Сварка дуговая для начинающих
Ручная сварка для начинающих - самоучитель по сварке
В данный момент необходимость сварочных работ имеется практически в любой отрасли промышленности. И сложно вспомнить хотя бы одну отрасль, где не применялся бы труд сварщика. Сварочные работы проводятся на стройплощадках, в нефтеперерабатывающей промышленности, энергетике, кораблестроении, сельском хозяйстве и т. п.
Легко ли научиться варить? Обучение сварке видео может дать только теоретическую информацию и некоторые навыки, учиться всё же необходимо на своём личном опыте. От сварщика в первую очередь требуется подготовка оборудования и выявление всевозможных неисправностей. В целом же, сварщик должен в совершенстве владеть технологией сварочных работ, начиная от подготовительных работ и заканчивая зачисткой сварочного шва.
Обучение сварочным работам, как показывает практика, не совсем простое. Сложность заключается в том, что изменение любых параметров во время сварки (скорость работы, сила тока, скорость подачи проволоки или электрода, напряжение и т. п.) может отрицательно сказаться на итоговом результате.
Профессиональные же сварщики знают, как обращаться с различными видами металла (стали, сплавы, цветные металлы) и с помощью ручной дуговой сварки могут сваривать любые самые сложные металлоконструкции.
Как научиться варить ручной электросваркой?
Если нет желания или возможности проходить обучение в профессионально-технических училищах, можно научиться варить сваркой, видео или печатная информация помогут в этом. Ведь самое главное – разобраться, как правильно пользоваться ручной электросваркой и научиться основным приёмам работы.
Прежде всего, начинающему сварщику понадобится сварочный аппарат и электроды. Электродов желательно купить как можно больше (для начинающих лучше использовать электроды диаметром 3 мм), так как их будет испорчено достаточное количество до тех пор, пока начнёт получаться.
Сварка самоучитель – ход выполнения работ:
- Заранее необходимо подготовить ведро воды, так как даже небольшие остатки электрода могут вызвать воспламенение.

- Необходимо закрепить зажим с заземлением на свариваемой детали.
- Проверить, чтобы кабель был надёжно вставлен в держатель и хорошо изолирован.
- Выставить значение силы тока на панели управления сварочного аппарата (мощность тока должна соответствовать диаметру применяемого электрода).
- Пробовать зажечь дугу, установив электрод под углом примерно 60о к изделию.
- Провести электродом медленно по поверхности, а после того, как появится искра, необходимо приподнять электрод примерно на 5 мм от поверхности металла.
- Зазор в 5 мм нужно держать на протяжении всего времени сварочных работ.
ВАЖНО: нужно стараться получить устойчивую дугу в 3-5 мм между концом электрода и металлическим изделием. Если не удаётся зажечь дугу в 2-3 мм, можно попробовать увеличить силу тока на панели управления сварочного агрегата.
Сварка обучающее видео также может помочь научиться наплавлять валик. Дугу при этом нужно плавно перемещать по горизонтали с помощью колебательных движений. Если получится расплавленный металл всё время направлять в центр дуги, то должен получиться в итоге красивый ровный шов.
Если получится расплавленный металл всё время направлять в центр дуги, то должен получиться в итоге красивый ровный шов.
Технология ручной дуговой сварки
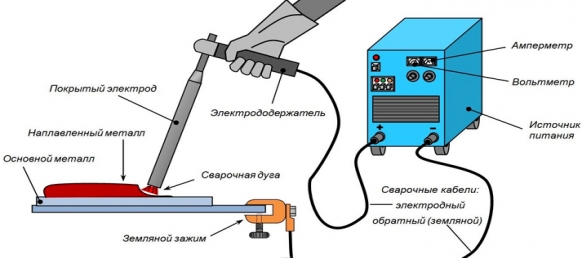
Благодаря поступлению сварочного тока от источника питания к электроду, образуется электрическая дуга. Ручная сварка для начинающих может происходить как с подключением положительного полюса к изделию, так и с подключением отрицательного.
Металлический стержень электрода за счёт действия электрической дуги плавится, и электродный металл, покрытый шлаком, попадает в сварочную ванну, после чего происходит его смешивание с металлом изделия. Так происходит образование сварочного шва.
Величина сварочной ванны обычно составляет 10-30 мм в длину, 8-15 мм в ширину и до 6 мм в глубину. Так как мы только учимся сварке, то такой разброс в значениях объясняется разными показателями: скоростью перемещения дуги на поверхности металла, конструкцией сварного изделия, выбранного режима сварки, формой и размерами кромок и т.
п.
Обучение сварке (видео) объясняет, куда девается воздух при плавлении электрода. Около дуги и над сварочной ванной образуется газовая атмосфера, из которой впоследствии и вытесняется воздух из сварочной зоны. После удаления сварочной дуги от ванны металл начинает кристаллизироваться, после чего образуется шов, а его поверхность покрывается застывшим шлаком.
Преимущества и недостатки ручной дуговой сварки
Преимущества:
- простота, лёгкая транспортабельность сварки;
- возможность исполнения сварочных работ в труднодоступных местах;
- возможность быстрого перехода от одной операции к другой;
- возможность сварки практически в любом пространственном положении;
- возможность сварки любых разновидностей сталей.
Недостатки:
- низкий уровень производительности и КПД;
- вредные условия сварочного процесса;
- зависимость качества шва от навыков сварщика.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Как варить сваркой электродами для начинающих
В гараже, на даче, в частном доме что-то да приходится подварить. Для таких задач совсем не обязательно заканчивать курсы сварщиков — достаточно иметь бытовой сварочный аппарат, средства защиты, расходные материалы и немного потренироваться. Рассказываем, как правильно сваривать металл электродами начинающим и каких ошибок избегать при этом.
