Пайка пп труб температура и время
Температура и время пайки полипропиленовых труб: таблица
Когда собираются водяные коммуникации, состоящие из пластиковых труб, важнейшим параметром становится температура. Она должна иметь определенные значения, позволяющие добиться прочного и надежного соединения.
Сегодня технология разводки трубопроводов из таких материалов предписывает соблюдение определенного температурного режима, а также конкретных временных значений, при выполнении сварочных работ. Если не соблюдать рекомендованные параметры, возможно появление разрыва в узловых местах, значительно ухудшиться движение водяного протока.
Содержание
- 1 Общее влияние температуры при стыковочных работах
- 2 Как сваривать полипропиленовые трубы вручную
- 3 Нюансы выдержки нужного теплового режима
Общее влияние температуры при стыковочных работах
Технологический процесс сварки полипропиленовых труб основан на нагреве материала до нужной температуры. В результате пластмасса начинает размягчаться. При соединении деталей происходит диффузия молекул полипропиленовых молекул. Другими словами, в соединение происходит слияние молекул. Когда материал остынет, образуется крайне прочный стыковой узел.
Прочность свариваемых заготовок находится в прямой зависимости от температурного режима. При недостаточном нагреве, не будет происходит процесс диффузии. Молекулы фитинга и свариваемой трубы просто не в состоянии попасть в совмещаемые области. Сварка получится слабой и не сможет выдерживать больших нагрузок. Пара разорвется, нарушится герметичность стыка.
При перегреве конструкция начнет деформироваться. В результате изменится изначальная геометрия. Внутри детали может произойти образование сильного наплыва в виде большого валика. В результате в месте сварки значительно уменьшится диаметр сечения трубопровода.
Для нормальной пайки полипропиленовых труб, необходимо создать нагрев до температуры 255-265 градусов. Процесс нагрева должен учитывать несколько параметров:
- Диаметр детали.

- Температуру помещения.
- Время нагрева.
Практика показала, что время нагрева и диаметр детали находятся в прямой зависимости.
Температура помещения, в котором происходит пайка также оказывает влияние на этот процесс. Когда паяются детали, при извлечении их с «утюга» или другого нагревательного устройства, происходит пауза перед началом муфтовой стыковки. Чтобы компенсировать остывания при невысокой температуре, пп трубы необходимо нагревать немного дольше. Такое добавочное время находится в пределах 2-3 секунд. Подбор происходит эмпирическим путем.
Необходимо помнить, что если нагревать полипропиленовые трубы на нагревательном аппарате с установкой температуры более 270 градусов, произойдет очень сильный нагрев верхнего слоя детали. Сердцевина не получит достаточного прогрева. При стыковке деталей, толщина сварочной пленки получится очень тонкой.
Как сваривать полипропиленовые трубы вручную
Сварочные гильзы устройства подбираются с учетом диаметра деталей. Затем их вставляют в сварочное зеркало и хорошо закрепляют.
Затем их вставляют в сварочное зеркало и хорошо закрепляют.
Контактные поверхности очищаются от пыли и грязи. Для чистки лучше пользоваться очищающей жидкостью, которую рекомендует изготовитель данного изделия. В такой работе может помочь:
- Хлорэтилен.
- Трихлорэтан.
- Этиловый или Изопропиловый спирт.
Устанавливается определенная температура устройства. Обычно терморезистор должен нагреваться в пределах 250 – 270 градусов. Такое оптимальное значение температуры позволяет достичь правильного соединения.
Когда на термостате наберется нужный тепловой уровень, проверяется температура нагрева сварочного зеркала. Для этого используют специальный термозонд.
Отрезается труба, выдерживая 90 градусов, относительно оси. При необходимости нужно зачистить поверхность и снять фаску. Параметры зачистки, размер глубины фаски берутся из таблицы номер один. Фаску можно снять при зачистке детали или после нее, особым калиброванным инструментом.
Фитинги из полипропилена для раструбной сварки. Глубина зачистки и ширина фаски.
Глубина зачистки и ширина фаски.
На поверхности трубы отмечается глубина вставки «L1» Берется из таблицы 2. Зачистка должна обязательно соответствовать величине глубины вставки.
Глубина вставки L1(мм): максимальная глубина вставки нагретой трубы в стакан фитинга.
На наружную поверхность трубы и свариваемого фитинга наносится продольная метка. Она дает возможность избежать смещения деталей во время соединения.
Поверхность трубы, а также прикладываемого фитинга, должны быть хорошо очищены от масла или грязи. После достижения нужного нагрева сварочного зеркала, труба, совместно с фитингом устанавливается в специальные гильзы. Фитинги должны быть вставлены до упора, свариваемая труба на полную глубину зачистки. Необходимо немного подождать пока детали нагреются.
Затем они быстро извлекаются и вставляются друг в друга. Глубина вставки фитинга должна равняться длине L1, в соответствии с продольными насечками.
