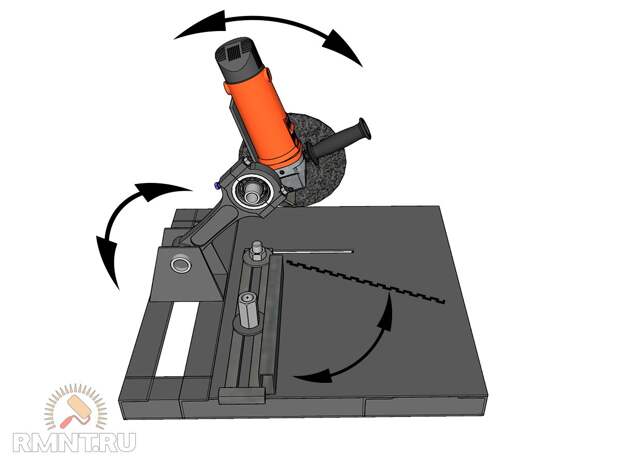
Двухзаходная фреза
Фреза двухзаходная
6 ноября 2017
В данной статье мы подробно рассмотрим геометрию и предназначение двухзаходных фрез.
Концевые фрезы принято разделять на четыре независимые классификации по количеству заходов. В общей сложности их существует от одного до четырех:
- однозаходные фрезы
- двухзаходные фрезы
- трехзаходные фрезы
- четырёхзаходные фрезы
- фрезы с другим числом заходов (3, 5, 6 режущих кромок).
Коснемся в частности двухзаходных фрез.
Внешняя форма фрезы имеет криволинейную конструкцию с режущими лезвиями по краю. Между боковыми лезвиями имеется прогалина в которую при рабочем процессе попадает стружка. Называется она канавкой.
Эти фрезы имеют две рабочие режущие кромки. Приспособлены для обработки материалов с образованием тонкой стружки в полости канавок. Массово используются для высокоточной отделки поверхности детали с получением более гладкого среза, за счет предельной жесткости конструкции. Применяются для черновой и получистовой отделки заготовок со средней и высокой твердостью. Отличаются от однозаходных фрез более стабильной работой. Изготавливаются фрезы из твердых сплавов и быстрорежущей стали. Применение: МДФ, древесина, ПВХ, акрил, ДСП, фанера, «мягкие» металлы и т.д.
По виду фрезы бывают:
- Фрезы спиральные двухзаходные конусные сферические – применяются для отделки глубоких рельефов при чистовой обработке. Благодаря своей конструкции, данные фрезы предельно прочны при небольшом диаметре кончика рабочей плоскости инструмента. Изготавливаются из карбида. Подходят для обработки дерева, МДФ, пластика и некоторых видов цветных металлов. Нашли свое применение в обработке 3D-объектов, где есть много небольших деталей и элементов. А за счет малой вибрации на заготовке получается ровная плоскость без шероховатости.
- Фрезы компрессионные двухзаходные – за счёт особого расположения резцов обеспечивают хорошее качество кромок материала с обеих сторон.
 Наличие двух иссекающих сторон делает эти фрезы более эффективными, но в случае с малыми размерами резцов (3-4 мм) отвод стружки будет затруднен. Компрессионная фреза не оставляет шероховатостей, что делает плоскость заготовки после обработки более ровной.
Наличие двух иссекающих сторон делает эти фрезы более эффективными, но в случае с малыми размерами резцов (3-4 мм) отвод стружки будет затруднен. Компрессионная фреза не оставляет шероховатостей, что делает плоскость заготовки после обработки более ровной.
Прямые двухзаходные конусные сферические – актуальны для чистовой обработки многослойной поверхности. Отличаются высокой износостойкостью при сохранении точности обработки, несмотря на малую площадь рабочей поверхности. Это свойство делает данные виды инструмента практически долговечными и практичными. Применяются при работе с ювелирным воском, пластиком, древесиной и «мягкими» металлами.