В этой статье:
- Виды электросварки
- Технология ручной дуговой сварки
- Как самостоятельно научиться варить электросваркой
- Основные ошибки
- Советы начинающему сварщику
Виды электросварки
Все виды электросварки заключаются в возбуждении электрической дуги между двумя концами разной полярности.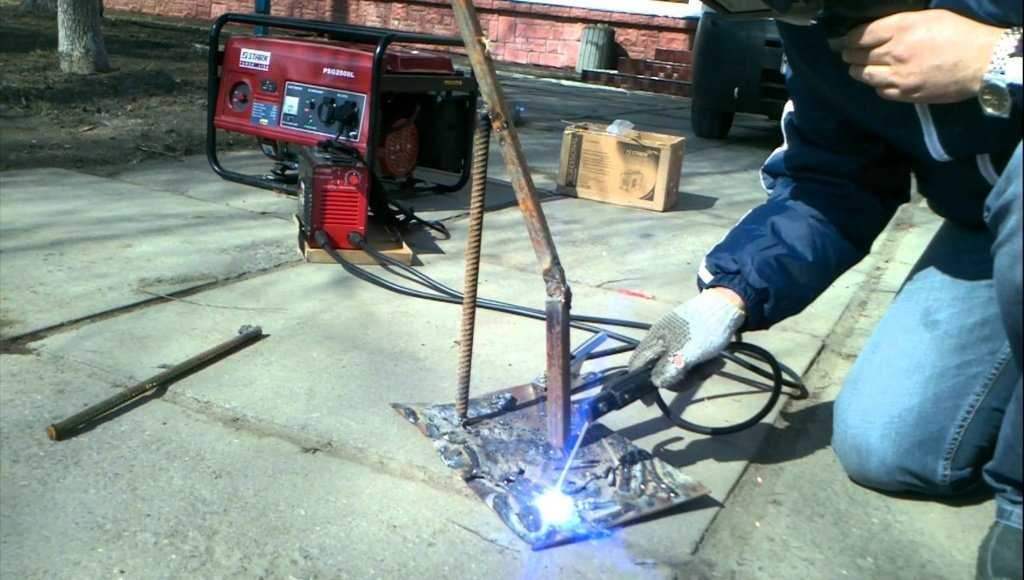 При этом выделяется температура до 5000 градусов, которая плавит основной металл и присадочный, образуя сварное соединение.
При этом выделяется температура до 5000 градусов, которая плавит основной металл и присадочный, образуя сварное соединение.
Электросварку можно выполнять сварочным трансформатором. У него простейшая конструкция из первичной и вторичной обмотки, за счет которых напряжение понижается до безопасных значений, а сила тока возрастает. Трансформаторы варят переменным током, сильно гудят, дуга трещит и плюется. Шов может получиться неравномерным по ширине, высоте, глубине провара. При работе трансформатором нередко просаживается напряжение во всей сети, чем можно вызвать негодование соседей.
Электросварка при помощи инвертора выполняется на постоянном токе, у которого предварительно была повышена частота (еще на стадии переменного), а затем ток был выпрямлен. Это обеспечивает:
Инверторы компактнее по размерам чем трансформаторы и меньше садят сеть. Есть модели на 220 и 380 V. Новичку лучше начинать варить инвертором РДС (ручной дуговой сварки). Такие аппараты еще называются инверторы ММА. Хороший выбор оборудования под разные задачи можно посмотреть в разделе - Аппараты ручной дуговой сварки (MMA).
Есть модели на 220 и 380 V. Новичку лучше начинать варить инвертором РДС (ручной дуговой сварки). Такие аппараты еще называются инверторы ММА. Хороший выбор оборудования под разные задачи можно посмотреть в разделе - Аппараты ручной дуговой сварки (MMA).
Сварка полуавтоматом или вольфрамовым электродом тоже построена на плавлении металла электрической дугой, но тут задействуются другие способы защиты сварочной ванны и методы передачи присадочного металла.
Технология ручной дуговой сварки
Для РДС сварки подается ток от аппарата на рабочие кабеля. Кабель массы присоединяется к изделию, а в руках у сварщика остается кабель с электрододержателем. От температуры дуги кромки стыка расплавляются.
Чтобы увеличить количество металла в шве, используют плавящиеся электроды. По мере их сгорания жидкий металл переносится на изделие. Защита сварочной ванны от внешней среды осуществляется благодаря обмазке электрода. Сгорая, она образует плотное облако дыма, изолирующее расплавленный металл от контакта с воздухом. После остывания поверх шва остается тонкая шлаковая корочка. Она задерживает теплообмен, содействует плавному остыванию, укреплению шва. Ее отбивают специальным молотком-шлакоотделителем, чтобы визуально оценить качество соединения.
После остывания поверх шва остается тонкая шлаковая корочка. Она задерживает теплообмен, содействует плавному остыванию, укреплению шва. Ее отбивают специальным молотком-шлакоотделителем, чтобы визуально оценить качество соединения.
Шов формируется благодаря специальным движениям электродом. Если правильно все освоить, соединения будут равномерными по толщине и высоте, а также с нужной глубиной провара.
Как самостоятельно научиться варить электросваркой
Чтобы научиться варить ручной дуговой сваркой, потребуется собрать комплект оборудования, обзавестись индивидуальными средствами защиты, правильно настроить аппарат и освоить ряд движений.
Что нужно для работы
Сварочные аппараты
Приспособления для сварки
Сварочные электроды
Средства защиты сварщика
Настраиваем правильно аппарат и выбираем электрод
Во многом качество шва зависит от правильности настроек аппарата.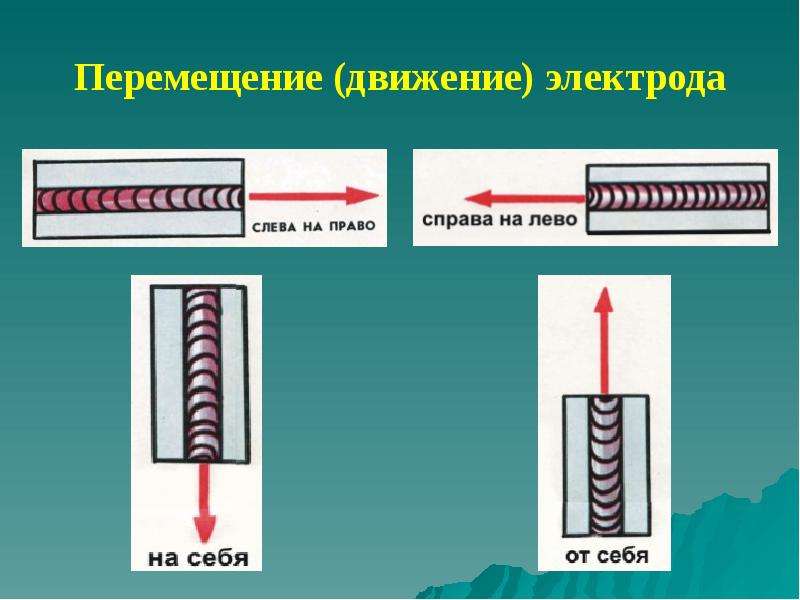 Если выбрать слишком слабый ток, основной металл не проплавится, присадочный останется на поверхности, стык получится хрупким, не герметичным. Слишком большая сила тока приводит к подрезам, прожиганию, дугу трудно контролировать.