Соединенные детали нужно подержать в зафиксированном положении, определенное время, согласно таблице №3. Затем нужно дать время остыть естественным путем. Нельзя охлаждать их с помощью вентилятора или опускать в холодную воду.
Затем нужно дать время остыть естественным путем. Нельзя охлаждать их с помощью вентилятора или опускать в холодную воду.
Время нагрева, сварки и охлаждения
Когда поверхность элементов достаточно охладилась необходимо провести их гидравлическое испытание.
Диапазоны температур при контактной сварке.
Изменении давления и температуры в процессе стыковой сварки приводятся на рисунке ниже:
Нюансы выдержки нужного теплового режима
Рассчитывая будущую схему трубопровода, прикиньте, как будет происходить дальнейший монтаж. Необходимо стремиться получить минимальное расстояние между паяльным аппаратом и местом соединения.
Если расчет будет сделан неверно, а место сварки окажется в недоступном месте, приходится разогревать деталь на значительном удалении от места крепления. При этом возникают большие потери тепла, так как приходится заниматься переносом деталей, чтобы выполнить муфтовый стык. В результате таких неучтенных моментов, возникает сильное ослабление шва.
Очень грубой ошибкой, в результате которой не удается контролировать температуру, является последовательный нагрев заготовок непосредственно перед стыком. Иначе говоря, каждая деталь разогревается отдельно. В результате полностью нарушается температурный режим.
Такой неправильный подход может вызвать сильное остывание детали из-за затраченного времени, необходимой для разогрева. Происходит умышленная потеря тепла. Подобная методика соединения деталей не позволяет правильно выстроить работу и процесс размягчения материала становится непредсказуемым. Пользоваться ею категорически запрещено.
Чтобы осуществлять правильный контроль над температурным режимом, необходимо учитывать несколько критериев:
1.Качество сварочного аппарата для работы с полипропиленовыми изделиями, должно позволять удерживать определенные параметры с минимальной погрешностью.
2. Между сварочным аппаратом и участком соединения, должно быть менее 1.5 метров.
Между сварочным аппаратом и участком соединения, должно быть менее 1.5 метров.
3.Операция должна выполняться в отапливаемом здании.
Похожие статьи:
Как правильно паять полипропиленовые трубы
15 сентября 2019 Ликбез Сделай сам
Детали нагреваются до 260 °C и связываются так сильно, что место соединения оказывается прочнее, чем сама труба.
1. Приготовьте материалы и инструменты
- Трубы;
- фитинги;
- салфетки;
- перчатки;
- паяльник;
- ножницы для труб;
- рулетка;
- карандаш;
- уровень;
- изопропиловый спирт.
2. Составьте схему трубопровода
YouTube‑канал «Ремонт своими руками»Соединение полипропиленовых труб осуществляется довольно просто, но — как и с любой другой конструкцией — перед началом работ желательно подготовить примерную схему монтажа.
Набросайте на бумаге чертёж с расположением точек врезки, запорной арматуры и других нужных деталей. Так вы сможете сразу прикинуть длину труб, а также определить расположение, тип и количество необходимых фитингов.
Поскольку при соединении нагреваются оба конца трубопровода, для удобства монтажа важно, чтобы один из них оставался свободным. Часть труб с фитингами можно собрать на столе, а затем установить в нужном месте, выполнив всего один стык. Всё это поможет предусмотреть схема сборки.
3. Подготовьте паяльник
Вообще, прибор правильно называть «сварочный аппарат». Процесс соединения полипропилена проходит без использования припоя, а значит — это сварка, а не пайка. Мы будем использовать оба термина.
YouTube‑канал «Дважды отец Дмитрий»Установите на платформу паяльника насадки нужного диаметра и зафиксируйте их винтом с помощью ключа. Если работаете с трубами нескольких размеров — используйте дополнительную пару гильз.
Выставьте температуру нагрева на 260 °С и включите прибор в сеть. На нагрев потребуется 10–20 минут. О готовности к работе сообщит светодиодный индикатор. Еще около 5 минут нужно подождать перед сваркой первого стыка.
На нагрев потребуется 10–20 минут. О готовности к работе сообщит светодиодный индикатор. Еще около 5 минут нужно подождать перед сваркой первого стыка.
При нагревании полипропилена выделяются вредные пары и дым, которые лучше не вдыхать. Поэтому во время работы проветривайте помещение.
4. Сделайте разметку
Пока паяльник греется, подготовьте трубу и фитинги. Для качественной сварки они должны входить друг в друга строго на определённую глубину. Недостаточное погружение приведёт к плохому соединению, а чрезмерное — уменьшит или полностью закупорит проходное сечение выдавленным пластиком. Вот рекомендуемые большинством производителей значения для самых распространённых размеров:
Как видите, глубина пайки зависит от диаметра труб и фитингов.