Прямые двухзаходные сферические фрезы – отличаются предельной стойкостью при высоких режимах резания. Степень отклонения инструмента относительно оси своего вращения (радиальное биение) не превышает величины в ± 0,005 мм, что позволяет получить высококачественную заготовку без потери точности и также использовать данную фрезу при высокоскоростной обработке.
Фрезы концевые двухзаходные радиусные – применяются для обработки поверхности с образованием зернистой стружки и с меньшим процентом съема материала за один проход. Используются для черновой обработки таких материалов, как ПВХ, дерево, композит, ДСП, фанера.
Фрезы конусные двухзаходные – предназначены для 3D-отделки за счет острия лезвия.
Фрезы двухзаходные с удалением стружки вниз – отвод стружки вниз означает, что область наполнения стружки централизована в нижней части реза и не удаляется из канавки. Это не практично, так как значительно увеличивает нагрузку на инструмент. Заготовка во время рабочего процесса прессуется к поверхности стола оборудования, тем самым не требуя крепежа. Стружка скапливается в разрезе и не рассыпается по сторонам.
Двухзаходные фрезы более производительны в сравнении с однозаходными, так как при той же нагрузке на кромку инструмента позволяют увеличивать минутную подачу в несколько раз. Значительным минусом этого вида фрез является узкий размер стружечных канавок — это означает, что утилизация стружечных отходов замедляется при повышении температуры в рабочей зоне. Поэтому двухзаходные фрезы стараются не применять для обработки высокоплавких материалов, если диаметр металлорежущего приспособления составляет менее 8 мм.
Поэтому двухзаходные фрезы стараются не применять для обработки высокоплавких материалов, если диаметр металлорежущего приспособления составляет менее 8 мм.
материалы, оборудование и технологии для рекламного производства
- Каталог товаров
Каталог товаров
Перейти в развернутый каталог
Каталоги PDF
РАСХОДНЫЕ МАТЕРИАЛЫ
- Шелкотрафаретные материалы
- Светотехника рекламная и декоративная
- Химия (клеи, краски, лаки, спецхимия, очистители)
- Монтажные и упаковочные материалы
- Алюминиевые и пластиковые профили
- Материалы и оборудование DTF
- Чернила для цифровой печати
- POS-материалы и оборудование, системы Joker, Uno и Tritix
- Мобильные стенды, Флагштоки, Штендеры, Стойки-ограждения
- Жесткие листовые материалы
- Цветные самоклеящиеся плёнки
- Материалы для печати и ламинации
- Световозвращающие материалы
- Термотрансферные материалы
- Сувенирная и наградная продукция
- Одежда и аксессуары для маркировки
- CRAFT-материалы и оборудование
ОБОРУДОВАНИЕ И ИНСТРУМЕНТЫ
- Принтеры для рекламных производств
- Принтеры для полиграфии и печати трансферов
- 3D принтеры
- Оборудование для раскроя и резки
- Фрезерно-гравировальное оборудование и лазерные граверы
- Оборудование для печати на ткани
- Футболочные принтеры
- Ламинаторы
- Термопрессы
- Электроинструмент
- Алюминиевые лестницы и стремянки
- Оборудование для производства букв из жидкого акрила
- Триммеры, абразивы, инструменты для работы с плёнками
- Люверсы и инструмент для их установки
- Ножи, лезвия, ножницы, коврики
- Шелкотрафаретное оборудование
- Запчасти, доп.
