Как определить диаметр резьбы
Как измерить резьбу - измерение шага резьбы в статье ПКМ
Время прочтения статьи: 10 минут
Автор статьи: pkmetiz.ru
Содержание
- 1 Измерение резьбомером
- 2 Измерение шага резьбы без резьбомера
- 2.1 Детали с наружной нарезкой
- 2.2 Детали с внутренней нарезкой
- 3 Определение шага резьбы по диаметру
Любое резьбовое соединение образуется двумя элементами, один из которых имеет внутреннюю, а второй — наружную резьбу, например, болт и гайка, винт и монтажное отверстие в соединяемых деталях и т. д. Чтобы получить плотное и качественное соединение, геометрические параметры внутренней и наружной нарезки должны точно совпадать.
К основным таким параметрам относятся:
- внутренний и наружный диаметр;
- глубина;
- шаг резьбы.
Поэтому при подборе крепежа для выполнения монтажных работ часто возникает вопрос, как измерить резьбу. Измерение диаметра и глубины нарезки обычно не представляет сложности. Более сложной задачей будет измерить шаг резьбы, а неправильный подбор деталей по этому параметру либо вообще не позволит закрутить их, либо значительно ухудшит качество соединения, сделав его фактически непригодным к эксплуатации.
Измерение резьбомером
Оптимальным вариантом, как правильно измерить резьбу, будет использование резьбомера. Это специальный инструмент для проведения измерения шага нарезки. Резьбомер представляет собой корпус, к которому крепятся щупы в виде тонких пластин с гребенкой. Форма гребенки точно соответствует стандартной резьбе с определенным шагом.
Различают следующие виды резьбомеров:
- Метрические. Позволяют измерить шаг резьбы болта, гайки или другой детали с метрической нарезкой диаметром от 1 до 600 мм. Инструмент имеет до 20 измерительных пластин и позволяет определять шаг резьбы от 0,4 мм до 7 мм. Обозначается маркировкой «М60» на корпусе.
- Дюймовые. Применяется, чтобы измерить дюймовую резьбу, которую обычно нарезают на трубах и деталях трубопроводов, а также иногда используют на крепежных элементах.
 Шаг дюймовой резьбы определяется по количеству нитей на один дюйм длины резьбовой части детали. Резьбомер комплектуется 17 измерительными пластинами с количеством витков от 4 до 28. Для маркировки инструмента применяется маркировка «Д55».
Шаг дюймовой резьбы определяется по количеству нитей на один дюйм длины резьбовой части детали. Резьбомер комплектуется 17 измерительными пластинами с количеством витков от 4 до 28. Для маркировки инструмента применяется маркировка «Д55». - Универсальные. Комплектуются измерительными пластинами для метрической и дюймовой нарезки. Такие резьбомеры широко применяются в мастерских, где приходится одновременно работать с деталями как с метрической, так и с дюймовой резьбой.
Перед определением шага нужно измерить диаметр резьбы штангенциркулем. Это необходимо потому, что диапазон шагов может зависеть от диаметра.
Процесс измерения шага при помощи резьбомера предельно прост. К измеряемой резьбе прикладывают визуально подходящие пластины резьбомера. Методом подбора выбирается пластина, гребенка которой будет точно соответствовать измеряемой резьбе. Ее шаг будет соответствовать стандартному значению, указанному на маркировке измерительной пластины.
Проще всего таким способом измерить наружную резьбу. Если нужно определить шаг внутренней резьбы, то место измерение необходимо подсвечивать, чтобы точно определить плотное прилегание гребенки пластины резьбомера.
Если нужно определить шаг внутренней резьбы, то место измерение необходимо подсвечивать, чтобы точно определить плотное прилегание гребенки пластины резьбомера.
При измерении шага метрической резьбы искомый параметр получаем в миллиметрах. Если необходимо измерить шаг дюймовой резьбы, то его значение получаем в количестве витков на дюйм.
Измерение шага резьбы без резьбомера
Детали с наружной нарезкой
Часто необходимость определения шага резьбы возникает эпизодически, на один раз. И, конечно, в такой ситуации под рукой не оказывается резьбомера, а покупать его для разовых измерений не имеет смысла. Полезным будет узнать, как измерить шаг резьбы линейкой или штангенциркулем. Эти измерительные инструменты позволяют достаточно легко определить нужный параметр.