YouTube‑канал FV MianoЧтобы не ошибиться, отмерьте необходимую длину трубы с учётом припуска на стык и поставьте чёрточку карандашом. Затем на нужном расстоянии от этой метки нарисуйте ещё одну черту — она будет служить ориентиром во время сварки.
Например, нам нужно соединить уголок и тройник в системе отопления. Расстояние между ними составляет 270 мм. Для фитингов диаметром 25 мм глубина пайки — 18 мм, значит, добавляем к 270 ещё 36 мм (по 18 с каждой стороны). В итоге получается 306 мм — именно такой кусок трубы надо отсечь.
5. Отрежьте трубу
Для резки полипропилена используются специальные ножницы, которые ещё называют труборезом. Они позволяют легко отсечь толстостенную трубу и получить ровные края без заусенцев.
YouTube‑канал «Сергей Ефимов»Установите ножницы строго перпендикулярно трубе и совместите лезвие с первой меткой. Придерживая трубу одной рукой, второй нажимайте на рукоятки ножниц до тех пор, пока деталь полностью не разрежется.
Важно получить ровный торец, чтобы труба равномерно вошла в фитинг и одинаково спаялась по всему диаметру. Если отрезать косо, то выпирающая часть войдёт слишком глубоко и расплавленный полипропилен выдавится, уменьшив внутренний диаметр фитинга.
Если край получился неровным и позволяет запас, лучше отрезать ещё раз.
Если же длина впритык — подровняйте торец, удалив всё лишнее острым ножом.
6. Обезжирьте детали
Согласно инструкциям всех производителей свариваемые детали полагается обезжиривать для качественного соединения. И хотя многие мастера пренебрегают этим и ограничиваются лишь протиркой труб тряпкой, мы рекомендуем придерживаться технологии.
YouTube‑канал «КаЮТ Компания»Очистите трубы от любых загрязнений. Слейте остатки воды и тщательно протрите салфеткой или туалетной бумагой насухо. Обработайте поверхности фитингов и труб смоченной в изопропиловом спирте тряпочкой.
Этим же спиртом легко стереть все надписи на трубах и придать им более эстетичный вид.
7. Нагрейте трубу и фитинг
При работе с горячим паяльником есть риск получить серьёзные ожоги, поэтому обязательно используйте защитные перчатки. Детали различных размеров нужно греть в течение определённого времени. Чем больше диаметр — тем дольше.
Для надёжного соединения полипропилен важно не перегреть, иначе материал станет текучим, расплавится и перекроет фитинг изнутри.
Вставьте в соответствующие гильзы паяльника сначала фитинг, затем трубу. Проталкивая детали, не проворачивайте их вокруг своей оси и не наклоняйте. Трубу вставляйте на отмеченную ранее глубину, до тех пор, пока расплавленный полипропилен не дойдёт до карандашной чёрточки. Только после этого отсчитайте положенное время.
Все указанные данные справедливы для работ при окружающей температуре около 20 °С. Если в помещении холоднее 5 °С, то время нагрева увеличивается примерно в два раза.
8. Сварите стык
Не проворачивая и не наклоняя, быстро снимите с насадок сначала трубу, а затем фитинг и соедините обе детали в нужном положении относительно друг друга. Не суетитесь, но и не мешкайте — у вас в запасе 4–6 секунд.
YouTube‑канал FV MianoПодержите трубу и фитинг неподвижно около 5 секунд, чтобы стык зафиксировался. В этот момент допускается провернуть соединение не более чем на 10 градусов, чтобы откорректировать его положение.
Полное время остывания, после которого можно нагружать место сварки, составляет от 2 до 4 минут.
Остатки полипропилена с насадки легко удалить бумажной салфеткой, пока паяльник горячий. Если очищать уже остывшие гильзы — есть риск повредить тефлоновое покрытие.
9. Проверьте соединение
YouTube‑канал FV MianoОпределить качество сварки можно по небольшому равномерному наплыву на конце фитинга. Если его нет, то, возможно, стык недогрет и герметичность будет под вопросом. Если наплыв слишком большой — трубу, скорее всего, перегрели, и она оплавилась внутри, частично и полностью перекрыв проходное сечение.
Для тех, кто впервые имеет дело со сваркой полипропилена, не лишним будет сначала попрактиковаться и сварить несколько тренировочных стыков. Учиться лучше на прямых муфтах. В отличие от уголков и других фитингов сложной формы, их легко хорошо осмотреть после пайки не только снаружи, но и изнутри.
Читайте также 🛠🏠
- Как подключить стиральную машину к водопроводу, канализации и электросети
- Как устранить засор без помощи специалиста
- Как выбрать тёплый пол и правильно его смонтировать
- Как установить унитаз своими руками
- Как установить водонагреватель своими руками
What pressure does a polypropylene pipe withstand in pipelines
- A little about polypropylene pipes
- Classification of polypropylene pipes
- Soldering polypropylene pipes
- Soldering process
- Nuances when soldering polypropylene pipes
- Conclusion
Today the pipeline takes очень важное место в нашей жизни. Для его изготовления используются самые разные материалы. Сегодня, благодаря развитию полимерной промышленности, одним из самых используемых материалов является пластик. Он легкий, практичный, прочный и, самое главное, дешевый.