 оборудование и программное обеспечение
оборудование и программное обеспечение
День святого Валентина
- Зенон-Академия
- Видео
- Статьи
- План вебинаров
- О нас
- О компании
- Наши сотрудники
- Новости
- Новости
- Акции
- Новинки
- События
- Семинары
- Выставки
- Поздравления
- Вебинары
- Сервис
- Расчет вывески
- Сервисная служба
- Условия работы
- Доставка
- Оплата
- Контакты
Вы используете устаревший браузер
Для того, чтобы использовать все возможности сайта,
загрузите и установите один из браузеров:
Google Chrome
скачать последнюю версию
Opera
скачать последнюю версию
Mozilla
скачать последнюю версию
Яндекс Браузер
скачать последнюю версию
артикул
Подписка на рассылку
Письмо с подтверждением действий отправлено на указанный вами email.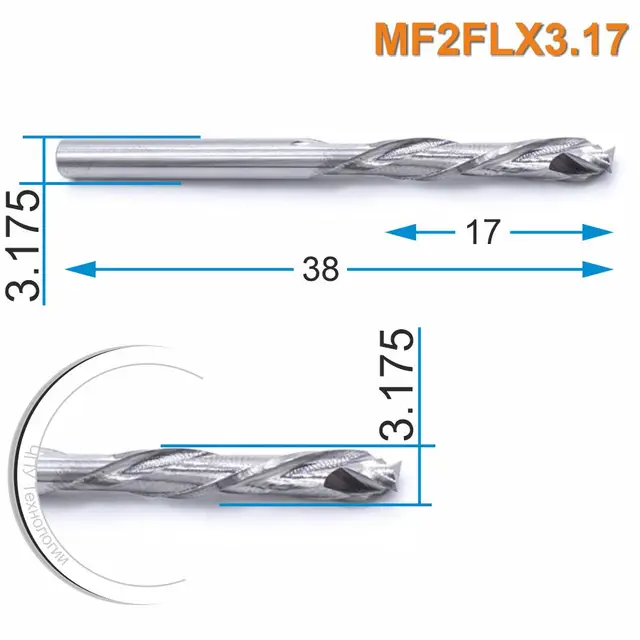
Пожалуйста, следуйте инструкциям указанным в письме.
Извините, произошла ошибка, сервис попробуйте воспользоваться сервисом позднее.
Для подписки на рассылку, заполните, пожалуйста ВСЕ поля формы
Регионы подписки
- Москва - Гольяново
- Москва - Лосиный остров
- Подмосковье - Одинцово
- Подмосковье - Подольск
- Архангельск
- Барнаул
- Белгород
- Владивосток
- Владимир
- Волгоград
- Воронеж
- Екатеринбург
- Ижевск
- Иркутск
- Казань
- Калининград
- Краснодар
- Красноярск
- Курск
- Липецк
- Нижний Новгород
- Новосибирск
- Омск
- Оренбург
- Пенза
- Пермь
- Пятигорск
- Ростов-на-Дону
- Рязань
- Самара
- Санкт-Петербург
- Саранск
- Саратов
- Симферополь
- Смоленск
- Сочи
- Ставрополь
- Тамбов
- Тольятти
- Томск
- Тула
- Тюмень
- Ульяновск
- Уфа
- Хабаровск
- Чебоксары
- Челябинск
- Якутск
- Ярославль
Я согласен(-на) на обработку персональных данных
Заявка на товар:
Вы можете отправить данную форму заявки на товар, либо связаться с нами по телефону или по E-mail , сообщив менеджеру артикул .
Заявка отправлена
Мы позвоним Вам в ближайшее время!
Необходимо пройти тест Тьюринга (капчу).
Номер телефона
Город
Выберите городМосква - ГольяновоМосква - Лосиный островПодмосковье - ОдинцовоПодмосковье - ПодольскАрхангельскБарнаулБелгородВладивостокВладимирВолгоградВоронежЕкатеринбургИжевскИркутскКазаньКалининградКраснодарКрасноярскКурскЛипецкНижний НовгородНовосибирскОмскОренбургПензаПермьПятигорскРостов-на-ДонуРязаньСамараСанкт-ПетербургСаранскСаратовСимферопольСмоленскСочиСтавропольТамбовТольяттиТомскТулаТюменьУльяновскУфаХабаровскЧебоксарыЧелябинскЯкутскЯрославль
Я согласен(-на) на обработку персональных данных
Замечания и предложения
Если вы столкнулись с ситуацией, в которой не смогли получить ответ или нужную вам помощь от наших сотрудников, остались недовольны сервисом или не нашли решения своего вопроса, то можете напрямую обратиться со своей проблемой к руководству компании.