Проще всего измерить резьбу болта или другой детали с наружной нарезкой. При измерении метрической резьбы рекомендуется в первую очередь приложить линейку к детали с резьбой и постараться совместить миллиметровые деления ее шкалы с вершинами гребней резьбового профиля.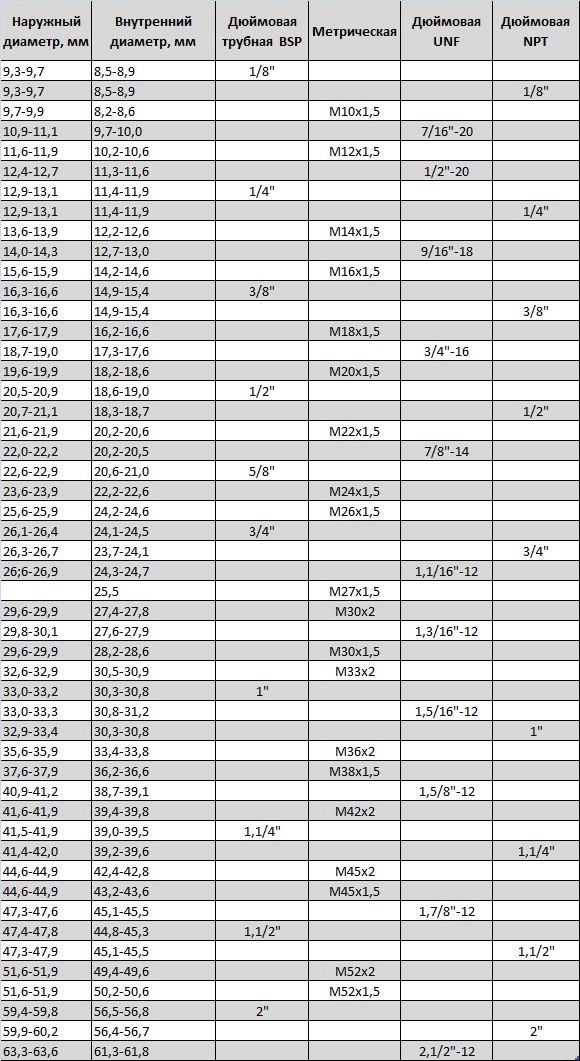 Если они совпадают, значит, шаг составляет 1 мм. В противном случае придется провести несколько более сложные измерения.
Если они совпадают, значит, шаг составляет 1 мм. В противном случае придется провести несколько более сложные измерения.
Для определения шага резьбы нужно посчитать количество витков на участке стержня определенной длины, например, 10 мм или 20 мм. Для получения более точного результата рекомендуется проводить замеры на участке 20 мм. Необходимую длину отмеряют, приложив к стержню болта линейку, или при помощи штангенциркуля. Более точно будет измерить шаг резьбы болта штангенциркулем. На отмеренном участке подсчитывают количество витков. После этого длину участка необходимо разделить на полученное количество витков за минусом одного витка. В результате получаем значение шага резьбы.
При определении шага дюймовой нарезки необходимо отмерить длину стержня равную одному дюйму (25,4 мм). Для точности замера лучше использовать линейку или штангенциркуль с дюймовой шкалой. Количество витков на этом участке и будет шагом резьбы. Если длина резьбового участка меньше одного дюйма, то определить число витков нужно на участке в полдюйма (12,7 мм), после чего полученный результат умножить на 2.
Детали с внутренней нарезкой
Существует два способа, как измерить резьбу гайки или другой детали с внутренней нарезкой без резьбомера. Первый способ предусматривает подбор точно подходящего ответного болта с последующим измерением шага его резьбы. Если подобрать ответный болт не получается, то нужно воспользоваться полоской бумаги (это и есть способ № 2).
