Аппарат для лазерной сварки нержавейки
Лазерная сварка нержавейки
Лазерное сваривание нержавейки является соответственно уникальным процессом соединения, благодаря ему осуществляется прогрев необходимых частей металла, и расплавление его, с применением узконаправленного лазерного луча. Главным преимуществом подобного метода сваривания считается то, что при работе можно сформировать аккуратный узкий шов с наиболее глубоким проваром.
В использовании простого сваривания нержавейки, температура которого считается узко ограниченной по требуемой площади. Скорость процесса, при котором обрабатывается металл, происходит намного быстрее, однако при всех технологических преимуществах существует большой вред организму из-за определенного излучения.
Подобный способ технологии рекомендуется производить по ГОСТ 19521-74. Из-за которого лазерное сваривание относится к работам термического рода, где используется применение расплавления и энергии тепла, чтобы получить конечный результат. Тонкости подобных работ напрямую зависят от характеристик присутствующих у луча, поскольку здесь присутствует важная роль его когерентность, монохроматичность и направленность.
Благодаря таким функциям луча появляется возможность в осуществлении точечной концентрации, и выполнять обрабатывание малых участков. Такой способ используется практически в автомобильном изготовлении и еще в некоторых сферах, где необходимы высокоточные соединения в работах с тонкими металлами.
Преимущества лазерного сваривание нержавейки
• По себестоимости такой процесс не имеет особое отличие от простых методов, где применяется дуговое сваривание и электроды;
• Присутствует весьма большая точность, благодаря которой соединения высчитывается по десятым долям миллиметров;
• Имеет возможность выполняться в автоматическом режиме, и на дистанционном управлении;
• Если сравнивать со свариванием, где используются электронные лучи, то здесь для эффективного результата, нет необходимости в использовании специальной вакуумной среды;
• Подобный вид сваривания обладает высокой скоростью проведения работ, что считается огромным плюсом в производственных сферах;
• Имеется возможность в формировании швов почти различных геометрий;
• Великолепно подходит для сваривания, как нержавеющей стали, так и алюминия с остальными проблематичными сплавами;
• Благодаря качеству соединения, можно изготовлять герметичные сваривания.
Недостатки
• Для проведения подобного процесса понадобится приобрести необходимое оборудование;
• Весьма дорогостоящая техника для проведения свариваемых работ;
• Коэффициент полезного действия весьма маленький, составляет 1-2%;
• Отсутствует возможность в образовании толстых соединений, в отличие от многих разновидностей сваривания.
• Необходимость в четких настройках параметров и регулировках в соответствии с каждой процедурой.
Виды аппаратов
В лазерном сваривании нержавейки есть два главных вида, газовый аппарат и твердотельный. Твердотельный аппарат отличается от газового аппарата тем, что присутствует совсем иная длина волны, и поскольку она короткая, мощность в аппарате уменьшается. Чаще всего в подобной работе оборудования используется режим импульсов, благодаря чему его непрерывность образуется значительно реже. В таком случае лазерное сваривание нержавейки происходит благодаря присутствию активного элемента. Излучение лазером выходит за рамки стеклянного стержня, на месте него появляется твердотельный активный элемент.
Аппараты с принципом газового воздействия могут осуществлять работу, как в режиме импульсов, так и не прерывистом. Тут мощность имеется гораздо больше, чем у твердотельного аппарата. Есть возможность в использовании техники с поперечной прокачкой, и можно будет сэкономить в размерах, поскольку само оборудование считается компактным. При таких раскладах максимальная ширина металла для сваривания будет около 2 см. В подобном способе активным элементов выступают горящие газы.
Импульсные и непрерывные лазеры
Сваривание импульсного типа должно соответствовать согласно ГОСТ 28915-91. Чаще всего оно используется как не прерывистое, поскольку благодаря точечному применению, образуется наивысший эффект по качеству. Подобный метод состоит в том, что скапливается большая часть энергии, а затем взаимодействует на материал на весьма маленький промежуток времени. Из-за этого улучшается сваривание металлов, имеющих возможность поддаваться сильной деформации. Процесс лазера работает так, что поверхность материала подогревается только на верхнем слое, поэтому шансы образования сквозных отверстий становится меньше.
Если применять непрерывный лазер, то можно формировать сплошной шов, к тому же есть возможность в регулировке его углубления, из-за наличия мощности в аппарате. Если использовать подобную технику, можно образовать парогазовый канал, а ширина обрабатывания будет по-прежнему узкой.
Технология сваривания нержавейки
Особенности в сваривании нержавеющей стали предпочитают применение специальной аппаратуры. В начале, необходимо провести подготовительные процедуры металла к процессу сваривания. Для осуществления этого, потребуется удалить различные загрязнения, обезжирить, убрать различный мусор и другие загрязнения, а так же любые налеты из ржавчины, если такие присутствуют.