Просим вас наиболее полно и информативно описать возникшую ситуацию, указать филиал, фамилию и имя сотрудника / сотрудников с которыми вы работали и прочую информацию.
Также мы будем рады любым предложениям и пожеланиям по улучшению нашей работы.
Surname
Номер телефона
City
Выберите городМосква - ГольяновоМосква - Лосиный островПодмосковье - ОдинцовоПодмосковье - ПодольскАрхангельскБарнаулБелгородВладивостокВладимирВолгоградВоронежЕкатеринбургИжевскИркутскКазаньКалининградКраснодарКрасноярскКурскЛипецкНижний НовгородНовосибирскОмскОренбургПензаПермьПятигорскРостов-на-ДонуРязаньСамараСанкт-ПетербургСаранскСаратовСимферопольСмоленскСочиСтавропольТамбовТольяттиТомскТулаТюменьУльяновскУфаХабаровскЧебоксарыЧелябинскЯкутскЯрославль
Сообщение
Я согласен(-на) на обработку персональных данных
- все филиалы
Заказать обратный звонок
City
Выберите городМосква - ГольяновоМосква - Лосиный островПодмосковье - ОдинцовоПодмосковье - ПодольскАрхангельскБарнаулБелгородВладивостокВладимирВолгоградВоронежЕкатеринбургИжевскИркутскКазаньКалининградКраснодарКрасноярскКурскЛипецкНижний НовгородНовосибирскОмскОренбургПензаПермьПятигорскРостов-на-ДонуРязаньСамараСанкт-ПетербургСаранскСаратовСимферопольСмоленскСочиСтавропольТамбовТольяттиТомскТулаТюменьУльяновскУфаХабаровскЧебоксарыЧелябинскЯкутскЯрославль
Я согласен(-на) на обработку персональных данных.
однозаходная, двухзаходная и многозаходная резьба
Разница между однозаходной, двухзаходной и многозаходной резьбой
В этом сообщении блога мы рассмотрим различий между однозаходной резьбой , двухзаходные и многозаходные потоки и ответьте на следующие вопросы: Что такое многозаходные потоки? Когда и где используются многозаходные потоки? Какие типы потоков являются многозаходными? Трапециевидная резьба? Нитки видели? Метрическая резьба ISO?
Что такое однозаходные потоки? А что такое многозаходные потоки?
Резьбы можно разделить на однозаходные и многозаходные. Большинство потоков являются однозаходными. Однако есть исключения. О многозаходном потоке говорят, если он имеет более одного запуска потока. Тогда резьба имеет несколько заходов и витков, но только один шаг. Затем несколько потоков выполняются параллельно друг другу. Для крепления используется однозаходная резьба. Тогда как двухзаходная и многозаходная резьба используется для перемещения или передачи мощности.
Тогда как двухзаходная и многозаходная резьба используется для перемещения или передачи мощности.
Таким образом достигается большее перемещение при меньшем количестве оборотов. Но и здесь есть исключения. Их также можно использовать в качестве скрепляющих нитей. В этом контексте также можно найти термины двухзаходная резьба или двухзаходная резьба.
обзор однозаходной резьбы
однозаходная резьба
обзор многозаходной шаговой резьбы
многозаходная резьба
многозаходная резьба по стандарту DIN
по DIN 103, многозаходная -start thread определяется следующим образом:
«Многозаходная («-заходная») резьба имеет тот же профиль, что и однозаходная резьба с шагом Ph = шагу P. Для шага P многозаходной резьбы допустимы только значения шага P (равные шагу P ) однозаходной резьбы. Однако кратность шага P многозаходной резьбы не обязательно должна соответствовать величине шага, разрешенной для однозаходной резьбы».