Ее следует прижать к резьбе так, чтобы на бумаге остался отпечаток профиля. Улучшить видимость рисок можно, проведя по граням маркером. После этого на бумаге нужно отметить линейкой расстояние между крайними рисками и посчитать количество витков. Затем полученное расстояние делят на количество витков минус один виток. Вместо бумаги для измерений по этому способу можно использовать карандаш, спичку или другое изделие из мягкой древесины подходящего размера, которое прижимают к резьбе.
Определение шага резьбы по диаметруОпределить шаг резьбы можно по стандартным таблицам. Предварительно нужно измерить диаметр резьбы болта или гайки. Для этого нужно воспользоваться штангенциркулем, который позволяет с высокой точностью определить размер. Точность замера должна составлять десятые доли миллиметра. После этого, используя полученное значение, можно найти в таблице соответствующий диаметру шаг резьбы.
Предварительно нужно измерить диаметр резьбы болта или гайки. Для этого нужно воспользоваться штангенциркулем, который позволяет с высокой точностью определить размер. Точность замера должна составлять десятые доли миллиметра. После этого, используя полученное значение, можно найти в таблице соответствующий диаметру шаг резьбы.
Пример таблицы для резьб с наружным диаметром от 9,3 мм до 63,4 мм:
Как определить резьбу штангенциркулем или линейкой
Для определения типа резьбы на фитинге, необходим штангенциркуль.
Как правильно производить замер при помощи штангенциркуля показано на рисунке ниже.
Измерения нужно произвести с точностью до десятых миллиметра.
| Наружный диаметр, мм | Внутренний диаметр, мм | Шаг резьбы, витков на дюйм | Шаг резьбы | BSP | Метрика | Дюйм UNF | Дюйм NPT |
| 9,3-9,7 | 8,5-8,9 | 28 | 1/8" | ||||
| 9,3-9,7 | 8,5-8,9 | 27 | 1/8" | ||||
| 9,7-9,9 | 8,2-8,6 | 1,5 | M10x1,5 | ||||
| 10,9-11,1 | 9,7-10,0 | 20 | 7/16"-20 | ||||
| 11,6-11,9 | 10,2-10,6 | 1,5 | M12x1,5 | ||||
| 12,4-12,7 | 11,3-11,6 | 1/2"-20 | |||||
| 12,9-13,1 | 11,4-11,9 | 19 | 1/4" | ||||
| 12,9-13,1 | 11,4-11,9 | 18 | 1/4" | ||||
| 13,6-13,9 | 12,2-12,6 | 1,5 | M14x1,5 | ||||
| 14,0-14,3 | 12,7-13,0 | 18 | 9/16"-18 | ||||
| 15,6-15,9 | 14,2-14,6 | 1,5 | M16x1,5 | ||||
| 16,3-16,6 | 14,9-15,4 | 19 | 3/8" | ||||
| 16,3-16,6 | 14,9-15,4 | 18 | 3/8" | ||||
| 17,6-17,9 | 16,2-16,6 | 1,5 | M18x1,5 | ||||
| 18,7-19,0 | 17,3-17,6 | 16 | 3/4"-16 | ||||
| 19,6-19,9 | 18,2-18,6 | 1,5 | M20x1,5 | ||||
| 20,5-20,9 | 18,6-19,0 | 14 | 1/2" | ||||
| 20,7-21,1 | 18,3-18,7 | 14 | 1/2" | ||||
| 21,6-21,9 | 20,2-20,6 | 1,5 | M22x1,5 | ||||
| 22,0-22,2 | 20,2-20,5 | 14 | 7/8"-14 | ||||
| 22,6-22,9 | 20,6-21,0 | 14 | 5/8" | ||||
| 23,6-23,9 | 22,2-22,6 | 1,5 | M24x1,5 | ||||
| 25,6-25,9 | 24,2-24,6 | 1,5 | M26x1,5 | ||||
| 26,1-26,4 | 24,1-24,5 | 14 | 3/4" | ||||
| 26,3-26,7 | 23,7-24,1 | 14 | 3/4" | ||||
| 26;6-26,9 | 24,3-24,7 | 12 | 1,1/16"-12 | ||||
| 29,6-29,9 | 27,4-27,8 | 2 | M30x2 | ||||
| 29,8-30,1 | 27,6-27,9 | 12 | 1,3/16"-12 | ||||
| 29,6-29,9 | 28,2-28,6 | 1,5 | M30x1,5 | ||||