Для его изготовления используются самые разные материалы. Сегодня, благодаря развитию полимерной промышленности, одним из самых используемых материалов является пластик. Он легкий, практичный, прочный и, самое главное, дешевый.
Но у пластика тоже есть свои разновидности, и они сильно отличаются друг от друга. Среди них есть один очень-очень, который называется полипропиленовый. У него лучшее соотношение цена-качество-жизнь. При этом полипропиленовые трубы достаточно просты в монтаже. Естественно, для этой процедуры нужно иметь специальный прибор. Рассмотрим, какую температуру выдерживает полипропиленовая труба, в каких условиях она используется и как монтируется.
Немного о полипропиленовых трубах
С самого начала следует сказать, что заявленный производителем срок службы в 50 лет очень впечатляет, но это состояние сохраняется только при правильных условиях эксплуатации.
Полипропиленовая труба
Однако полипропилен может легко работать при повышенном давлении. Главное, чтобы температура жидкости, транспортируемой по трубам из этого материала, не превышала допустимых норм (желательно, чтобы она была значительно ниже). То же самое можно сказать и о работе при повышенных температурах – трубы выдерживают запредельные нормы, если давление очень низкое.
Главное, чтобы температура жидкости, транспортируемой по трубам из этого материала, не превышала допустимых норм (желательно, чтобы она была значительно ниже). То же самое можно сказать и о работе при повышенных температурах – трубы выдерживают запредельные нормы, если давление очень низкое.
Даже при правильном монтаже полипропиленовых труб это не поможет продлить срок их службы, если эксплуатация проводится в экстремальных условиях. В этом случае срок службы сокращается до 1-5 лет. Но все это никак не связано с использованием в доме полипропиленовых труб, так как здесь все условия абсолютно приемлемы. Если и есть перепады, то кратковременные, и никакого вреда это не приносит.
Итак, рабочая температура полипропиленовых труб варьируется в широких пределах. Все зависит от нескольких параметров, которые указаны в маркировке. Рассмотрим их.
Полипропиленовые трубы в системе отопления
Полипропиленовые трубы в настоящее время являются достаточно популярным материалом для монтажа системы отопления. Они устойчивы к деформации, истиранию, характеризуются низкой кислородопроницаемостью. Кроме того, они отлично выдерживают температуру с минусом, не боятся замерзания воды. Но, при их выборе нужно учитывать следующие моменты:
Они устойчивы к деформации, истиранию, характеризуются низкой кислородопроницаемостью. Кроме того, они отлично выдерживают температуру с минусом, не боятся замерзания воды. Но, при их выборе нужно учитывать следующие моменты:
- Трубы полипропиленовые жесткие, не гнутся. Для создания контуров или поворотов нужно использовать уголки, что не всегда удобно.
- Для полипропиленовых труб фитинги выпускаются с большим поперечным сечением, если сравнивать с фитингами других элементов системы, например, радиаторов. Это обстоятельство негативно сказывается на внешнем виде системы.
- Полипропилен сильно растягивается при нагревании. Если система выполнена открытым способом, то выглядит она некрасиво из-за провисания труб.
- Важно не перегревать трубы при монтаже, так как проход может уменьшиться при вставке труб в фитинги. Такая ошибка монтажа приведет к плохой работе системы отопления.
Не рекомендуется использовать полипропиленовые трубы при обвязке котлов. В котельных часто меняется температура труб, а полипропилен – неподходящий материал для таких условий.
В котельных часто меняется температура труб, а полипропилен – неподходящий материал для таких условий.
Если учесть все негативные моменты, описанные выше, то полипропиленовые трубы для систем отопления являются хорошим вариантом.
Классификация полипропиленовых труб
Чтобы при покупке полипропиленовых труб было меньше вопросов к продавцу, обязательно нужно ориентироваться в их маркировке. На полках можно найти:
- PN10. Эксплуатация таких изделий осуществляется при температуре до +20 градусов Цельсия. Как правило, это холодное водоснабжение. Но в некоторых случаях эта маркировка используется и при монтаже теплых полов. Их температура не должна превышать 45 градусов, а рабочее давление не должно превышать 1 МПа;
Особенности полипропиленовых труб - PN16. Эта маркировка применяется к изделиям, которые предназначены для работы при низких температурах и высоких давлениях. В некоторых случаях его можно использовать в центральном отоплении с пониженным давлением;
- PN20.