Затем необходимо выбрать требуемые режимы и параметры для соответствующей работы. Поскольку при тонкой ширине шва, разрешается работать как с тончайшими изделиями, так и с широкими промышленными заготовками, смотря какой используется аппарат. После того, как будет отрегулирована техника, можно непосредственно переходить к процессу, поднеся металл под лазерный луч, или навести его на тяжелую деталь. Движения необходимо совершать как можно быстрее, поскольку температура расплавления лазером слишком высока.
Движения необходимо совершать как можно быстрее, поскольку температура расплавления лазером слишком высока.
Если придется столкнуться с такими проблемами как заделки трещин и другими мелкими нюансами, то можно воспользоваться лучом для сваривания частей, в других моментах может помочь применение специальной проволоки. В завершении процесса необходимо подождать пока деталь остынет сама, не применяя при этом никаких температурных воздействий и резких охлаждений.
Контроль качества свариваемого шва
Если процесс лазерного сваривания нержавейки применяется собственноручно в домашних условиях, то контроль качества не всегда понадобится. Но если подобные процедуры производятся в промышленных сферах, то категорически рекомендуется соблюдать все правила по проведению работ согласно ГОСТ 18442-80:
- Капиллярная дефектоскопия;
- Ультразвуковая дефектоскопия;
- Радиационная дефектоскопия;
- Магнитный контроль;
- Контроль на проницаемость;
- Внешний осмотр.

Меры осторожности
В процедурах с лазером требуется не допустить его попадания на различные предметы, поскольку из-за его температурного воздействия большинство вещей прорежется или воспламенится. Необходимо правильное соблюдение инструкций по эксплуатации техники, что бы избежать вреда для организма. Что не происходило проблем с прожигание листов, в особенности из тонкого металла, необходимо соблюдать правильно выставленные параметры при помощи регулировки.
Лазерная сварка
- Описание технологии лазерной сварки
- Лазерная сварка непрерывным лучом
- Импульсная лазерная сварка
- Преимущества лазерной сварки
- Подготовка изделий к лазерной сварке
- Сфера применения лазерной сварки
- Особенности сварки для изделий из пластмассы
- Видео применения лазерной сварки на нашем оборудовании
Описание технологии лазерной сварки
Лазерная сварка основана на использовании высокопроизводительного лазера, генерирующего энергоемкий пучок света с выходной мощностью в несколько киловатт. Это процесс термического соединения металлов (и пластмасс) с использованием лазеров. Лазерная сварка обычно означает глубокое проплавление и метод сварки с глубоким проплавлением. Лазерный луч фокусируется и направляется на поверхность или точку чуть ниже толщины материала. Генерируемый световой пучок собирается в фокусирующую линзу и направляется в фокусное пятно диаметром от 0,2 до 0,3 мм. Высокая плотность энергии лазерного луча обеспечивает быстрое плавление материала в определенных точках. Из-за чрезвычайно высокой плотности мощности сфокусированного луча металл плавится, и расплав заполняет сварочный шов по мере прохождения луча по стыку, затем металл затвердевает и образует прочный сварной шов.
Это процесс термического соединения металлов (и пластмасс) с использованием лазеров. Лазерная сварка обычно означает глубокое проплавление и метод сварки с глубоким проплавлением. Лазерный луч фокусируется и направляется на поверхность или точку чуть ниже толщины материала. Генерируемый световой пучок собирается в фокусирующую линзу и направляется в фокусное пятно диаметром от 0,2 до 0,3 мм. Высокая плотность энергии лазерного луча обеспечивает быстрое плавление материала в определенных точках. Из-за чрезвычайно высокой плотности мощности сфокусированного луча металл плавится, и расплав заполняет сварочный шов по мере прохождения луча по стыку, затем металл затвердевает и образует прочный сварной шов.
Лазерная сварка — это метод сварки с низким тепловыделением, при котором сварные швы с полным проплавлением обеспечивают эстетичный конечный результат. При соединении тонких широких листов лазерная сварка во многих случаях является единственным методом сварки, позволяющим предотвратить термическую деформацию конечного изделия. Лазерная сварка — лучший метод сварки, позволяющий свести к минимуму потерю основных свойств металла, таких как твердость и прочность.
Лазерная сварка — лучший метод сварки, позволяющий свести к минимуму потерю основных свойств металла, таких как твердость и прочность.
При чисто лазерной сварке присадочный материал не используется. Существенной характеристикой чисто лазерной сварки при соединении металлов является то, что сварной шов имеет почти те же свойства материала, что и основной металл. В некоторых случаях к лазерному шву может быть добавлена сварочная проволока - это может быть подача холодной проволоки или проволока с индукционным нагревом для снижения теплового воздействия ванны расплава. Другим распространенным методом является гибридная сварка, которая сочетает в себе процессы лазерной и MAG-сварки. При гибридной сварке подвод тепла выше, чем при чистой лазерной сварке, но намного меньше, чем при обычной сварке MAG. Гибридная сварка обеспечивает более высокие скорости сварки и подходит для более толстых свариваемых поверхностей.
