектов.
- Обрезка листов по длине производится специальными ножницами гильотинного типа по мере поступления профилированного материала на стол обрезного станка. Станки для резки профнастила работаю по принципу пресса.
- Укладывание в пачки и упаковка листов происходит на приёмном столе. После этого товар отправляется на склад готовой продукции.
Все технологические операции нацелены на то, чтобы усилить продольную жёсткость металлического листа, при этом возрастает и его несущая способность. Особенно это важно в силу тех обстоятельств, что в производстве используется очень тонкая листовая сталь. Толщина листов обычно находится в пределах от 0,45 до 1,2 мм. А вот нагрузки на сооружения, где используется этот материал, нередко значительны. Если это кровля, то на неё действуют ветровые и снеговые нагрузки, а на панели заборов из профнастила оказывают большое давление ветры.
Популярные публикации:
Какое купить оборудование для производства пенобетона?
Начинаем бизнес на производстве спанбонда.
Идея для бизнеса: производство дорожных бордюров своими руками.
Материал для производства профнастила
Чтобы срок службы изделий был длительным, они изготавливаются из специальной стали, на поверхность которой дополнительно нанесен слой антикоррозионного защитного покрытия.
Покрытие может быть различного состава:
- оцинковка с добавкой алюминия, свинца и других металлов;
- алюмоцинковое покрытие, состоящее из алюминия, цинка и кремния;
- декоративное полимерное цветное покрытие.
Большую роль играют технические характеристики применяемой стали. От свойств стального листа зависит не только надёжность и долговечность профнастила, но и работоспособность оборудования по его изготовлению. Лист должен быть не толще 1,2 мм при максимальной ширине 1250 мм. Расход цинка при производстве оцинкованного профнастилане должен превышать 300 г/м. кв. Полный вес рулона готового сырья не должна быть больше 8000 кг.
Оборудование цеха по изготовлению профнастила
Чтобы организовать бизнес на изготовлении этого материала, необходимо купить оборудование для производства профнастила. В настоящее время на отечественном рынке достаточно надёжного и мощного станочного обеспечения для бизнеса на изготовлении этого замечательного материала. К тому же цена оборудования для производства профнастила не превышает финансовых возможностей среднестатистического предпринимателя.
Линии по изготовлению профлиста
Первое место по продажам этого оборудования занимают линии законченного станочного цикла. Они позволяют производить изделия стенового и несущего типов, обеспечивая при этом возможность менять форму профиля. Эта линия особенно подходит для тех случаев, когда организуется производство и продажа профнастила как бизнес. Ведь при автоматизированном производстве затраты рабочего времени минимальны.
Если говорить о цене на линию автоматизированного изготовления профнастила, то она вполне приемлема для бизнесменов. Линия для производства профнастила С8 стоит 2 миллиона 100 тыс. рублей. Продающие компании также оказывают услуги по обучению обслуживающего персонала и по установке оборудования на производственных площадях заказчика. Специалисты компаний выполняют по договору все пусконаладочные работы и затем гарантийное обслуживание станков.
Станки металлопрофилирующие
В случае более скромных планов по развитию бизнеса можно купить станок для производства профнастила. Среди различных видов станочного оборудования особенно востребованы сейчас китайские станки для производства профнастила С21.
При потребляемой мощности в 3 кВт станок обеспечивает производительность до 10 метров материала в минуту. Металлический лист для обработки по толщине не должен превышать 0,7 мм. Станок оснащён разматывателем механического типа и имеет прокатный стан с 16 валами профилирования. В качестве сырья дли работы оборудования допускается лист шириной 1250 мм.
Станок обеспечен системой автоматического управления процессом проката и обрезки листов по длине. Русифицированная жидкокристаллическая панель управления станком позволяет оператору задавать нужные параметры процесса, запускать и останавливать станок.Цена станка для изготовления профнастила С21 китайского производства равна 1 250 000 рублей.