 Изделия из этого вида пластика можно назвать поистине универсальными. Могут использоваться как в холодном, так и в горячем водоснабжении при максимальной температуре 80 градусов и давлении до 2 МПа;
Изделия из этого вида пластика можно назвать поистине универсальными. Могут использоваться как в холодном, так и в горячем водоснабжении при максимальной температуре 80 градусов и давлении до 2 МПа; - PN25. Это полипропиленовые трубы для отопления, которые дополнительно армированы. Изделия с такой маркировкой выдерживают достаточно высокие температуры вместе с высоким давлением (до 2,5 МПа). Такие трубы отличаются от металлопластиковых тем, что алюминиевая фольга в них перфорирована и расположена вплотную к стенкам. Это дает возможность скрепить элементы без использования клея.
Пластиковые трубы для канализации: виды, маркировка, монтаж и кое-что еще
История любит давать красивые и емкие названия эпохам - Золотой век, Бронзовый век, Каменный век. Но прошлый век смело можно назвать веком пластика. Он везде — от содержимого сумочки до деталей космических ракет. Он прочный, долговечный и дешевый. Эти качества помогли ему завоевать мир. Пластик пришел в наши квартиры в виде окон, деталей и предметов интерьера, корпусов бытовой техники и многого другого.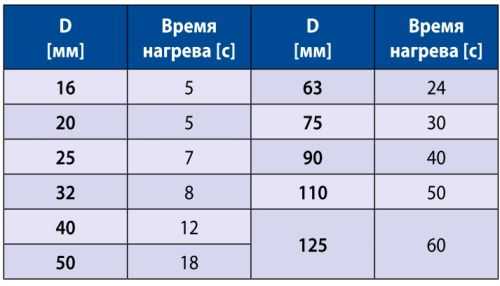 Незаменим при отделке балкона или лоджии, востребован для облицовки ванных комнат, идеален для интерьера кухни в стиле хай-тек и любого другого современного направления дизайна. Можно долго спорить о его недостатках, мол, он токсичен и опасен для здоровья, но пластиковые трубы для канализации в домашней канализации точно на месте и не сказываются негативно на самочувствии человека.
Незаменим при отделке балкона или лоджии, востребован для облицовки ванных комнат, идеален для интерьера кухни в стиле хай-тек и любого другого современного направления дизайна. Можно долго спорить о его недостатках, мол, он токсичен и опасен для здоровья, но пластиковые трубы для канализации в домашней канализации точно на месте и не сказываются негативно на самочувствии человека.
Пятьдесят лет назад все канализационные трубы были исключительно металлическими, в основном чугунными. Сантехники страдали от тяжелых изгибов, коленей и манжет в квартирах и просто мечтали о том дне, когда появятся легкие и удобные материалы. Пластиковые трубы не заставили себя ждать, и теперь мастера работают исключительно с ними.
Канализационная разводка
бывает внутренняя и наружная. Все, что есть в квартире или доме, — это внутренняя канализация, все, что вне дома, — это внешняя система. Соответственно и требования к этим системам разные. Трубы 110 мм используются для разводки наружной канализационной системы и стояков, а трубы 16 – 50 мм – для разводки внутренней системы. В дренажных системах используются трубы огромного диаметра.
В дренажных системах используются трубы огромного диаметра.
На сегодняшний день производство таких видов пластиковых труб
:
- Полиэтиленовые трубы выпускаются ∅ 10 - 1000 мм, их рабочее давление 2,5 - 16 атмосфер. Температурный диапазон от - 40 до + 40°С. Главный их недостаток – низкая термостойкость. Не рекомендуется использовать их в канализационных системах, где есть слив горячей воды.
- Трубы из ПВХ или трубы из ПВХ - лучшие пластиковые трубы для канализации. Выпускаются ∅ 16 - 500 мм, выдерживают температуру до 90°С, при среднем температурном режиме выдерживают давление 6-46 атмосфер. Поливинилхлорид негорюч, долговечен, не электропроводен, устойчив к химическим реагентам. Именно такие трубы устанавливаются на все водопроводные системы в доме, в том числе и в канализацию.
- Трубы полипропиленовые (полибутеновые) способны выдерживать температуру до 100 - 110°С. Эти трубы также применяются в системах горячего и холодного водоснабжения и в системах канализации.
 Выпускаются ∅ 16 - 110 мм, рабочее давление до 20 атм. От предыдущих видов их отличает способ соединения – горячий способ (сварка).
Выпускаются ∅ 16 - 110 мм, рабочее давление до 20 атм. От предыдущих видов их отличает способ соединения – горячий способ (сварка). - Металлополимерные
или PEX-трубы - самые прочные и долговечные пластиковые трубы для канализации. Производятся ∅ 16 - 63 мм. Их легко соединять, резать и гнуть. Это многослойная конструкция, где между двумя слоями полиэтилена находится тонкий слой алюминия. Рабочая температура у них 40 - 95°С. Этот металлический слой повышает прочность трубы и усиливает теплоотражающую и антикоррозионную функцию.