Процесс лазерной сварки зачастую используется для процессов автоматизациии, требующей скорости сварки 1-5 м/мин. Традиционный Co2-лазер по-прежнему используется, в основном, в системах сварки листов, но волоконные лазеры становятся все более распространенными в недавно устанавливаемых системах лазерной сварки и являются единственным вариантом современных передовых роботизированных систем 3D-сварки. Лазерная сварка и лазерная гибридная сварка являются стандартными рабочими методами в автомобильной, судостроительной и железнодорожной промышленности, с быстрорастущей тенденцией в сельскохозяйственном оборудовании, кузовах самосвалов и контейнерах.
Традиционный Co2-лазер по-прежнему используется, в основном, в системах сварки листов, но волоконные лазеры становятся все более распространенными в недавно устанавливаемых системах лазерной сварки и являются единственным вариантом современных передовых роботизированных систем 3D-сварки. Лазерная сварка и лазерная гибридная сварка являются стандартными рабочими методами в автомобильной, судостроительной и железнодорожной промышленности, с быстрорастущей тенденцией в сельскохозяйственном оборудовании, кузовах самосвалов и контейнерах.
Заготовки из листового металла, сваренные лазером, уже много лет присутствуют в каждом произведенном автомобиле с разной толщиной и разными марками стали в таких компонентах, как подрамник, подвеска и многих других деталях.
Лазерная сварка может использоваться не только для соединения металлических материалов. С помощью этого процесса также можно обрабатывать термопласты и керамические заготовки.
Импульсная лазерная сварка
Сварка импульсным методом представляет собой перемещение лазерного излучателя по траектории соединения деталей с кратковременным периодическим включением лазера в точках. При включении лазера на период 3-5 мс происходит формирование полусферической сварной ванны, излучатель перемещается к следующей точке, находящейся на небольшом расстоянии от предыдущей. Следующая сварная ванна формируется частично из материала предыдущей сварной ванны с добавлением нового материала из соединяемых деталей.
Сварные ванны формируются с наложением друг на друга с определенным смещением, обычно составляющем 10-30% от диаметра сварной ванны. Это смещение называется перекрытием. От величины процентного перекрытия зависит степень герметичности изделия, прочность шва и производительность процесса сварки.
При включении лазера на период 3-5 мс происходит формирование полусферической сварной ванны, излучатель перемещается к следующей точке, находящейся на небольшом расстоянии от предыдущей. Следующая сварная ванна формируется частично из материала предыдущей сварной ванны с добавлением нового материала из соединяемых деталей.
Сварные ванны формируются с наложением друг на друга с определенным смещением, обычно составляющем 10-30% от диаметра сварной ванны. Это смещение называется перекрытием. От величины процентного перекрытия зависит степень герметичности изделия, прочность шва и производительность процесса сварки.
Преимуществами импульсной сварки являются:
- минимальное термическое воздействие на изделие, возможность сваривать изделия с наполнением (например, корпуса микросборок с содержащимися внутри микросхемами) без ущерба для содержимого;
- отсутствие перегрева шва;
- полная защита агроном, так как обеспечить защиту сварной точки до 1.
 5 мм в диаметре не представляется проблемой даже с локальной подачей защитного газа.
5 мм в диаметре не представляется проблемой даже с локальной подачей защитного газа.
При этом сварка импульсным методом более требовательна к качеству подготовки изделий, зазорам, а также химическому составу свариваемых изделий.
Преимущества лазерной сварки
Большой интерес к лазерной сварке обусловлен специфическими достоинствами, которые выгодно отличают ее от других методов сварки:
- Лазерная сварка может осуществляться в любой среде и любых условиях, не требует наличия вакуума.
- Зона термического влияния при лазерной сварке очень мала, при этом сохраняются свойства исходного материала.
- Лазерная сварка практически не вызывает деформации обрабатываемых изделий, так как зона теплового влияния минимальна.
- Высокая точность и производительность процесса лазерной сварки достигается при сварке любых марок сталей.
- Лазерная сварка – один из немногих типов сварки, допускающих соединение разнородных материалов.

- При лазерной сварке обеспечивается значительная глубина провара при небольшой ширине сварного шва.
- Лазерная сварка не требует дополнительных расходных материалов (например, присадочных электродов или флюсов и пр.) под различные свариваемые металлы, переналадка под другие материалы определяется только параметрами лазерного излучения, которые просто и гибко настраиваются.
- Лазерная сварка возможна по месту, без дополнительного закрепления изделий, поэтому возможна обработка изделий крупных габаритов.