 По своей сути все виды оборудования для изготовления профилированного листа являются прокатными станками для профнастила. Ведь гладкий лист прокатывается между профильными барабанами и при этом на листе образуются гофры, увеличивающие его несущую способность и прочность. К тому же гофрированный лист выглядит гораздо привлекательнее гладкого. Гофры позволяют создавать плотные соединения между соседними листами, благодаря чему материал широко используется для кровельных работ в строительной индустрии.
По своей сути все виды оборудования для изготовления профилированного листа являются прокатными станками для профнастила. Ведь гладкий лист прокатывается между профильными барабанами и при этом на листе образуются гофры, увеличивающие его несущую способность и прочность. К тому же гофрированный лист выглядит гораздо привлекательнее гладкого. Гофры позволяют создавать плотные соединения между соседними листами, благодаря чему материал широко используется для кровельных работ в строительной индустрии.
Станки для ручного производства
Рассматривая высокопроизводительные современные технологии производства профилированного листа, не стоит забывать о том, что существуют способы изготовления профнастила своими руками. Для этого понадобится недорогой станок, в котором используется ручной труд человека. Это даже не станок, а приспособление или устройство, которое позволяет изготавливать профлист дома. Но сначала надо хорошо понять, как это устройство работает.
Внимание! Монтаж станка для проката профнастила своими руками нужно производить в помещении с ровным бетонным полом.
Вручную можно изготавливать штакетниковые листы, коньки кровли, планки карнизов и многие другие строительные элементы.
Сначала нужно будет собрать каркас станка, а затем изготовить стол, на котором будет происходить гибка листа с образованием нужного профиля. Приспособление для ручного профилирования иначе называется станком для гибки профнастила. Однако нельзя в домашних условиях изготовить такие детали как валы листопрокатного станка. Их придётся покупать готовыми. В продаже имеется ручной станок для изготовления профнастила, и он может гнуть листовой материал до 5 мм толщиной. Его цена в настоящее время равна примерно 128 000 рублей.
Профессиональный ручной станок ЛСП 200 позволяет в домашних условиях в небольшом количестве изготавливать листы профилированного вида. Высота волны листа не может превышать 15 мм, а за смену им можно изготовить до 300 профилированных листов. В станке для гибки профнастила предусмотрена замена матриц для изменения формы и размера гофр. Благодаря простоте в устройстве и работе такие станки очень популярны, так как они универсальны и многофункциональны.
Изготовление профнастила для кровли
Производство кровельного профнастила использует тот же исходный материал, что и металлочерепица – стальной лист. Рулонная сталь с оцинкованной или полимерной защитой проходит через станок холодной прокатки. При хорошо отрегулированном процессе при прокате покрытие листов полимерами остаётся целым и неповреждённым. Если металлочерепица изготавливается формы традиционной черепицы, то кровельный профилированный лист больше напоминает шифер. Его волны могут быть синусоидальной формы или прямоугольной, трапециевидной. Возможно придание листу и более сложной формы, но для этого придётся установить на станок другие прокатные барабаны.
Арочный профнастил
 Производство арочного профнастила, этого материала с очень большой гибкостью, рассчитано на применение в округлых строительных конструкциях. Неверно, что арочную конструкцию можно покрыть и обыкновенным настилом стенового типа. Если гнуть обычный профилированный лист, то на нём неизбежно появятся дефекты, которые сократят срок его годности и уменьшат плотность и водостойкость покрытия.
Производство арочного профнастила, этого материала с очень большой гибкостью, рассчитано на применение в округлых строительных конструкциях. Неверно, что арочную конструкцию можно покрыть и обыкновенным настилом стенового типа. Если гнуть обычный профилированный лист, то на нём неизбежно появятся дефекты, которые сократят срок его годности и уменьшат плотность и водостойкость покрытия.
Дугообразный или арочный профнастил производится с применением самой современной техники, которая способна выполнять профилирование с высокой геометрической точностью. Это те же роликовые валы и ножницы гильотинного типа, но на несколько по-другому сконструированном станке. Станок для изготовления арочного профнастила имеет специальные прокатные валы с несколькими гранями. Холодная прокатка листа придаёт ему криволинейный профиль заданной формы.