Если выбрать слишком слабый ток, основной металл не проплавится, присадочный останется на поверхности, стык получится хрупким, не герметичным. Слишком большая сила тока приводит к подрезам, прожиганию, дугу трудно контролировать.
Предлагаем сохранить таблицу настроек сварочного аппарата для ручной дуговой сварки. Характеристики приведены для работы в нижнем положении.
| Толщина металла, мм | Диаметр электрода, мм | Сила тока, А |
|---|---|---|
| 1-2 | 1.6 | 25-60 |
| 3 | 2-3 | 60-120 |
| 4 | 3 | 120-160 |
| 5-6 | 4 | 160-200 |
Как подключать электрод
Когда диаметр электрода и сила тока выбраны, можно включить аппарат и вставить электрод в электрододержатель. Последний может быть двух типов: пружинный и винтовой. Пружинный имеет нажимную лапку, на которую сварщик давит большим пальцем, а второй рукой вставляет электрод. Винтовой оснащен отверстием для вставки расходника и прижимным болтом. Пружинные держатели позволяют быстрее сменить электрод и помогут сэкономить время при объемных сварочных работах.
Последний может быть двух типов: пружинный и винтовой. Пружинный имеет нажимную лапку, на которую сварщик давит большим пальцем, а второй рукой вставляет электрод. Винтовой оснащен отверстием для вставки расходника и прижимным болтом. Пружинные держатели позволяют быстрее сменить электрод и помогут сэкономить время при объемных сварочных работах.
Применять самодельные электрододержатели в виде подпружиненного трезубца не советуем. Они опасны с точки зрения ТБ (Техника Безопасности), а оголенная токоведущая часть будет постоянно случайно касаться изделия, мешая процессу.
Для сварки в нижнем положении установите электрод под прямым углом относительно держателя. Если планируете варить вертикал или потолок, разместите электрод еще на 45 градусов от себя — так меньше придется сгибать запястье.
Подключаем кабеля к инвертору
Кабель массы и кабель электрододержателя имеют одинаковые разъемы для подключения к аппарату. Если предстоит сваривать толстый металл 5-6 мм, присоединяйте держатель к плюсу. Тогда тепло будет концентрироваться на изделии, увеличится глубина провара.
Тогда тепло будет концентрироваться на изделии, увеличится глубина провара.
Когда требуется сварка тонкого металла, нужна обратная полярность — вставьте держатель в клемму со знаком "минус". Это уменьшит тепловложение, но варить придется быстро, поскольку кончик электрода начнет перегреваться.
Начало сварки: зажигаем дугу
Когда все собрано и подключено, надев маску, можно начинать розжигать электрическую дугу. Используйте для тренировки черновой кусок металла. Возбуждение дуги осуществляется постукиванием по поверхности или чирканьем о нее, как спичкой.
Новый электрод имеет оголенный кончик и зажигается достаточно быстро. Электрод, которым уже варили, если он успел остыть, поджигается труднее, поскольку у него на конце образовался "козырек" из обмазки. Нужно ударить 3-4 раза, чтобы ее отбить. Но не перестарайтесь, иначе без обмазки стержень начнет прилипать к изделию.
Наклон электрода
Когда дуга загорелась, не паникуйте.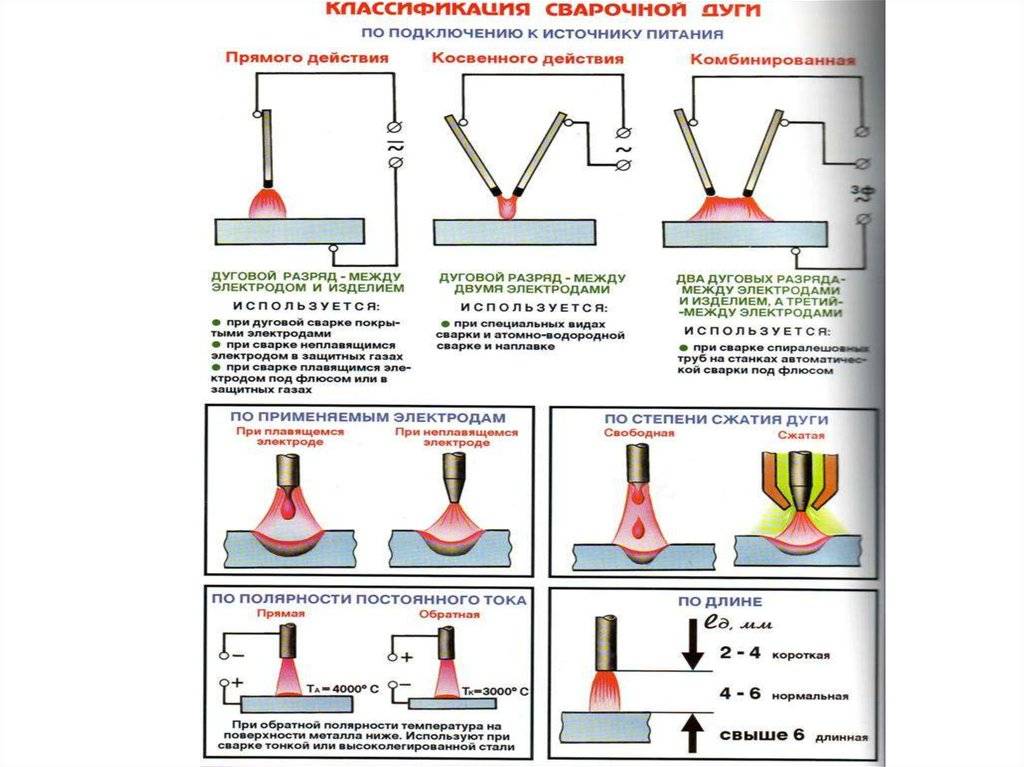 Привыкните к специфическому свету. Ваша задача — сперва научиться держать зазор между электродом и изделием в пределах 3-5 мм. Не пытайтесь сразу варить стык. Просто учитесь держать дугу, чтобы она не тухла (при чрезмерном удалении) и электрод не прилипал (при чрезмерном приближении).
Привыкните к специфическому свету. Ваша задача — сперва научиться держать зазор между электродом и изделием в пределах 3-5 мм. Не пытайтесь сразу варить стык. Просто учитесь держать дугу, чтобы она не тухла (при чрезмерном удалении) и электрод не прилипал (при чрезмерном приближении).
Задача осложняется тем, что длина плавящегося электрода постоянно укорачивается, поэтому приходится приближать руку к изделию. "Твердая рука" приходит со временем, поэтому придется спалить не один электрод, прежде чем привыкните.