- Лазерная сварка возможна и в труднодоступных местах за счет средств доставки лазерного излучения к месту сварки.
- Лазерная сварка является бесконтактным методом обработки, позволяя осуществлять процесс сварки в том числе через кварцевое стекло вакуумной камеры.
- Оборудование и расходы на эксплуатацию для лазерной сварки требуют гораздо меньших капиталовложений, чем для ближайшего аналога – электронно-лучевой сварки.

Подготовка изделий к лазерной сварке
Как уже было отмечено выше, лазерная сварка более требовательна к условиям сварки и подготовке изделий к сварке.
В случае импульсной сварки подготовка изделий и общие условия сварки регламентируются ГОСТ 28915-91 («Лазерная сварка импульсная...»). В случае непрерывной лазерной сварки условия регламентируются отраслевыми стандартами.
В случае несоблюдения требований к подготовке изделий к сварки можно не только не получить готовое изделие с заданными характеристиками, но и привести его в негодность, без возможности дальнейшего восстановления.
Примеры несоблюдения требований и соответствующие последствия приведены ниже:
|
Причина | Последствия | Возможные решения |
1 |
Большой зазор между изделиями (более 1/10 от ширины шва или толщины свариваемых изделий для импульсной сварки) |
Вместо образования общей сварной ванны лазер оплавил обе кромки изделий, расплав стёк по краям, увеличив зазор между изделиями еще больше. |
Иногда незначительные участки можно вручную заплавить с присадочным материалом, создав стенку искусственно. Однако это требует куда больше времени, чем обычная лазерная сварка. Более правильным решением будет исправление техпроцесса для более точной подготовки изделий по зазорам. |
2 |
Разнородные материалы |
В случае импульсной сварки разнородные материалы, обладающие разными свойствами (в том числе коэффициентом температурного расширения) могут вести себя различно в процессе остывания. Из соединяемой пары металлов один металл остывает быстрее и быстрее сжимается, чем другой – и мы получаем сквозную трещину на всю глубину шва. |
По возможности при разработке изделия желательно не прибегать к выбору разнородных материалов в местах соединения сварным методом. Выполнить обе детали из более дорогого материала, но сэкономить на затратах их сварке – иногда более выгодно. |
3 |
Большое количество примесей |
Материалы типа Д16 (конструкционный алюминий) отличаются легкостью и прочностью, хорошо обрабатываются механически. Это достигается большим количеством легирующих элементов и присадок. |
Решением может быть использование непрерывного лазера, при работе которого сварная ванна остывает медленнее, и напряжения в шве успевают перераспределиться. При импульсной сварке тонкостенных изделий мы рекомендуем обратить внимание на более пластичные сплавы, например АМЦ, которые возможно сваривать с применением присадочных проволок из чистого алюминия. Иногда удачным решением является изготовление одной детали из примесных сплавов типа АМЦ, а другой детали из чистого алюминия (АД1, А0-А5), таким образом все напряжения по деформации сможет на себя забрать более мягкий материал. |
4 |
Наличие инородных включений (грязь, масло, сож) |
Любые примеси и инородные включения в шве реагируют на лазерное излучение гораздо быстрее, чем свариваемые материалы. |
Для качественной сварки соединяемые изделия должны быть зачищенны от грязи, масла, жира и пр. Образованные грязью дырки в материале можно заплавить с присадкой, однако обычно затраты на заплавку таких последствий больше, чем на промывку детелей перед сваркой. |
5 |
Недостаточная подача аргона |
В случае нарушения защиты шва можно получить окислы в самом шве или образование оксидной пленки на поверхности шва. Это сказывается на хим.составе шва и его прочностных характеристиках. В большинстве случаев, особенно в случае сварки конструкционных сталей, изменения будут незначительны, однако есть материалы (например, титан), для которых нормальная защита инертным газом крайне необходима. |
В большинстве случаев защита аргоном обеспечивается локально. В некоторых случаях необходима защита как с лицевой стороны шва, так и с обратной. Оператор лазерной установки имеет возможность настройки давления защитного газа, предзадержки импульса для достаточного поступления газа в зону обработки перед первым импульсом. Также большое значение имеет направление подачи, которое регулируется суставчатым шлангом. |
6 |
Использование тонколистового материала |
Для тонколистового материала требования по ГОСТ 28915-91 по сути остаются те же самые, а это означает, что для приварки листового материала тлщиной 50 мкм зазор между изделиями должен быть не более 5 мкм. Это довольно сложно обеспечить в обычных условиях, поэтому например сварка тонкостенных сильфонов может представлять значительную проблему: любой импульс в условиях больших зазоров будет оставлять дырку в стенке, которую заплавить уже не представится возможности. |
Сварка тонкостенных изделий должна производиться грамотными специалистами с соблюдением всех требований по зазорам. При этом должно обеспечиваться хорошее прижатие тонколистового материала к основе. Иногда правильным решением является обвальцовка тонкостенного изделия на основе. В любом случае, подготовка таких изделий к сварке гораздо более трудоемкая, однако остается вполне реализуемой. |
 Более того, как уже отмечалось, при импульсной сварке большую часть материала сварная ванна может брать из предыдущей. Если в какой-то момент импульс не смог сформировать сварную ванну, для следующего импульса материала тоже не хватит.