| 32,6-32,9 | 30,5-30,9 | 2 | M33x2 | ||||
| 33,0-33,2 | 30,3-30,8 | 11 | 1" | ||||
| 33,0-33,3 | 30,8-31,2 | 12 | 1,5/16"-12 | ||||
| 32,9-33,4 | 30,3-30,8 | 11,5 | 1" | ||||
| 35,6-35,9 | 33,4-33,8 | 2 | M36x2 | ||||
| 37,6-37,9 | 36,2-36,6 | 1,5 | M38x1,5 | ||||
| 40,9-41,2 | 38,7-39,1 | 12 | 1,5/8"-12 | ||||
| 41,6-41,9 | 39,4-39,8 | 2 | M42x2 | ||||
| 41,5-41,9 | 39,0-39,5 | 11 | 1,1/4" | ||||
| 41,4-42,0 | 39,2-39,6 | 11,5 | 1,1/4" | ||||
| 44,6-44,9 | 42,4-42,8 | 2 | M45x2 | ||||
| 44,6-44,9 | 43,2-43,6 | 1,5 | M45x1,5 | ||||
| 47,3-47,6 | 45,1-45,5 | 12 | 1,7/8"-12 | ||||
| 47,4-47,8 | 44,8-45,3 | 11 | 1,1/2" | ||||
| 47,3-47,9 | 45,1-45,5 | 11,5 | 1,1/2" | ||||
| 51,6-51,9 | 49,4-49,6 | 2 | M52x2 | ||||
| 51,6-51,9 | 50,2-50,6 | 1,5 | M52x1,5 | ||||
| 59,4-59,8 | 56,5-56,8 | 11 | 2" | ||||
| 59,9-60,2 | 56,4-56,7 | 11,5 | 2" | ||||
| 63,3-63,6 | 61,3-61,8 | 12 | 2,1/2"-12 |
⇒Основные стандарты резьбы
⇒Обозначение резьбы
⇒Бланк заказа РВД
вернутся назад
Как измерить резьбу - The Photographers Machinist
Во многих случаях необходимо точное измерение диаметра или резьбы. Сегодня большая часть оборудования стандартизирована, но более старое оборудование и нишевые изделия требуют точных измерений. На этой странице приведены некоторые рекомендации по измерению резьбы.
Сегодня большая часть оборудования стандартизирована, но более старое оборудование и нишевые изделия требуют точных измерений. На этой странице приведены некоторые рекомендации по измерению резьбы.
Метрическая или британская
Измерительная
Метрическая и дюймовая резьба
В настоящее время используются две системы: Британские и Метрические . Большинство объективов и затворов иностранного производства, выпущенных после 1945 года, используют метрическую систему резьбы и измерения. Метрическая резьба определяется как , насколько далеко в миллиметрах она продвигается за один оборот винта . Например, если один оборот фильтра приближает его к объективу на 1 мм, то он называется «M1.0». Это расстояние от одной вершины нити до следующей. Этот номер называется «Питч».
Наиболее популярные метрические резьбы: М. 5, М.75, М.9, М1.0, М 1.25 . Обычная резьба для фильтров среднего размера - M.75. Фильтры диаметром 40,5 и меньше обычно имеют размер M.5.
5, М.75, М.9, М1.0, М 1.25 . Обычная резьба для фильтров среднего размера - M.75. Фильтры диаметром 40,5 и меньше обычно имеют размер M.5.
Имперская резьба определяется по количеству вершин в одном дюйме длины. Они указываются как «Threads per inch», пишется «TPI». Диаметр указывается в «тысячных долях дюйма». Инструкции по измерению
Резьба указана по внешнему диаметру наружной резьбы («Большой диаметр»). Итак, если вы измеряете наружную (наружную) резьбу штангенциркулем и получаете «57,85 мм», то это резьба 58 мм и , если это фильтр, то почти наверняка М.75. Это уточняется: «М-58 Х 0,75». В случае резьбы для фильтров часть «.75» часто опускается, и она называется «Резьба пятьдесят восемь миллиметров».