Когда уже освоили удержание электрической дуги, можно переходить к сварке. Прежде всего держите правильно электрод. Обычно варят, наклонив его на себя в пределах 30-60º. Некоторые сварщики выбирают оптимальное положение наклона 45º. Сварка углом назад обеспечивают хорошую видимость сварочной ванны, металл прогревается глубже. Сварка углом вперед (когда шов ведут от себя) содействует уменьшению прогрева. Это подойдет для соединения тонких металлов 1-2 мм.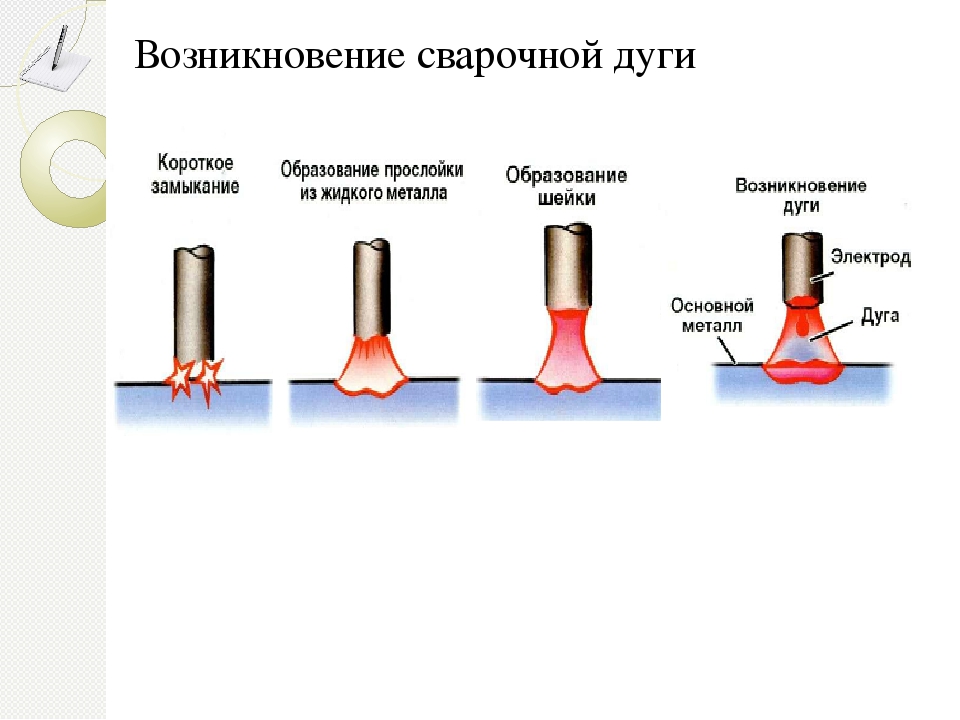
Варить можно справа-налево или слева-направо, наклоняя электрод по разные стороны сварочной ванны. Здесь все зависит от доступа к месту соединения.
Движения электрода
На тонких металлах 1-2 мм, где две стороны плотно приставлены друг ко другу, никаких дополнительных движений не требуется. Возбуждается дуга, электрод выставляется на начало стыка, и медленно ведется вдоль линии соединения. Шов получится узкий, чешуйчатый.
На толстых металлах предусматривают зазор 1-2 мм, чтобы жидкий металл проник глубже. Если толщина пластины свыше 5 мм, необходима разделка кромок под углом 45 градусов. Тогда первый шов (называется корневой) прокладывается без дополнительных движений. А последующие нужны для заполнения ширины и требуют поперечных колебательных манипуляций. Это могут быть движения:
В идеале располагать деталь под небольшим наклоном, чтобы жидкий шлак не затекал в сварочную ванну. Если такой возможности нет, периодически делайте резкое движение кончиком электрода в сторону, откидывая шлак. Иначе возникнут непровары.
Если такой возможности нет, периодически делайте резкое движение кончиком электрода в сторону, откидывая шлак. Иначе возникнут непровары.
Основные ошибки
Рассмотрим основные ошибки, которые допускают новички при сварке РДС:
 (хоть и очень хочется проверить качество соединения). Дайте ему немного остыть. Так Вы не повредите шов, а отлетевший горячий шлак, попавший на кожу, не причинит ожога.
(хоть и очень хочется проверить качество соединения). Дайте ему немного остыть. Так Вы не повредите шов, а отлетевший горячий шлак, попавший на кожу, не причинит ожога. Советы начинающему сварщику
В конце дадим ряд советов новичкам, чтобы варить было легче. Перед наложением шва две стороны изделия обязательно фиксируются между собой прихватками. В зависимости от размеров стыка потребуется от 2-х и более точек, с расстоянием между собой 8-25 см. Это необходимо, чтобы стороны на разошлись от термического расширения, когда Вы начнете варить с одного края.
Сварка тонкого металла 1 мм электродом возможна, но потребует тренировки. Самая частая проблема — прожоги. Установите силу тока 30-40 А и вставьте электрод диаметром 1.6 мм. Под изделие подложите медную или графитовую подложку. Она не даст разогретому металлу провалиться и не прилипнет к нему. Ведите сварку не сплошной дугой, а прерывистой (отрывайте кончик электрода каждые 1-2 секунды от поверхности, чтобы дуга погасла). Это позволит металлу немного остыть и сократит прожоги.
Это позволит металлу немного остыть и сократит прожоги.
Источник видео: Aurora Online Channel
Чтобы не стучать по чистовому изделию для распаливания электрода, имейте под рукой черновую заготовку. Распалите электрод на ней и сразу переходите на стык для соединения. Тогда меньше придется зачищать следы от сварки на изделии.
Новичку легче научиться варить, если аппарат обладает функцией "Антиприлипание". Когда электрод касается изделия, сварочный ток отключается. Не нужно тянуть держатель влево и вправо, пытаясь отломать расходник. С функцией "Форсаж" удобно варить тонкие металлы. При маленьком токе длина дуги короткая. Когда аппарат "чувствует", что дуга вот-вот погаснет, он на мгновение повышает сварочный ток. Функция "Горячий старт" обеспечит быстрый поджиг электрода без многочисленных постукиваний. Это актуально, если работы ведутся на ржавом металле. Тогда не придется предварительно много зачищать.
Функция "Горячий старт" обеспечит быстрый поджиг электрода без многочисленных постукиваний. Это актуально, если работы ведутся на ржавом металле. Тогда не придется предварительно много зачищать.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Сварка для начинающих: Полное руководство
Сварщики несут ответственность за ремонт конструкций в любых сложных условиях, будь то под водой или в открытом космосе.