Возможно, заинтересует:
Мини производство пеноизола как бизнес.
Организовываем производство теплоблоков своими руками.
Какое купить оборудование для производства стеклофибробетона?
Перфорированный профнастил
Производство перфорированного профнастила нацелено на шумопоглощение в помещении, где звуковой фон превышает санитарные нормы. Стеновая кассета представляет собой лист с множеством отверстий, который не может отражать звук, а пропускает его. Проходя через перфорацию настила, звуковые волны попадают в ловушку из слоя утеплителя, где и теряют свою энергию. Уровень шумов в помещении при этом значительно снижается.
Таким образом, лист перфорированного настила не только имеет гофры профиля, но и содержит множество отверстий. Устройство потолочного перекрытия перфорированным материалом с утеплителем – это изготовление подвесных потолков в различных учреждениях и в промышленных зданиях.
В зависимости от требований дизайна помещения перфорированный профлист изготавливается различных цветов. Чаще всего это материал белого цвета с матовой или глянцевой поверхностью. Этот материал широко используют для сооружения испытательных лабораторий с большим количеством циклов нагружения, в зданиях медицинских поликлиник, где одновременно может находиться множество людей.
Планирование бизнеса на изготовлении профнастила
Бизнес-план производства профнастила, прежде всего, учитывает необходимые капитальные вложения в предпринимательство:
- Производственная станочная линия для работы с листом, покрытым полимерной защитой или слоем цинка – оптимальное решение для организации бизнеса. Купить линию стоит 1 мил. 200 тыс. рублей. Доставка, установка и обучение персонала входит в её стоимость.
- Тельфер грузоподъёмностью до 10 тонн в варианте б/у станков и оборудования стоит до 200 тыс. рублей.
- Себестоимость готовой продукции из оцинкованной стали составляет 190 рублей за 1 кв. метр.
- За восьмичасовую смену линия способна изготовить до 500 кв. метров настила. За месяц это составит продукцию на 2 миллиона 800 тыс. рублей. Разница между стоимостью материала и доходом составляет 650 тыс. рублей.
- На коммунальные услуги, на арендную плату, на заработную плату рабочим и администрации, на налоги и расходы и на транспорт в месяц уйдёт около 340 тыс. рублей.
- Доля чистой прибыли в месяц составит примерно 300 000 рублей.
- При указанной выработке рентабельность производства получается очень высокая, а капитальные вложения окупаются за полгода.
Даже, казалось бы, очень внушительные размеры расходов на организацию производства профнастила с нуля цех по производству профнастила окупается за довольно короткий срок. Учитывая, что спрос на производимый материал только растёт, никаких ложных страхов у бизнесменов, решившихся начать дело, не должно быть. Ведь спрос на товар – главное условие успеха. Бизнес обязательно будет прибыльным!
Инвестиции от 1000000 до 2000000 рублей
namillion.com
Станки для изготовления профнастила
Профнастил сегодня приобретает большую популярность среди желающих построить современное здание, ограждение, надежно укрепить перегородки, придать новизны старой постройке. Широкие возможности профилированная сталь предоставляет желающим возвести оригинальную крышу дома или офисного строения. Высокое качество стали для проката позволяет использовать профлист при строительстве складов и ангаров. 
Готовая крыша
Создание качественного строительного покрытия методом проката полосы через направляющие валики — процесс несложный, технология и оборудование позволяет организовать производство на доступных площадях.
Внимание!!! Наши читатели считают, что утренняя рыбалка - миф! Раскрыт секрет улова, необходимо всего лишь растворить 1 пакетик в 0,5 литрах воды читать далее...
Виды линий для производства
Профнастил, используемый для кровли, отличается от стенового высотой волны и толщиной стали. При одинаковых технических характеристиках листа, толщина стали отвечает за износостойкость. То есть, лист меньшей толщины прослужит более короткий срок.