Более того, как уже отмечалось, при импульсной сварке большую часть материала сварная ванна может брать из предыдущей. Если в какой-то момент импульс не смог сформировать сварную ванну, для следующего импульса материала тоже не хватит.  В таком случае шов будет и хрупким, и негерметичным.
В таком случае шов будет и хрупким, и негерметичным.  Однако при импульсной сварке это является значительным препятствием для получения прочного шва. При резком застывании сварной ванны после импульса имеющиеся в материале присадки не дают материалу нормально сжиматься при остывании. Возникают сильные внутренние напряжения, приводящие к образованию трещины.
Однако при импульсной сварке это является значительным препятствием для получения прочного шва. При резком застывании сварной ванны после импульса имеющиеся в материале присадки не дают материалу нормально сжиматься при остывании. Возникают сильные внутренние напряжения, приводящие к образованию трещины. При импульсном режиме сварки грязь в шве детонирует, разрывая шов и разбрызгивая металл вокруг, что приводит к образованию дырки. Особенно требовательна к чистоте соединяемых изделий сварка цветных металлов, так как в таком случае энергии для сварки требуется гораздо больше, и детонация грязи в шве происходит гораздо сильнее.
При импульсном режиме сварки грязь в шве детонирует, разрывая шов и разбрызгивая металл вокруг, что приводит к образованию дырки. Особенно требовательна к чистоте соединяемых изделий сварка цветных металлов, так как в таком случае энергии для сварки требуется гораздо больше, и детонация грязи в шве происходит гораздо сильнее. 

Сфера применения лазерной сварки
Точечная импульсная лазерная сварка в микроэлектронике
В приборостроительной промышленности широкую популярность приобрела технология лазерной сварки точечным методом. Зачастую лазерная сварка может использоваться для получения прочных и герметичных соединений проводников между собой или приварки их к печатной плате, к элементам микросхем, для соединения токопроводящих элементов. В данном случае показывает высокую эффективность и качество лазерная сварка разнородных материалов: никель-бор, вольфрам-никель и др.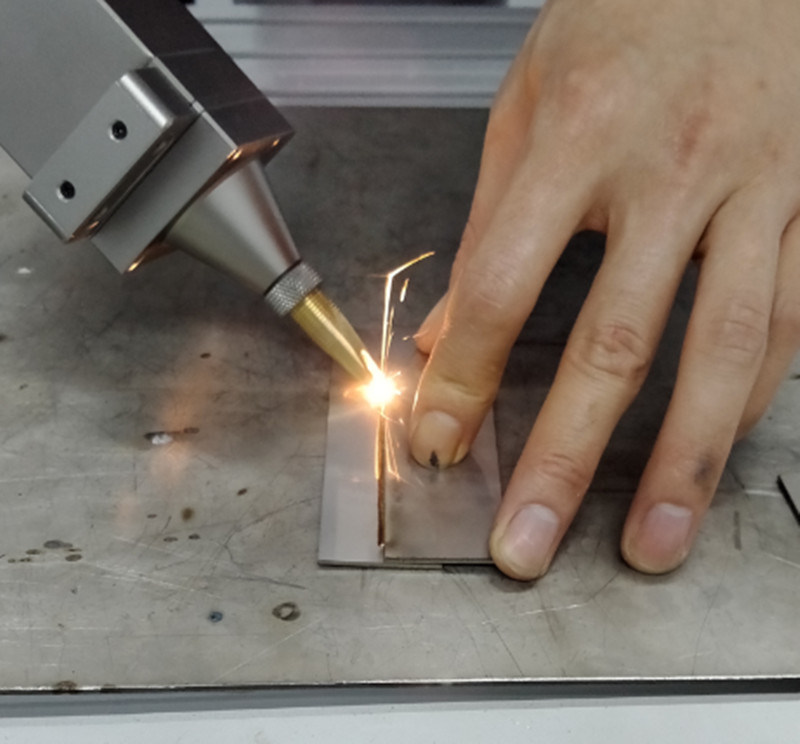
Методы лазерной сварки проводников имеют несомненное преимущество в виду того, что для лазерной сварки нет необходимости в подготовке поверхностей для сварки и зачистке изоляционных слоев (полиуретан, тефлон и др.). Лазерная сварка позволяет удалить изоляцию в месте воздействия непосредственно в процессе сварки.