Независимо от того, являетесь ли вы сварщиком-самоучкой или заинтересованы в карьере сварщика, вы можете начать работу с этого исчерпывающего руководства по сварке.
Что такое сварка?
Сварка представляет собой простой процесс соединения двух кусков металла с расплавленным материалом. Как бы просто это ни звучало, это влечет за собой использование различных методов сварки.
Наиболее распространенным классом сварки является дуговая сварка. Дуговая сварка является самой простой формой сварки, и с нее должны начинать все новички.
Дуговая сварка является самой простой формой сварки, и с нее должны начинать все новички.
Поскольку дуговая сварка является отдельной категорией, она охватывает ряд методов сварки, таких как сварка электродом, сварка металлом в среде инертного газа и сварка вольфрамовым электродом в среде инертного газа. Эти способы сварки удобны и широко используются в промышленности.
Вот подробное описание этих методов сварки.
Сварка электродом
Сварка электродом также называется дуговой сваркой защищенным металлом или SMAW. Это один из старейших и широко используемых методов сварки из-за его простоты. В отличие от сварки TIG и MIG, при которой используются газовые баллоны, на нее не влияет ветер. Это делает его популярным выбором для сварки на открытом воздухе.
Основы сварки электродом
Сварщики выполняют электродуговую сварку, создавая электрическую дугу между заготовкой и металлическим электродом. Электрический ток, проходящий через электрод, расплавляет его, так что на заготовке образуется сварочная ванна. Электрод имеет плавящееся флюсовое покрытие, защищающее сварочную ванну от коррозии и загрязнения из окружающей среды. Это похоже на то, как защитный газ защищает сварной шов при сварке TIG и MIG.
Электрод имеет плавящееся флюсовое покрытие, защищающее сварочную ванну от коррозии и загрязнения из окружающей среды. Это похоже на то, как защитный газ защищает сварной шов при сварке TIG и MIG.
Флюс плавится, образуя слой шлака поверх сварного шва. Этот защитный слой следует снять после остывания сварного шва.
Преимущества сварки электродом
Ниже перечислены основные преимущества сварки электродом.
- Этот метод сварки является портативным. Сварку стержнем можно выполнять на относительно толстых металлических участках. Оборудование не особенно тяжелое; следовательно, его можно легко транспортировать в разные места. Нет необходимости в механизме подачи проволоки или любом другом дополнительном оборудовании, таком как газовый баллон.
- Сварка электродом является одним из наиболее подходящих вариантов для сварки на открытом воздухе. Сварка газом невозможна на открытом воздухе, особенно при сильном ветре.
- Несмотря на то, что научиться этому легче, чем сварке TIG, освоение сварки электродами требует определенного уровня практики.

- Сварку электродом можно выполнять, даже если поверхность не идеально чистая. Это можно сделать на металлических поверхностях, имеющих ржавчину или прокатную окалину.
Недостатки
- Сварка электродом
- требует более высокого уровня навыков по сравнению со сваркой MIG , поскольку электрод должен находиться на определенном расстоянии от заготовки во время ее плавления.
- При сварке электродом образуется много шлака и брызг, что может затруднить процесс.
- Возможно снижение эффективности из-за необходимости очистки от шлака.
- Сварной шов не такой надежный и качественный, как сварка TIG.
Оборудование для обеспечения безопасности
Перед сваркой помните, что самое главное — это ваша личная безопасность. Этому следует отдать более высокий приоритет, чем чему-либо другому.
Для любого сварочного оборудования, которое вы развернули, вы всегда должны обращаться к руководству пользователя перед его использованием. Полностью соблюдайте инструкции по технике безопасности, предоставленные производителем оборудования.
Полностью соблюдайте инструкции по технике безопасности, предоставленные производителем оборудования.
Вы должны иметь под рукой подходящее защитное оборудование для защиты от ультрафиолетовых лучей, тепла и искр, образующихся при дуговом разряде. Обязательно защитите свое тело одеждой с длинными рукавами из огнестойкого материала. Наденьте защитные очки и шлем для защиты глаз и головы.
При сварке электродами флюс выделяет тяжелые пары. Следовательно, в любом месте, где вы выполняете сварочные работы, должна быть обеспечена достаточная вентиляция. Если вы выполняете сварку на открытом воздухе, вам не нужно слишком беспокоиться о вентиляции.
Но в закрытых помещениях надлежащая вентиляция является важной мерой безопасности. Вы должны развернуть вытяжку, чтобы она вытягивала пары из окружающей среды.
Сварочное оборудование
Если вы новичок, вы можете использовать универсальный сварочный аппарат. Это позволит вам попрактиковаться в различных методах сварки, таких как дуговая сварка, TIG и MIG.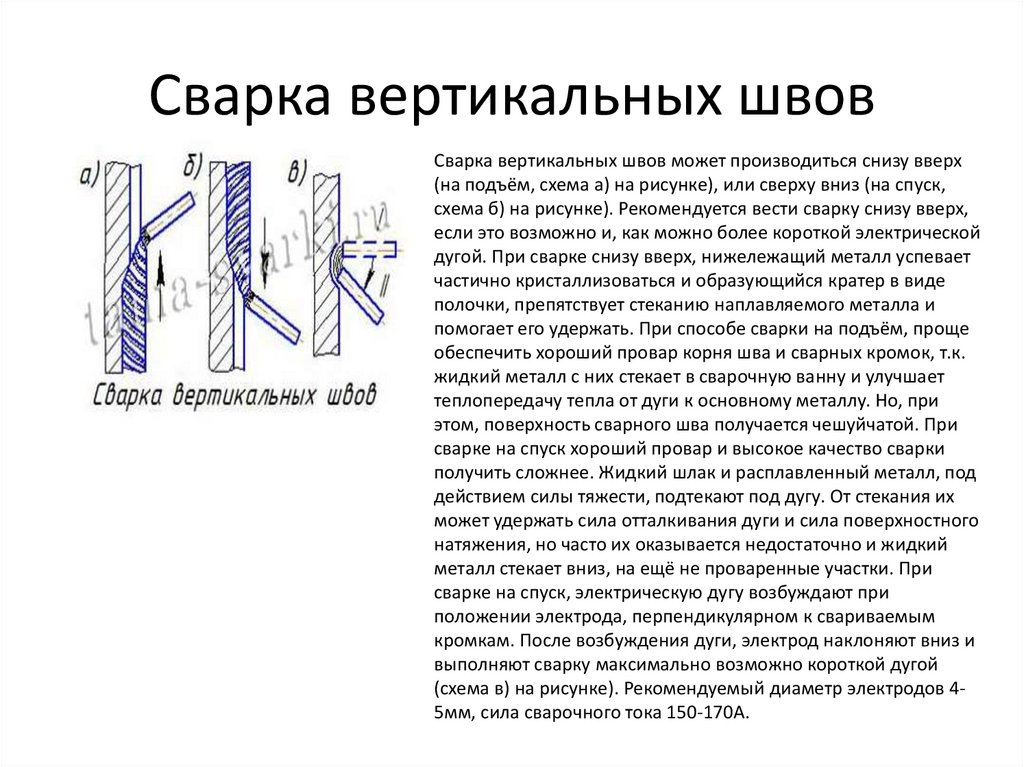 Вы также можете купить специальный сварочный аппарат, который будет намного экономичнее.