(Источник: DIN 103)
Когда и где используется многозаходная резьба?
Все используют многозаходные потоки. Вероятно, чаще всего многозаходная резьба используется в завинчивающихся крышках банок для консервирования или банок для консервирования. Это скрепляющая нить с несколькими нитями.
Вероятно, чаще всего многозаходная резьба используется в завинчивающихся крышках банок для консервирования или банок для консервирования. Это скрепляющая нить с несколькими нитями.
С многозаходной резьбой, которая используется для подвижной резьбы, такой как трапециевидная резьба и резьба пилы, вы хотите покрыть большее расстояние за меньшее количество оборотов.
Как распознать многозаходный поток?
Как уже было сказано выше, распознать такой поток можно по множеству ворот.
Резьба какого типа имеет многозаходную резьбу?
Наиболее распространенными типами резьбы с многозаходной резьбой являются трапециевидная резьба (Tr) и пилообразная резьба (S) . В дополнение к диаметру и шагу идентификация или обозначение также указывает шаг в P или количество витков резьбы.
Например:
- Tr 32 x 18 P6 (18 : 6 = 3, что означает трехступенчатую резьбу). 32 мм это диаметр. Шаг 18 мм, деление 6 мм.

- Tr 40×16 P8 (16 : 8 = 2, что означает двухзаходную резьбу)
- S40x14 P7 (14 : 7 = 2, что также означает двухзаходную резьбу)
Теперь концепция должна быть ясна.
Удивительно, но в метрической резьбе ISO тоже есть многозаходная резьба. Это определено в стандарте DIN13-52.
Например:
- M 24 x 4 P 2 (4 : 2 = 2, что означает двухзаходную резьбу или двухзаходную резьбу)
Новая резьба начинается на 180 градусов для двойной резьбы. С другой стороны, при трехзаходной резьбе новая резьба начинается через каждые 120 градусов.
Vorteile von mehrgängigen Gewinden
Die Vorteile eines mehrgängigen Gewindes haben wir oben schon etwas angedeutet: Durch eine kleine Umdrehung wird mehr Weg bzw. Abstand zurückgelegt (starke axiale Verschiebung und Bewegungen). Dies macht gerade bei Spindeln mit einer großen Gewindesteigung Sinn.
Кстати, в нашем магазине www.gewindewerkzeuge. com вы найдете большой выбор метчиков
com вы найдете большой выбор метчиков
Щелкните здесь, чтобы перейти к нашему новому цифровому каталогу!
В каталог
Последние статьи
Нарезание многозаходной резьбы | Разработка режущего инструмента
Автор Том Липтон
Опубликовано
01 сентября 2012 г. - 11:15
Многозаходная резьба или резьба с несколькими канавками используется для получения большого шага на один оборот при малой глубине резьбы. Ниже приведен пример их резки на ручном токарном станке.
Предположим, у вас есть провод 0,25 дюйм/об, но вы режете цилиндр малого диаметра или тонкостенную трубу. Обычная двойная глубина, термин, который описывает диаметр резьбы по сравнению с ее радиальной глубиной, для резьбы с шагом 0,25 дюйма и углом 60° составляет 0,324 дюйма. Если вы хотите нарезать это на валу диаметром 0,375 дюйма, вам не повезет. Введите многозаходную резьбу.0011
Предоставлено Все изображения: T. Lipton
Lipton
Обязательно проверьте настройки редуктора при нарезании многозаходной резьбы.
Как следует из названия, количество заходов или канавок больше, чем у обычной однозаходной резьбы. Эти потоки можно идентифицировать, посмотрев на конец потока и подсчитав количество запусков входа. Нет никакого практического ограничения на количество пусков, которые вы можете сделать. Ограничения обычно связаны с оборудованием, используемым для их производства. Например, большинство токарных станков не нарезают резьбу крупнее 2 tpi.