Все пластиковые трубы имеют маркировку
и, зная параметры трубы, вы всегда сможете проконтролировать поставщиков или рабочих, занимающихся ремонтом в вашей квартире, и определить пригодность рабочих параметров трубы, качество и целесообразность приложения для выполнения конкретной нагрузки. Разметка наносится вдоль трубы на наружную поверхность через каждые 0,5 - 1 м. Там же указана длина трубы. Подписанный материал, товарный знак производителя, соответствие стандартам качества, внешний диаметр, указанная толщина стенки. Стоит учесть, что на постсоветском пространстве пластиковые трубы измеряют по внешнему диаметру в сантиметрах, но некоторые иностранные компании поставляют трубы с маркировкой в дюймах. Для того, чтобы перевести их в дюймы, нужно знать, что 16 мм = 3/8″, 20 мм = 1/2″, 25 мм = 3/4″, 63 мм = 2″, 90 мм = 3″, 110 мм = 4″, 125 мм = 5″.
Подписанный материал, товарный знак производителя, соответствие стандартам качества, внешний диаметр, указанная толщина стенки. Стоит учесть, что на постсоветском пространстве пластиковые трубы измеряют по внешнему диаметру в сантиметрах, но некоторые иностранные компании поставляют трубы с маркировкой в дюймах. Для того, чтобы перевести их в дюймы, нужно знать, что 16 мм = 3/8″, 20 мм = 1/2″, 25 мм = 3/4″, 63 мм = 2″, 90 мм = 3″, 110 мм = 4″, 125 мм = 5″.
Монтаж пластиковых труб
канализации
вполне под силу среднему мужчине, знакомому с основами геометрии и правильно поставленным рукам. При обустройстве канализационной системы следует обратить внимание на угол наклона основной канализационной трубы. Именно правильно определенный и выставленный угол наклона влияет на скорость и качество дренажа. Угол наклона трубы кухонной канализации в пределах квартиры принципиального значения не имеет. Но далее, в соответствии со строительными нормами, уклон канализационной трубы по нормам должен быть 2 см на метр для трубы ∅ 100 мм, и 3 см на метр для трубы ∅ 50 мм.
При использовании внутри помещений угол наклона должен удерживать твердые образования сточных вод во взвешенном состоянии, что затрудняет их оседание на стенках трубы. При отсутствии напорной канализации высота заполнения труб стоками должна быть на уровне 0,6 диаметра трубы.
Совершенно очевидно, что для того, чтобы привести в порядок канализационные трубы в квартире или сделать проводку в доме, одних знаний геометрии и пары крепких рук недостаточно, требуется опытный специалист. Чтобы слишком любопытные владельцы не отвлекали мастеров от работы постоянными вопросами и хоть немного понимали, что происходит с их пластиковыми трубами для канализации и нужна эта статья.
Пайка полипропиленовых труб
Для соединения полипропиленовых труб используются специальные раструбы, или муфты. Они выступают своеобразным посредником между несколькими элементами (в некоторых случаях их может быть 4). Соединения могут быть как разъемными, так и неразъемными. Последний тип наиболее распространен, так как в дальнейшем трубы укладываются в стену, куда доступ очень ограничен.
Пайка полипропиленовой трубы
Также стоит отметить, что создание неразъемных соединений дает достаточно хороший результат благодаря самому пластику, который очень легко может образовывать монолит с раструбами или фитингами.
Итак, для пайки пластиковых труб нам обязательно понадобятся следующие элементы:
- трубы одного диаметра; фитинг
- ;
- специальный паяльник с насадками стандартных диаметров.
Для сварки паяльником и создания монолитного соединения необходимо знать температуру плавления полипропиленовых труб. Она лежит в пределах 230-260 градусов. Он выставляется на приборе, после чего нужно подождать 10-20 минут (все зависит от размера насадки). Паяльник нужно предварительно положить на ровную поверхность.
Одна из рекомендаций специалистов – запрет сварки полипропилена при отрицательных температурах окружающей среды. Также следует учитывать, что в жаркий день нагрев элементов и самого пластика осуществляется гораздо быстрее установленных нормативных сроков.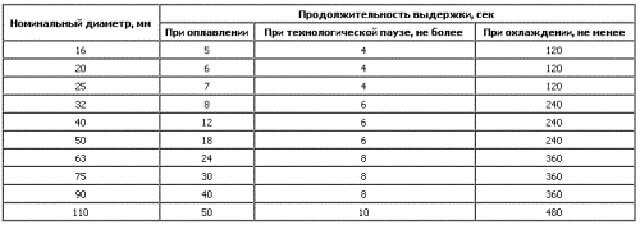
Подготовка полипропиленовой трубы
Пока паяльник разогревается, можно подготовить сами элементы к сварке. Для этого обрежьте край труборезом или обычными ножницами. Желательно делать это под прямым углом. Все соединяемые элементы необходимо очистить от мусора, пыли и грязи, так как они могут в дальнейшем мешать созданию полноценного соединения, провоцируя дальнейшее появление течи.