Вы также можете купить специальный сварочный аппарат, который будет намного экономичнее.
Зажим заземления
Заземляющий зажим также доступен со сварочным аппаратом. Вы должны подключить зажим заземления к сварочному аппарату и зажать его на свариваемом металлическом участке.
Удаление шлака
Сварка электродами покроет заготовку шлаком, который необходимо удалить, когда свариваемая часть достаточно остынет. Вы можете отколоть затвердевший шлак с помощью шлаковой крошки и молотка.
Для получения более качественной поверхности можно очистить сварную часть, где был снят шлак, проволочной щеткой.
Выбор подходящего электрода
На рынке представлено множество электродов для стержневой сварки. Вы должны выбрать наиболее подходящий электрод в соответствии с потребностями вашего проекта. Некоторые из наиболее часто используемых сварочных электродов включают 7018, 7024, 7014, 6013, 6012, 6011 и 6010.
Если вы свариваете мягкую сталь, вы можете использовать любой стержневой электрод E70 или E60. Модель 6013 — прекрасный вариант для начинающих, хотя модель 7018 чрезвычайно популярна из-за прочности при сварке.
Модель 6013 — прекрасный вариант для начинающих, хотя модель 7018 чрезвычайно популярна из-за прочности при сварке.
Чтобы понять, какой сварочный электрод вам нужен, вы должны знать, что означают 4 цифры.
Первые 2 цифры указывают наименьшую прочность на растяжение. Например, электрод, который начинается с цифры 60, означает, что его прочность на растяжение составляет 60 000 фунтов на квадратный дюйм. Это число должно соответствовать прочностным характеристикам основного материала.
Цифра 3 rd указывает позиции, для которых можно использовать сварочный электрод. Номер один означает, что электрод можно использовать в любом положении. Цифра 2 означает, что электрод следует использовать только в горизонтальном положении.
Цифра 4 th указывает ток, который можно использовать для электрода, а также покрытие электрода. Вот расшифровка цифр. За цифрами следует тип покрытия. В скобках указан вид сварочного тока.
0 – целлюлоза натрия (дцеп)
1 – целлюлоза калия (дцен, дцеп, ац)
2 – двуокись титана натрия (дцен, ац)
3 – двуокись титана калия (дцен, ац)
4 – порошок железа титания (dcen, dcep, ac)
5 – натрий низководородный (dcep)
6 – калий маловодородный (dcep, ac)
7 – порошок железа оксид железа (dcep, ac)
8 – порошок железа низководородный (dcen, dcep, ac)
Устройство для сварки электродом
Настройка сварочного аппарата представляет собой довольно простую задачу, так как само оборудование довольно простое по сравнению с другими типами сварочных аппаратов.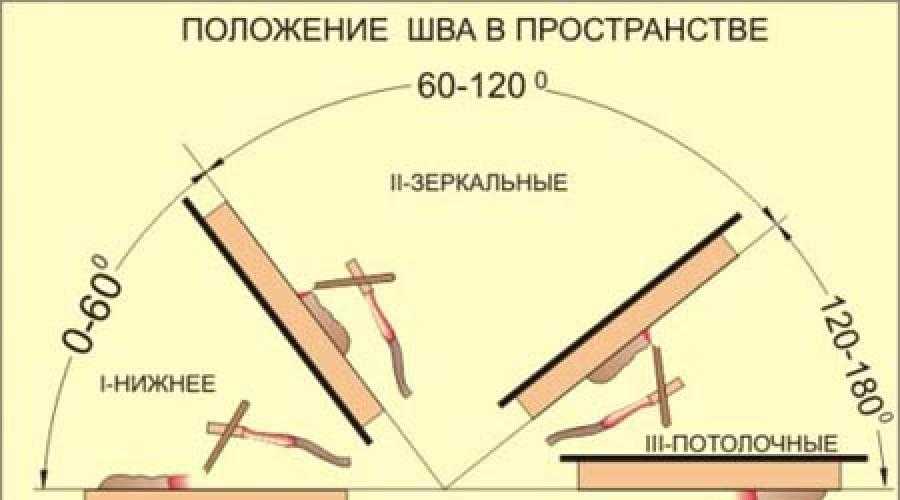 Имейте в виду, что на настройки полярности влияет тип электрода, который вы используете для проекта. Всегда дважды проверяйте, задействованы ли DC+/DC-/AC.
Имейте в виду, что на настройки полярности влияет тип электрода, который вы используете для проекта. Всегда дважды проверяйте, задействованы ли DC+/DC-/AC.
Для практики вы можете начать с 6013 электродов, используя дцен на стальной пластине толщиной около 3/16 дюйма.
Нанесение первого сварного шва
После того, как вы настроили сварочный аппарат в соответствии с руководством пользователя, пора начинать сварку. Дважды проверьте, чтобы убедиться, что все настройки верны. Как только это будет сделано, вы можете разместить несколько кусков металлолома толщиной 3/16 дюйма, чтобы создать стыковой сварной шов.
Поскольку сварка стержнем требует определенных навыков, настоятельно рекомендуется сначала попрактиковаться на стальном ломе, а затем перейти к сварочным работам. Продолжайте практиковаться, пока не освоитесь и не почувствуете уверенность в сварке электродом.