В моем примере процесс аналогичен нарезанию обычной резьбы под углом 60°, за некоторыми исключениями.
Для многозаходной резьбы необходимо индексировать или регулировать начальную позицию для каждого отдельного начала. Это можно сделать несколькими способами. Один из них заключается в том, чтобы радиально индексировать деталь точно на желаемое количество пусков. Таким образом, если у вас есть резьба с тремя заходами, вы должны индексировать каждое начало на 120°. Или, если вам нужна четырехзаходная резьба, вы должны индексировать часть на 90°. Важно отметить, что осевое положение или положение оси Z не может измениться при использовании метода индекса детали. Это ограничивает вас резьбой детали между центрами для сохранения той же позиции Z.
Или, если вам нужна четырехзаходная резьба, вы должны индексировать часть на 90°. Важно отметить, что осевое положение или положение оси Z не может измениться при использовании метода индекса детали. Это ограничивает вас резьбой детали между центрами для сохранения той же позиции Z.
Метод с индексом детали проще, чем метод с радиальным индексом, но только в том случае, если ваш токарный станок оснащен составным люнетом, который поворачивается на 90° для выравнивания станины станка.
Первым шагом является подготовка заготовки для нарезания резьбы. В примере диаметр произвольный. Вы будете нарезать четырехзаходную резьбу с шагом 0,25 дюймов. Чтобы определить фактические размеры резьбы для нарезания резьбы, разделите шаг 0,25 дюйма на количество заходов (0,24/4 = 0,0625). Это соответствует резьбе с шагом 1/16 дюймов на оборот или 16 т/д. глубина резьбы для каждого из четырех заходов
Убедитесь, что рычаги заправки нити установлены на желаемый шаг, который в данном примере составляет 0,25 дюймов на оборот или 4 tpi. Кроме того, убедитесь, что компаунд установлен на 90°, а циферблат обнулен.
Кроме того, убедитесь, что компаунд установлен на 90°, а циферблат обнулен.
Первая канавка, или начало, прорезается на окончательную глубину.
Вторая канавка прорезана на окончательную глубину.
Третья канавка прорезана на окончательную глубину.
Четвертая канавка прорезана на окончательную глубину.
По привычке я всегда делаю проход 0,001 дюйма, чтобы подтвердить настройки моего редуктора для каждой канавки. Вы будете удивлены, сколько раз это будет испорчено. Для резьбы с высоким шагом вам нужно будет вращать шпиндель медленно , особенно если вы направляетесь к уступу, как в этом примере.
Я всегда использую один и тот же номер на шкале резьбы для многозаходной резьбы. Скорее всего, можно использовать другие строки или числа, но кто хочет облажаться Как правило, нарезание резьбы — одна из последних операций, выполняемых с деталью, поэтому вы потратили некоторое время, чтобы дойти до этого места. 0011
0011
После нарезания первой канавки на окончательную глубину необходимо переместить составной упор на расстояние по оси Z, равное шагу резьбы, деленному на число заходов (0,25/4 = 0,0625). Итак, продвиньте компаунд на 0,0625 дюйма, чтобы прорезать вторую канавку. Направление перемещения компаунда не имеет значения, пока вы не меняете это направление.
После завершения каждой из первых трех канавок продвигайте компаунд на шаг, деленный на количество заходов по оси Z. После нарезания четвертой канавки получается забавная деталь с резьбой 16 tpi, причем угол подъема оказывается намного круче, чем у обычной резьбы 16 tpi.0011
Процесс в основном такой же, как и для внутренней резьбы. Когда вы сделаете сопрягаемую внутреннюю резьбу для этого примера, она будет иметь шаг 0,25 дюйма на дюйм, но глубину резьбы 16 т/дюйм. Довольно круто! CTE
Связанные термины из глоссария
- центры
центры
Конусообразные штифты, поддерживающие заготовку одним или двумя концами во время обработки.