Лазерная сварка выводов обмотки якоря с коллектором
Один из примеров – лазерная сварка статора с соединением выводов обмотки якоря с коллектором электродвигателя. Для этого медные выводы должны располагаться в пазах для соединения в коллекторе. Применение технологии лазерной сварки для получения токопроводящего соединения медных выводов с коллектором выполняется без удаления изолирующего слоя.
Фиксация зубчатых колес на оси с помощью лазерной сварки
В приборостроении зачастую важна не механическая прочность изделия под силовыми нагрузками, а необходима качественная фиксация изделий друг с другом, герметичность шва, отсутствие деформаций деталей в процессе сварки. Из-за небольших размеров изделий различные традиционные методы соединений (резьбовые, шпоночные, клепаные, посадки с натягом) не подходят для данных изделий. Другие методы сварки, дающие большой неравномерный нагрев изделий, также не подходят для данной задачи т.к. теряется аккуратного самого сварного шва. Примеры сварных работ: сварка цилиндрических изделий по поверхности одного из них, круговая сварка по торцу, точечная прихватка деталей перед дальнейшей обработкой.
Из-за небольших размеров изделий различные традиционные методы соединений (резьбовые, шпоночные, клепаные, посадки с натягом) не подходят для данных изделий. Другие методы сварки, дающие большой неравномерный нагрев изделий, также не подходят для данной задачи т.к. теряется аккуратного самого сварного шва. Примеры сварных работ: сварка цилиндрических изделий по поверхности одного из них, круговая сварка по торцу, точечная прихватка деталей перед дальнейшей обработкой.
Изготовление датчиков давления с помощью лазерной сварки
Большое распространение получила технология лазерной сварки датчиков высокого давления. Внедрение лазерной сварки позволило повысить надежность работы датчика, увеличить диапазон рабочего давления и циклическую прочность. Лазерная импульсная сварка гарантирует высокое качество сварного соединения и обеспечивает технологическую воспроизводимость сварочного процесса.
Ремонт очковых оправ
Лазерная сварка широко применяется не только в промышленности и серийном производстве, но и для точечной сварки применяемых в быту изделий (очковые оправы, кухонная утварь, ювелирные изделия). Лазерная сварка позволяет надежно скреплять детали из конструкционных сплавов, титана, нержавеющей стали, в том числе применяемой при изготовлении в пищевой промышленности (пищевая нержавейка). Для ремонта подобных изделий обычно применяют лазерные установки малой мощности, сварка производится вручную.
Лазерная сварка позволяет надежно скреплять детали из конструкционных сплавов, титана, нержавеющей стали, в том числе применяемой при изготовлении в пищевой промышленности (пищевая нержавейка). Для ремонта подобных изделий обычно применяют лазерные установки малой мощности, сварка производится вручную.
Как работает сварка пластика лазером?
При лазерной сварке пластмасс методом просвечивающей сварки соединяются между собой два вида термопластичных пластмасс: прозрачный пластик облучается лазером, а поглощающий нагревается. Абсорбирующий пластик расплавляет прозрачную область соединения. Соединяемые элементы должны быть спрессованы с помощью подходящего устройства, чтобы обеспечить достаточную теплопередачу. Зазор должен быть меньше 150 мкм, если это возможно. Для прочного соединения расплавленный пластик должен полностью затвердеть. Таким образом, устройство прижимает оба соединительных элемента друг к другу в течение определенного времени выдержки даже после фактического процесса сварки.
Какие пластмассы можно сваривать лазером?
Если пластик содержит большое количество стекловолокна, могут легко возникнуть хрупкие сварные соединения. Поэтому рекомендуется не превышать содержание стекловолокна в 40%. Лазеропрозрачный материал со стекловолокном не должен быть толще 2 мм.
Что нужно учитывать при лазерной сварке пластмасс?
Поскольку многие свариваемые термопласты поглощают лишь небольшую часть лазерного излучения твердотельных лазеров, в них добавляют такие добавки, как сажа. В результате термопласты можно плавить и сваривать лазерным излучением. Чтобы обеспечить воспроизводимость сварочных процессов, подходящее приспособление должно также позиционировать компоненты воспроизводимым образом. Усилие соединения создается за счет прижатия детали к близлежащей к контуру прижимной маске или специальному стеклу. Стекло должно пропускать лазерный свет с высокой механической стабильностью.
Сравнение трех процессов лазерной просвечивающей сварки
Контурная сварка лазером
В частности, при контурной сварке круглые детали вращаются под лазерным лучом со скоростью до 25 м/мин. Свариваемый контур трассируется лазерным лучом и нагревается. Помимо круглых деталей, для контурной сварки также идеально подходят крупные трехмерные детали. Самая большая проблема этого процесса: в очень объемных компонентах могут возникать напряжения, потому что контур свариваемого компонента не нагревается одновременно.