Поджигание электрода для создания дуги часто является самой сложной частью процесса.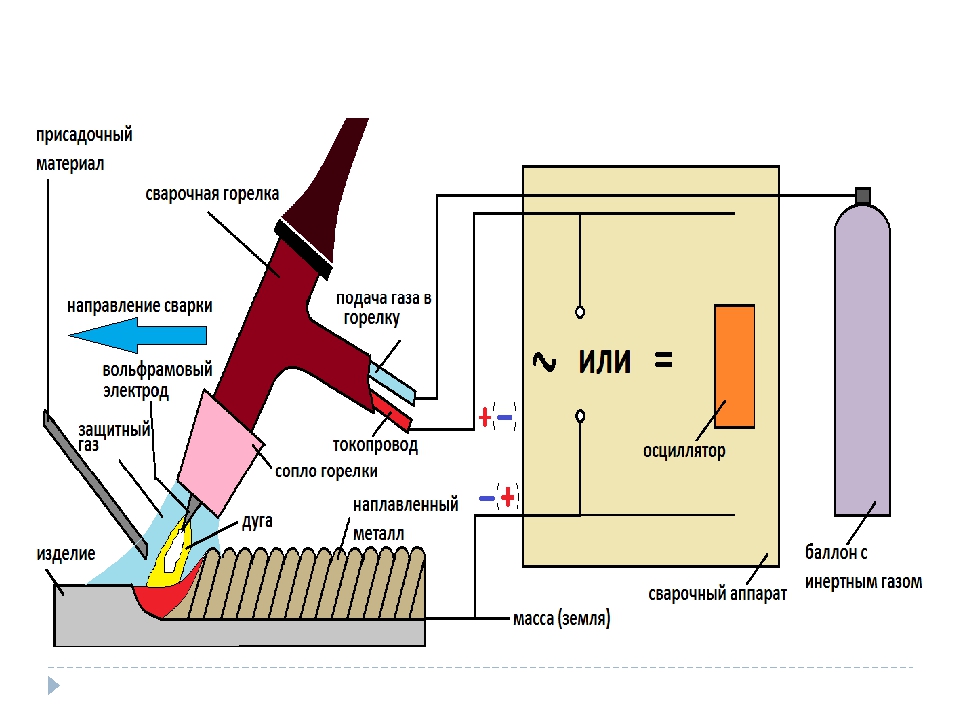 Вы можете освоить этот шаг с большим количеством практики. В остальном процесс сварки достаточно прост.
Вы можете освоить этот шаг с большим количеством практики. В остальном процесс сварки достаточно прост.
Сварка МИГ
Сварка МИГ также известна как дуговая сварка металлическим газом или GMAW. Сам МиГ расшифровывается как металлический инертный газ.
Сварка MIG очень популярна, потому что это самая простая процедура сварки для начинающих. Он хорошо подходит для сварки автозапчастей и ремонта дома. Сварка MIG часто используется для соединения низколегированных сталей.
При сварке MIG дуга создается между проволочным электродом и металлической заготовкой. Это постепенно расплавляет проволочный электрод, который используется для создания сварного соединения.
Вы можете легко и точно подавать проволочный электрод с помощью электродного пистолета, который соединен со сварочным аппаратом MIG. Кроме того, горелка MIG подает контролируемое количество защитного газа для защиты сварочной ванны от загрязнения.
Преимущества сварки MIG
Производительность
Одним из самых больших преимуществ сварки MIG, помимо простоты использования, является высокая производительность и низкие затраты на очистку.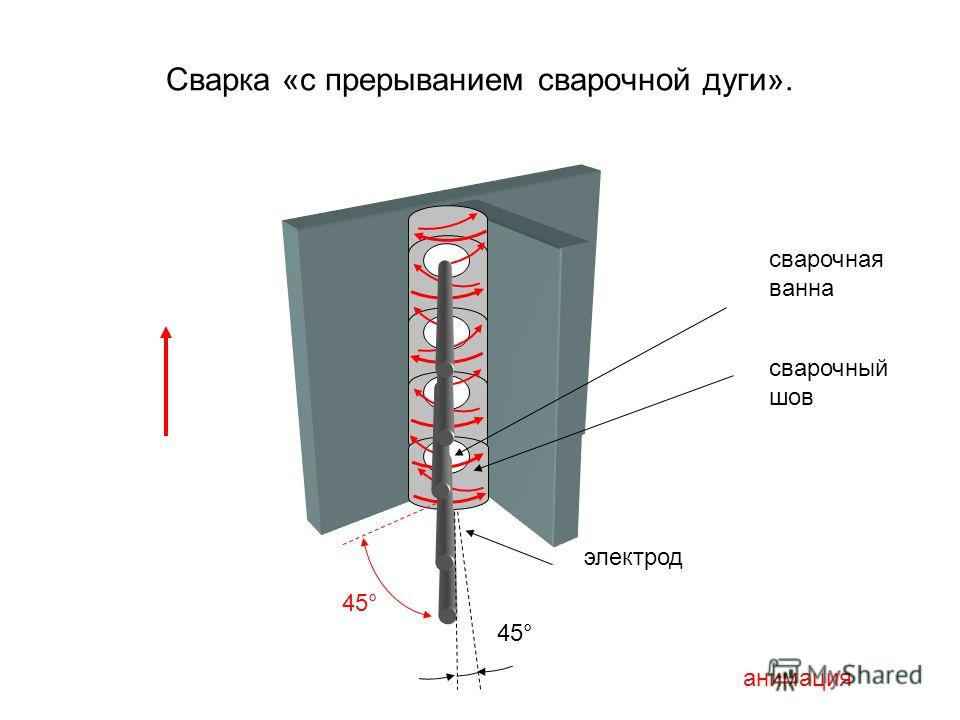 Вы экономите много времени, так как вам не нужно заменять электроды или удалять шлак. Таким образом, сварка MIG имеет значительно более высокую производительность, чем сварка электродом.
Вы экономите много времени, так как вам не нужно заменять электроды или удалять шлак. Таким образом, сварка MIG имеет значительно более высокую производительность, чем сварка электродом.
Низкая стоимость
Вы можете приобрести надежный сварочный аппарат MIG менее чем за 500 долларов. Хорошим выбором является сварочный аппарат Hobart 500559 MIG. Затем вы должны потратить небольшую сумму на газ и проволочный электрод, чтобы начать сварку MIG. Благодаря упомянутой выше повышенной производительности затраты на сварку будут дополнительно снижены. Это идеально подходит для малого бизнеса.
Простота в освоении и установке
Любой человек может сразу научиться сварке с помощью этой техники. В результате сварка MIG является лучшим выбором для любителей и домашних сварщиков. Вы можете настроить сварочный аппарат MIG за несколько минут и приступить к работе.
High Quality
В методе сварки MIG используется защитный газ для защиты сварочной ванны от загрязнения окружающей средой. Конечным результатом является надежный и чистый сварной шов. Вам не нужно откалывать затвердевший шлак. Сварка также очень точная, так как вы можете использовать обе руки для управления сварочной горелкой MIG. Вы также можете изменить скорость подачи, регулируя напряжение, что делает этот процесс очень универсальным и гибким.
Конечным результатом является надежный и чистый сварной шов. Вам не нужно откалывать затвердевший шлак. Сварка также очень точная, так как вы можете использовать обе руки для управления сварочной горелкой MIG. Вы также можете изменить скорость подачи, регулируя напряжение, что делает этот процесс очень универсальным и гибким.