Чтобы идентифицировать внутреннюю резьбу (например, кольцо фильтра на объективе), сначала сделайте максимально возможное предположение по возрасту и происхождению, чтобы определить, является ли это метрической резьбой, а затем измерьте диаметр внутренней (внутренней) резьбы. Возьмите («Малый диаметр»), затем добавьте номер шага к измерению. Например, если внутренний размер составляет 57,2 мм, добавьте M .75, чтобы получить 57,9 мм.5, что означает «58 мм».
Возьмите («Малый диаметр»), затем добавьте номер шага к измерению. Например, если внутренний размер составляет 57,2 мм, добавьте M .75, чтобы получить 57,9 мм.5, что означает «58 мм».
В имперской системе используются тысячные доли дюйма: Например, монтажная резьба затвора Ilex № 4: «2,495-30» — это то, как это указано (и, вероятно, это означает «Два с половиной на тридцать». ”) Внутренний диаметр считывается путем измерения внутреннего диаметра, в данном случае 2,465″, и добавления соответствующего шага в метрической системе. приближение шага резьбы) получить 2,5-30 по спецификации.
Шаг резьбы можно определить с помощью калибров или известных винтов в качестве калибров (даже если они имеют разный диаметр). Прижмите известный винт к измеряемому, чтобы проверить, подходит ли он. Очень небольшое несоответствие означает, что вы, вероятно, используете неправильную систему измерения. Метрическая система вместо имперской или наоборот. Обычным сюрпризом является найти старые изделия европейского производства, изготовленные по имперской спецификации для американского рынка .
Хотя дюймовая и метрическая резьбы не взаимозаменяемы, для целей идентификации они соответствуют M-.5: 50 витков на дюйм, M-.75: 32 витка на дюйм, M-.9: 30 точек на дюйм, M-1.0: 25 точек на дюйм. Это не обязательно ближайшие имперские эквиваленты, но наиболее близкие обычно используемые имперские резьбы.
В случае с Фототехникой вряд ли вы найдете какую-то тему, кроме упомянутых здесь одиннадцати. Таким образом, цель вашего измерения нити состоит в том, чтобы выяснить, какие из них у вас есть под рукой.
Как измерить размер резьбы
В этом руководстве мы покажем, как измерить размер резьбы для дюймовой и метрической систем измерения.
Общие инструкции
-
Измерьте диаметр винта или размер винта, измерив ширину резьбовой части винта. Это соответствует первой цифре размера резьбы.
 Для дюймов любой диаметр меньше 1/4 дюйма обозначается числом, указаны в таблице ниже (например, 8 соответствует 0,164 дюйма). Для метрических винтов это число миллиметров, которому предшествует буква M (например, M6 соответствует 6 мм).
Для дюймов любой диаметр меньше 1/4 дюйма обозначается числом, указаны в таблице ниже (например, 8 соответствует 0,164 дюйма). Для метрических винтов это число миллиметров, которому предшествует буква M (например, M6 соответствует 6 мм). -
Измерить шаг резьбы . Это соответствует второму числу размера резьбы. Для дюймов это делается путем подсчета количества витков в дюйме. Для метрических винтов это длина в миллиметрах между витками резьбы.
Дюйм
Размеры дюймовой резьбы указаны по диаметру и числу витков на дюйм. Диаметр тоже известен. как размер винта. Для винтов диаметром менее 1/4 дюйма размер винта обозначается значком номер (например, №10 или №10). Например, винт 10-24 имеет диаметр резьбы 0,190 дюйма и 23 витка резьбы на дюйм.
Для винтов диаметром менее 1/4 дюйма размер винта обозначается значком номер (например, №10 или №10). Например, винт 10-24 имеет диаметр резьбы 0,190 дюйма и 23 витка резьбы на дюйм.
| №0 | №1 | №2 | №3 | №4 | №5 | №6 | №8 | №10 | №12 |
|---|---|---|---|---|---|---|---|---|---|
| 0,060" | 0,073" | 0,086" | .
|