Свариваемый контур трассируется лазерным лучом и нагревается. Помимо круглых деталей, для контурной сварки также идеально подходят крупные трехмерные детали. Самая большая проблема этого процесса: в очень объемных компонентах могут возникать напряжения, потому что контур свариваемого компонента не нагревается одновременно.
Одновременная сварка лазером
При одновременной сварке лазерный луч формируется таким образом, чтобы он оптимально адаптировался к детали. Таким образом, одновременно нагревается свариваемый контур. Результат: очень короткое время обработки всего около 100 мс. Компоненты, которые не очень сложны и производятся в больших количествах, особенно подходят для этого процесса. Однако, если геометрия компонента изменяется, форма луча также должна быть скорректирована.
Квазисинхронная сварка лазером
Сканирующий лазерный луч нагревает сварочный контур при квазисинхронной сварке. Поскольку лазерный луч вращается со скоростью до 15 м/с (900 м/мин), он настолько быстр по сравнению с охлаждением, что контур нагревается практически одновременно. Благодаря программируемой фокусирующей оптике можно быстро реагировать на изменение контуров сварки, что является явным преимуществом по сравнению с одновременной сваркой.
Благодаря программируемой фокусирующей оптике можно быстро реагировать на изменение контуров сварки, что является явным преимуществом по сравнению с одновременной сваркой.
Видео применения лазерной сварки на нашем оборудовании
Оборудование для ручной и автоматической лазерной сварки.
Автоматизированная лазерная установка ALFA-Auto
Лазерная сварочная установка ALFA
Автоматизированная установка для лазерной сварки ALFA-400/600A
Лазерная установка для ручной сварки ALFA-WT
Ручная лазерная установка LaserFlex-M
Автоматизированная лазерная установка ALFA-Fiber с волоконным лазером
Роботизированный сварочный комплекс ALFA-R
Автоматизированная лазерная установка LaserFlex-A
Лазерная сварка контейнеров из нержавеющей стали
Резюме
Нержавеющая сталь является разновидностью стали с высокой коррозионной стойкостью, поскольку хром или другой легирующий металл, содержащийся в этой стали, имеет сильное сродство к кислороду и вступает в реакцию с кислородом с образованием пассивирующего слоя, предотвращая отсюда и коррозия железа. Нержавеющая сталь также высоко ценится за свои гигиенические свойства, позволяющие применять ее в медицинской сфере.
Нержавеющая сталь также высоко ценится за свои гигиенические свойства, позволяющие применять ее в медицинской сфере.
Лазерная сварка является вполне жизнеспособной альтернативой сварке этого типа стали , принимая во внимание все ее преимущества и скорость процессов. Лазер Сварочные аппараты оснащены волоконным лазером . Эти типы лазеров более чем идеально подходят для сварки деталей и механизмов из нержавеющей стали . За счет всех этих преимуществ достигается ускорение производственных процессов.
Нержавеющая сталь широко используется во многих отраслях промышленности и продается на многих рынках. Нержавеющая сталь определяется как стальной сплав, который может содержать другие типы металлов, такие как молибден, никель или вольфрам. В этой статье мы представим применение лазерная сварка к сосудам из нержавеющей стали в деталях. В этой статье мы определим, что такое нержавеющая сталь на самом деле, несколько примеров использования лазерной сварки с этим типом стали и несколько примеров видео.
В этой статье мы определим, что такое нержавеющая сталь на самом деле, несколько примеров использования лазерной сварки с этим типом стали и несколько примеров видео.
Бассейны из нержавеющей стали:
Бассейны из нержавеющей стали наименее известны в этой отрасли, но не по этой причине являются менее выгодной альтернативой, чем другие.
Бассейны из нержавеющей стали – это бассейны со стенками из стали, полом из бетона и облицовкой из материала, обеспечивающего водонепроницаемость. Деталь из стали соединяется сваркой, в этом случае, если вам нужен быстрый, простой процесс и наилучшие результаты, вы можете перейти к 9Лазерные сварочные аппараты 0004 потому что лазерная сварка аппараты являются конфигурируемым оборудованием и адаптируются к каждой работе. Они обеспечивают возможность сварки с добавлением материала, если требуется, с автоматической системой подачи проволоки .
Если говорить о преимуществах бассейнов из нержавеющей стали, то можно начать с веса: стальные бассейны легче строительных бассейнов, что делает их идеальными для поверхностей, не способных выдержать слишком большой вес, таких как чердаки. Весовая характеристика также облегчает транспортировку этих бассейнов, чего нельзя сказать о сборных бассейнах. Конструкция стального бассейна может быть на всю жизнь, если используемый материал качественный. Как это требует стойкой сварки, в этом случае можно рассмотреть альтернативу лазерной сварки .