 Центры входят в отверстия, просверленные в торцах заготовки. Центры, которые вращаются вместе с заготовкой, называются «живыми» центрами; те, которые этого не делают, называются «мертвыми» центрами.
Центры входят в отверстия, просверленные в торцах заготовки. Центры, которые вращаются вместе с заготовкой, называются «живыми» центрами; те, которые этого не делают, называются «мертвыми» центрами. - токарный станок
токарный станок
Токарный станок, способный выполнять распиловку, фрезерование, шлифование, зубонарезание, сверление, развертывание, расточку, нарезание резьбы, торцовку, снятие фаски, накатку канавок, накатку, вращение, отрезку, вырезание шейки, нарезание конуса и кулачково- и эксцентриково-режущие, а также ступенчато- и прямотокарно-токарные. Поставляется в различных формах, от ручных до полуавтоматических и полностью автоматических, основными типами которых являются токарные станки с двигателем, токарные станки и контурные станки, токарные станки с револьверной головкой и токарные станки с числовым программным управлением. Токарно-винторезный станок состоит из передней бабки и шпинделя, задней бабки, станины, каретки (в комплекте с фартуком) и поперечных салазок.
 Особенности включают в себя рычаги переключения передач (скорости) и подачи, инструментальную стойку, составной упор, ходовой винт и реверсивный ходовой винт, шкалу нарезания резьбы и рычаг быстрого хода. К специальным типам токарных станков относятся сквозные, распределительные и коленчатые, тормозные барабанные и роторные, прядильные и ружейно-ствольные. Инструментальные и настольные токарные станки используются для точной работы; первые для работы с инструментами и штампами и подобных задач, вторые для небольших заготовок (инструменты, часы), обычно без механической подачи. Модели обычно обозначаются в соответствии с их «поворотом» или заготовкой самого большого диаметра, которую можно вращать; длина кровати или расстояние между центрами; и произведенная лошадиная сила. См. токарный станок.
Особенности включают в себя рычаги переключения передач (скорости) и подачи, инструментальную стойку, составной упор, ходовой винт и реверсивный ходовой винт, шкалу нарезания резьбы и рычаг быстрого хода. К специальным типам токарных станков относятся сквозные, распределительные и коленчатые, тормозные барабанные и роторные, прядильные и ружейно-ствольные. Инструментальные и настольные токарные станки используются для точной работы; первые для работы с инструментами и штампами и подобных задач, вторые для небольших заготовок (инструменты, часы), обычно без механической подачи. Модели обычно обозначаются в соответствии с их «поворотом» или заготовкой самого большого диаметра, которую можно вращать; длина кровати или расстояние между центрами; и произведенная лошадиная сила. См. токарный станок. - Угол в плане
Угол в плане
Угол между боковой режущей кромкой и выступающей стороной хвостовика инструмента или держателя, который вводит режущий инструмент в заготовку.

- нарезание резьбы
нарезание резьбы
Процесс как внешнего (например, нарезание резьбы), так и внутреннего (например, нарезание резьбы, нарезание резьбы) нарезания, токарной обработки и накатывания резьбы на конкретный материал. Доступны стандартные спецификации для определения желаемых результатов процесса нарезания резьбы. Многочисленные обозначения серий резьб написаны для конкретных приложений. Нарезание резьбы часто выполняется на токарном станке. Такие характеристики, как высота резьбы, имеют решающее значение для определения прочности резьбы. Используемый материал принимается во внимание при определении ожидаемых результатов любого конкретного применения этой резьбовой детали. При нарезании наружной резьбы требуется расчетная глубина, а также определенный угол нарезки. Для выполнения внутренней резьбы точный диаметр отверстия имеет решающее значение перед нарезанием резьбы. Резьбы отличаются друг от друга заданным допуском и/или допуском. См. поворот.