Создание ребер жесткости и покрытие полимерными материалами больших партий профнастила производится промышленным способом. Малые количества изготавливаются во многом на частных предприятиях. Линии по производству профнастила состоят из нескольких станков, расположенных в помещении последовательно, чтобы ускорить работу. Рулонная сталь располагается здесь же. При недостатке площади — в отдельном складском помещении рядом, сокращая время подачи к станку. Объемы производства определяют установленные мощности.
Автоматизация изготовления

Прокатка профлиста
Наиболее продуктивной выступает автоматизированная линия производства профнастила, верстаты, выстроенные поэтапно, управляются сенсорным способом. Разматывающий механизм подает рулонную сталь на прокатный станок для профнастила с направляющими трапециевидными валиками, механизмом обрезки и сбора отходов материала.
Валики установлены двумя каскадами, по мере продвижение лист под усилием приобретает нужную профильную высоту. Профнастилы производятся методом холодного либо горячего проката. Основное предпочтение производители среднего звена отдают холодному прокату профнастилов, не требующему дополнительной установки для разогрева полосы. Производство происходит при температуре не ниже четырех градусов. Готовый профилированный лист подается на гильотину, раскраивающую рулон согласно заданных стандартов.
Качество жесткости и размеров профнастилов контролируется специальными измерительными приборами, установленными в конце производственной линии. Укладка и упаковка готовых металлопрофильных листов выполняется здесь же.
Передвижное оборудование
Строительные организации, выполняющие заказы на возведение арочных перекрытий, ангаров обязательно включают в свой арсенал передвижное оборудование для профильной обработки металла. Станок, занимающий минимум площади и несложный в транспортировке, используется для создания деталей конструкции из профлиста непосредственно на объекте. Технология позволяет сохранить время на грузоперевозки и позволяет изготовить детали требуемой конфигурации в короткий срок. Передвижные установки дают дополнительную экономию на возведении опорных конструкций здания.
Собственное домашнее производство
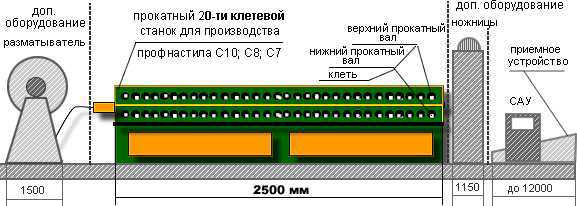
Схема производственного станка
Небольшие объекты требуют соответственного количества кровельного материала. Изготовить необходимый минимум возможно с помощью ручного станка для профнастила. Установка оборудования не требует больших площадей. Небольшие размеры установки позволяют расположение под навесом или в небольшом помещении. Подготовка занимает короткий отрезок времени. Устанавливают станок для профнастила на ровный пол с твердым покрытием, предпочтительно бетонным.
Перед изгибочным аппаратом устанавливается стол для подачи металла, направления на валики для формирования гофры. Станкам с механическим приводом не требуется подключения электричества. Устройство пружинного механизма приводится в действие усилиями человека, достаточными, чтобы изготовить не только металлопрофиль. 
Ручной станок
Производство труб, отливов на ручных станках значительно облегчает работу и экономит время. С помощью станков для металлопрофильного проката можно завальцевать кромку и раскатать швы металлической конструкции. Функций изгиба и проката, устроенных в станке, достаточно. Ручными станками для профнастила успешно пользуются при необходимости изготовления доборных деталей и небольших элементов конструкции. Минусом станка с ручным приводом выступает возможность изготовления полос небольшой длины.
Ручной верстат для изгиба профнастила возможно изготовить самостоятельно. Чертежи просты в исполнении, механизм не содержит сложных деталей. Недостатком такого станка является жесткий ход, замедляющий продвижение листа. Станки для профнастила с ручным приводом не рекомендуется использовать для профилизации стали с полимерным покрытием во избежание повреждения поверхности.