Производство этих бассейнов обычно занимает от 9 до 10 дней из-за различных процессов, которые требуются для их производства. Но благодаря скорости лазерных сварочных аппаратов мы можем ускорить процессы.
Посуда:
В кухонной утвари нержавеющая сталь является одним из наиболее часто используемых материалов для ее изготовления, как на бытовом уровне, в сфере профессионального питания, так и на промышленном уровне. Поскольку он механически прочен, он химически устойчив к коррозии, его легко чистить, дезинфицировать и стерилизовать. Нержавеющая сталь бывает разных видов, с разным составом и свойствами, и это часто является источником путаницы и беспокойства при выборе посуды и посуды для наших кухонь.
Поскольку он механически прочен, он химически устойчив к коррозии, его легко чистить, дезинфицировать и стерилизовать. Нержавеющая сталь бывает разных видов, с разным составом и свойствами, и это часто является источником путаницы и беспокойства при выборе посуды и посуды для наших кухонь.
Благодаря лазерной сварке мы можем достичь совершенства в кухонной утвари благодаря низкому подводу тепла, обеспечиваемому . Таким образом, можно сэкономить более 80% энергии по сравнению с дуговой сваркой . Таким образом, стоимость обработки снижается до 30%.
Быстрая лазерная сварка скорость и минутная деформация заготовки потребуют только одного процесса без необходимости вторичной обработки. Лазер сварка задействован во многих приборах, которые есть у нас на кухне. Мы можем найти его в производстве футеровки духовки и микроволновой печи, в вытяжках и в процессе создания простого крана и трубы.
Преимущества лазерной сварки из при изготовлении контейнеров из нержавеющей стали:
Преимущество использования лазерных сварочных аппаратов для таких работ заключается в том, что она выполняется намного быстрее, чем другие методы сварки0005 TIG или MIG . Кроме того, в результате получается сварных шва высокого качества и очень хорошая стойкость. Сварщики могут работать быстрее и в лучших условиях, выполняя работу намного эффективнее. Компании все чаще используют оборудование для лазерной сварки при обработке и производстве всех видов посуды. Это оборудование может принести пользу всем типам аудитории, поскольку оно преодолевает ограничение быть командой только для компаний из-за простоты использования.
Некоторыми яркими примерами их соответствующих преимуществ могут быть:
- Высокая точность лазерного луча, обеспечивающая высокое качество и долговечность сварных швов
- высокая скорость сварки
- Возможность выполнения сложных сварных швов
- Небольшая теплопередача, поэтому участки вокруг сварного шва не затрагиваются
- Широкий выбор материалов для лазерной сварки
- Более удобное и простое в использовании оборудование по сравнению с другими более традиционными методами сварки
- небольшая сварочная деформация
- Не требует процесса проверки
Новостные сообщения
Лазерный сварочный аппарат для металла 220 В 1-фазный 1000 Вт Ручной лазерный сварочный аппарат JPT со встроенным водяным охлаждением Ручной сварочный пистолет для сварки углеродистой нержавеющей стали -
В настоящее время недоступен.
Мы не знаем, когда этот товар снова появится в наличии.
Отображен краткий контент, дважды нажмите, чтобы прочитать полный контент.
Полное содержание отображается, дважды нажмите, чтобы прочитать краткое содержание.
-
LW-1000
-
LW-1000 MAX
-
LW-1500 МАКС
-
LW-2000 МАКС
-
Защитная линза
Обновлены другие параметры на основе этого выбора
Посмотреть все 5 вариантов
- Убедитесь, что это подходит, введя номер модели.
- Лазерный источник: лазерный источник JPT мощностью 1000 Вт; Длина волны лазера: 1080 ± 1 нм; Длина кабеля 7 метров; Скорость сварки: 0-120 мм/сек; Толщина сварки: 0,5-5 мм; Способ охлаждения: водяное охлаждение; вспомогательный газ: азот/аргон; Визуальное позиционирование: красная точка
- Преимущества ручного лазерного сварочного аппарата: простота эксплуатации, снижение трудозатрат; Малое непрямое излучение; Высокая скорость и эффективность в 3-8 раз выше, чем у аргонно-дуговой сварки
- Эффект сварки: тонкий сварочный шов, глубокая расплавленная ванна, высокая прочность. Концентрированная энергия и небольшое влияние термической деформации. Можно сваривать очень тонкие материалы, такие как нержавеющая сталь толщиной 0,05 мм
- Широкое применение: ручной лазерный сварочный аппарат мощностью 1000 Вт широко используется в сложных и нестандартных процессах сварки шкафов и кухонь, лестничных подъемников, полок, печей, ограждений дверей и окон из нержавеющей стали, распределительных коробок, мебели из нержавеющей стали, металлического листового металла и прочие отрасли
- Обслуживание: 1 год гарантии на всю машину, 2 года гарантии на лазерный источник.

Подходит для вашего .