С помощью специального приспособления снимается верхушка с трубы. Фитинги изготавливаются таким образом, что без такой зачистки труба в них просто не войдет. Итак, труба почищена и паяльник прогрет. Приступаем к созданию подключения. Учтите, что температура нагрева полипропиленовых труб при эксплуатации обязательно должна быть меньше температуры плавления, так как в дальнейшем соединение может просто разойтись.
Какое давление выдерживает полипропиленовый трубопровод?
Изделия из не самого прочного полимерного материала с трудом выдерживают высокие температуры жидкостей. Работа при постоянной температуре 100 градусов значительно сократит срок службы. При температуре воды 130 градусов верхний слой теряет форму и перестает быть надежным, а при 170 градусах сразу расплавится.
Работа при постоянной температуре 100 градусов значительно сократит срок службы. При температуре воды 130 градусов верхний слой теряет форму и перестает быть надежным, а при 170 градусах сразу расплавится.
Тем не менее трубы активно используются для создания водоснабжения. Ведь в жилых домах теплоноситель никогда не бывает ахти. Разработчики утверждают, что при нагреве воды до 75 градусов полипропиленовые конструкции могут прослужить 50 лет. Предельная рабочая температура 95 градусов.
Воздействие на кожух трубопровода осуществляется в течение всего периода эксплуатации. Его значение влияет на сроки отказов пайплайнов (они могут просто треснуть). Давление измеряется в МПа. 1 техническая атмосфера составляет примерно 0,09 МПа. На вопрос, сколько технических атмосфер выдерживает система отопления, отвечаем – до 6 В.
Таблица максимального и рабочей нормы давления в полипропиленовых трубах
При соблюдении норм температуры воды и технических атмосфер система отопления гарантированно прослужит весь заявленный срок, а то и больше.
Чтобы не сомневаться в правильности выбора, следует знать о специальной маркировке, используемой для обозначения значения номинального давления:
- PN10. Труба однослойная предназначена для систем водоснабжения низкого давления (температура - 45 градусов, МПа - 1).
- PN16. Изделие предназначено для систем теплого пола и холодного водоснабжения (температура - 50 градусов, МПа - 1,6).
- PN20. Они производятся в виде армированной многослойной или однослойной конструкции. Применяется для создания системы горячего водоснабжения и индивидуальных систем (температура - 80 градусов, МПа - 2,0).
- PN25. Это армированная многослойная труба, используемая для централизованных систем горячего водоснабжения.
Этот параметр показывает, при каких условиях полипропиленовая конструкция может работать 50 лет. Чем выше номинальное давление, тем больше будет толщина стенки.
Полипропиленовые трубопроводы просты в монтаже (правильный монтаж своими руками). Они обладают низкой теплопроводностью, устойчивы ко всем видам воздействий (химическим и физическим), удобны в транспортировке. Существует несколько типов способов подключения.
Они обладают низкой теплопроводностью, устойчивы ко всем видам воздействий (химическим и физическим), удобны в транспортировке. Существует несколько типов способов подключения.
Полипропилен остро реагирует на перепады температур. Стенки расширяются от перегрева и возвращаются к своим обычным размерам при опускании. Это также может быть преимуществом. Если вода в трубе замерзнет, она не лопнет, а просто изменит свою форму. Таблица температуры.
Процесс пайки
Две подготовленные детали - штуцер и труба укладываются на нагретые сопла. Выдержав их определенное время (для каждого вида труб оно разное), элементы соединяются. Очень важно отметить, что фитинг нагревается изнутри, а труба снаружи. Далее нужно немного повернуть эти элементы относительно друг друга, чтобы расплавленный пластик с двух поверхностей смешался и стал одним целым. Делать это рекомендуется как можно быстрее, пока материал не начал кристаллизоваться. Ну а если все сделать правильно, то получаем неразъемное монолитное соединение.
Специалисты рекомендуют дополнительно выдерживать время остывания и уделять особое внимание тонкостенным элементам.
Все дело в том, что при нагреве и пайке они легко деформируются в течение длительного времени. Поэтому соединения желательно оставить в покое на 20-30 минут (все зависит от температуры окружающей среды).
Нюансы при пайке полипропиленовых труб
При создании неразъемного соединения в первую очередь необходимо знать, какую температуру выдерживает полипропиленовая труба. Это очень важно, так как в дальнейшем при неправильно подобранном материале придется менять непригодную деталь. Помните, что PN10 и 16 рассчитаны на работу при низких температурах (до +20 градусов). PN20 и 25 - для среды с максимальной температурой до +80 (при постоянной подаче) и кратковременно до +120 градусов.
Сварочный аппарат (паяльник) должен быть включен на протяжении всего процесса создания коммуникаций. При этом нагрев деталей необходимо начинать одновременно.