Окупаемость оборудования
Популярность профнастила дает возможность небольшому предприятию очень быстро вернуть средства, вложенные в производственное оборудование. Использование современной линии, качественная работа в короткий срок окупает затраты благодаря расширению клиентской базы. Фирмы, выполняющие профилизацию металла, успешно занимаются укладкой профлиста. Возможность расширить производство наступает очень быстро и позволяет выйти на совершенно новый уровень.
profnastil-profi.ru
Оборудование для производства профнастила
Компания «Профоборудование-Л» является одним из безусловных лидеров отечественного рынка разработчиков и производителей профилегибочных и нестандартных станков для обеспечения самых различных производственных циклов и выпуска разнообразной продукции. 15 лет непрерывной работы и безостановочного совершенствования технологий, конструкций и производства позволяют нам выпускать исключительно качественные, энергоэффективные и производительные линии для профнастила.
Преимущества приобретения линии для производства профнастила в компании «Профоборудование-Л»
Как только что было сказано, занимать уверенные позиции на рынке оборудования для профнастила нам помогает огромный опыт и самые высокие требования к качеству выпускаемых станков.
Станки для производства профлиста нашего предприятия имеют отличную производительность – в среднем на одной линии можно производить от 25 до 30 метров профлиста за одну минуту. Такая производительность обеспечивает высокую рентабельность оборудования для профлиста и очень короткие сроки показателя ROI – возврата инвестиций.
Безусловно, в качестве одного из важнейших преимуществ нашего предприятия является также и наличие собственного конструкторского бюро, в котором работают профессионалы самого высокого класса. Это благодаря именно их труду мы можем производить высокотехнологичное, эффективное и одновременно с этим не слишком дорогое оборудование для производства профнастила и прочие станки.
Также мы, как ответственный и добросовестный производитель, занимаемся разработкой, производством и продажей не просто разрозненных производственных агрегатов — мы поставляем линии для профнастила «под ключ».
Производственная линия для профлиста состоит сразу из нескольких электрических и механических узлов, без которых невозможна эффективная организация качественной продукции.
Первым участком производственной цепи является консольные разматыватели рулонной стали на двух опорах грузоподъемностью до 10 тонн и мощностью 5,5 киловатт. Разматыватели оснащены системой плавного спуска и могут работать с рулонами, имеющими внутренний диаметр 500-600 мм.
Следующим элементом линии для профнастила являются ручные дисковые ножницы, которые по желанию заказчика могут оснащаться электромеханическим приводом.
Далее идет непосредственно станок для производства профнастила — профилегибочный стан с моторно-редукторным приводом. Надежные высокопрочные валы диаметром не менее 100 мм обеспечивают качественное профилирование и долговечность стана. Отдельно стоит отметить, что продукция, производимая на наших станках для профнастила, соответствует не только «устаревшему» ГОСТу 24045-94, но и сменившему его стандарту 24045-2010, который предъявляет значительно более жесткие требования к качеству профилированного листа. В частности, к точности геометрической формы каждого профиля. Также на линии (станке) для профнастила устанавливается система автоматического управления, которая позволяет осуществлять производство не только в ручном, но и в автоматическом режиме.
Приемное устройство на линии также может оснащаться электромеханическим приводом. Кроме того, по желанию заказчика дополнительно может быть поставлено и установлено устройство для декоративно-защитного ламинирования профлиста и специальная загрузочная тележка, оснащенная гидравлическим подъемником с возможностью передвижения по рельсам с использованием электромеханическим приводом.
После ее установки и запуска всего поставляемого оборудования вам не придется дополнительно докупать ничего, кроме сырья — прокатного рулонного металла. После чего можно приступать к производству профилированного стального листа.
По всем вопросам, касающимся приобретения и эксплуатации оборудования для производства профнастила, обязательно звоните в офис нашей компании.
Грамотные, компетентные и неизменно доброжелательные сотрудники предприятия всегда готовы предоставить вам любуюдополнительную информацию и еще больше рассказать о достоинствах линий для производства профнастила.
Нашей стратегической задачей является не сиюминутная денежная выгода, а долговременное и плодотворное сотрудничество. Поэтому мы берем на себя весь цикл гарантийного и сервисного обслуживания производимого оборудования, обеспечивая его бесперебойную работу в течение длительного времени.