Обязательно соблюдение временных рамок нагрева, так как недогрев чреват созданием ненадежного соединения из-за очень слабой диффузии, а перегрев – полной деформацией края трубы.
Свойства полипропилена
Чтобы знать, какое давление выдерживают полипропиленовые трубы для отопления или водоснабжения, необходимо иметь информацию о необычных свойствах этого материала.
Ввиду особенностей конструкции полипропиленовые трубопроводы сильно реагируют на резкие изменения температуры движущихся по ним жидкостей. При воздействии чрезмерно нагретой воды на трубы они расширяются. При понижении температуры изделия возвращаются в исходное состояние. Иногда такой недостаток становится спасением для общения.
В случае прокладки пластикового трубопровода под землей в уличных условиях его невозможно полностью защитить от мороза. Для большинства автомагистралей замерзание — это катастрофа.
А вот с полипропиленовыми системами все иначе – если в трубах из этого материала вода превращается в лед, ничего страшного с ними не происходит, так как они просто расширяются. После наступления оттепели вода оттаивает, и конструкция принимает исходное положение.
После наступления оттепели вода оттаивает, и конструкция принимает исходное положение.
Независимо от последствий влияния отрицательных температур на состояние труб, замерзание воды в системе явление неприятное, а значит, при монтаже полипропиленового трубопровода на улице его следует закапывать на глубину превышение нормы не менее чем на 20 сантиметров.
При использовании данного трубного изделия в многоэтажных домах необходимо учитывать, сколько атмосфер выдерживает полипропиленовая труба. Дело в том, что в таких домах разница по этому параметру на первом и последнем этажах , но это не здорово. Например, этот показатель между первым и пятым этажами будет всего 177 Па.
Таким образом, получается, что на самом низком этаже многоэтажки давление всегда будет несколько выше, чем на остальных. Разница в давлении не настолько велика, чтобы ощущаться. А вот в небоскребах установлены специальные насосы, призванные стабилизировать давление на всех этажах.
Поиск правильной температуры сварки для вашего проекта по сварке пластмасс — статьи
21.06.2019
У каждого пластика есть набор параметров (температура, давление, время/скорость), при которых его следует сваривать. Однако идеальная температура для нанесения может варьироваться в зависимости от условий окружающей среды. Если вы выполняете сварку в условиях, далеких от идеальных, единственный способ найти идеальную температуру сварки для вашего проекта — это метод проб и ошибок. Если сварка проводится на открытом воздухе, обязательно периодически в течение дня выполняйте пробные сварные швы, чтобы убедиться, что температура установлена правильно, так как окружающая среда может меняться со временем.
Имея это в виду, вот несколько рекомендаций, которые помогут вам сузить начальную температуру в зависимости от свариваемого материала:
| Материал | Темп. | Расход воздуха (л/мин |
| PE-HD | 300 - 320 | 40 - 50 |
| ПП | 305 - 315 | 40 - 50 |
| НПВХ | 330 - 350 | 40 - 50 |
| ПВХ-Х | 340 - 360 | 40 - 50 |
| ПВХ-П | 300 - 370 | 40 - 50 |
| ПММА | 320 - 370 | 40 - 60 |
| ПВДФ | 365 - 385 | 45 - 55 |
 горячего воздуха. (°С)
горячего воздуха. (°С) Сварка другого пластика? См. наши более подробные температурные диаграммы для ручной сварки и экструзионной сварки.
наши более подробные температурные диаграммы для ручной сварки и экструзионной сварки.
Имеются также индикаторы, помогающие определить правильную температуру. Конечным признаком правильной температуры сварки является прочный сварной шов
Индикаторы: температура сварки слишком ВЫСОКАЯ
- Материал обесцвечивается, подгорает или сгорает
- ПП и ПЭ – материал с обеих сторон сварного шва имеет блестящую поверхность
- ПВХ – материал с обеих сторон сварного шва имеет матовую поверхность или коричневый цвет
- Ручная сварка — сварочный стержень полностью сплющен или смазан
- Экструзионная сварка — при исследовании материала в зоне предварительного нагрева перед сварочным аппаратом глубина проплавления значительно превышает 0,5 мм
- Наличие дыма - Дым является признаком слишком высокой температуры сварки
Индикаторы: температура сварки слишком НИЗКАЯ
- Сварной шов легко рвется
- Ручная сварка – сварочный стержень сохраняет большую часть своей первоначальной формы (почти не сплющивается) и не проникает глубоко в основной материал
- Экструзионная сварка — при контроле материала в зоне предварительного нагрева перед сварочным аппаратом проплавление менее 0,5 мм
Индикаторы: Температура сварки ХОРОШАЯ
- ПП и ПЭ – материал с обеих сторон сварного шва матовый
- ПВХ – материал с обеих сторон сварного шва имеет блестящую поверхность
- Ручная сварка — сварочный стержень частично сплющен и может иметь небольшой валик, спускающийся по обеим сторонам сварного шва.

Learn more