Проволока для сварки MIG
Проволока для сварки MIG должна правильно вставляться в сварочный аппарат, чтобы аппарат мог подавать ее через сварочный пистолет в соединение.
Размеры проволоки
Ваш сварочный аппарат может иметь рулон порошковой проволоки. Для сварки MIG вам понадобится более толстая проволока для соединения более толстых металлических секций.
Для наилучшего качества сварки следует использовать самую тонкую проволоку. Вот несколько рекомендаций по выбору сварочной проволоки.
Проволока диаметром 0,23 дюйма подходит только для небольших сварочных аппаратов MIG и сварки тонких металлических листов калибром от 16 до 24 калибра.
Проволока 0,3 дюйма – сварочные аппараты MIG часто поставляются с проволокой такой толщины. Эта проволока подходит для сварки листов толщиной до 1/8 дюйма.
Проволока 0,35 дюйма — этот провод подходит для начинающих. Он подходит для сварки металлических профилей толщиной до ¼ дюйма.
0,45-дюймовая проволока — это часто лучший выбор для промышленной сварки, поскольку проволоки такой толщины достаточно для металлических профилей толщиной более ¼ дюйма.
Сварочный газ
Для MIG требуется защитный газ для защиты расплавленного сварного шва от коррозии, пока он горячий. Вот краткое руководство о важных характеристиках защитных газов и о том, как их выбирать для своих проектов.
Пористость
Пористость просто относится к отверстиям, которые образуются в сварном шве. Вы хотели бы избежать этого дефекта, так как отверстия ослабляют сварной шов, делая его ненадежным.
Довольно часто именно газы в атмосфере приводят к пористости.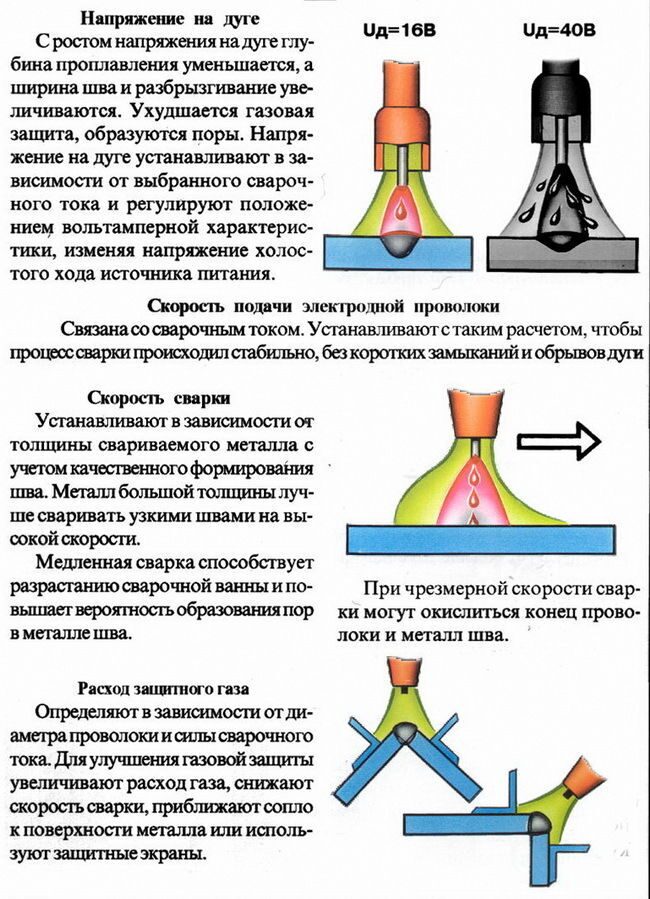 Поэтому защитный газ используется для защиты сварного шва от неблагоприятного воздействия атмосферы. Если защитный газ не используется, то сварной шов будет реагировать с азотом и кислородом из атмосферы, что сделает его пористым.
Поэтому защитный газ используется для защиты сварного шва от неблагоприятного воздействия атмосферы. Если защитный газ не используется, то сварной шов будет реагировать с азотом и кислородом из атмосферы, что сделает его пористым.
Если вы используете сварочную проволоку с флюсовой сердцевиной, вам не о чем беспокоиться, так как сердцевина выделяет защитные газы, защищающие сварочную ванну.
Лучше всего обеспечить оптимальный поток защитного газа из баллона, чтобы обеспечить прочный и надежный сварной шов без пористости. Выпуск слишком большого количества газа не является хорошей идеей, так как это может снизить температуру расплавленного сварного шва. Вы должны найти баланс между достаточным потоком газа и высокой температурой.
Хороший способ обеспечить это — держать руку на расстоянии 3 дюймов от наконечника сопла. Увеличьте подачу газа. Идеальный поток газа – это когда вы только начинаете ощущать поток газа на руке.
Типы защитных газов
Ниже приведены наиболее часто используемые смеси защитных газов.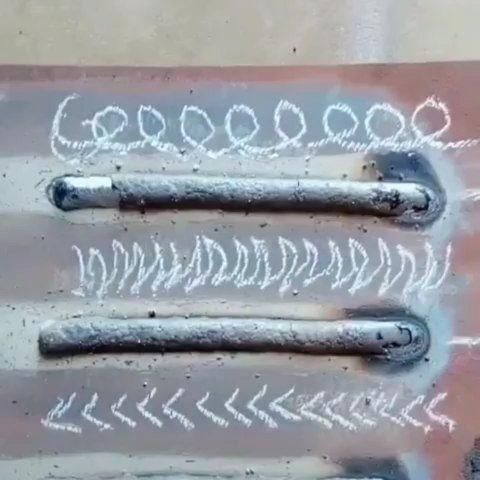
Чистый аргон
Не используйте чистый аргон для сварки стали. Этот газ подходит для цветных металлов, например, алюминия. Аргон характеризуется низким значением теплопроводности. Это приведет к более узкой бусине. Хотя вы обнаружите хорошее проплавление в середине сварного шва, его может быть недостаточно в других областях сварного шва. Следовательно, он не эффективен для стали.
Углекислый газ
Углекислый газ является прекрасным выбором, поскольку он намного дешевле аргона. Таким образом, сварщики MIG предпочитают его.
Однако у двуокиси углерода есть одна серьезная проблема. Образующаяся дуга может быть довольно широкой и менее стабильной. Это приведет к большому количеству брызг.
Смесь аргона
Подходящая смесь двуокиси углерода и аргона позволяет получить сварной шов высочайшего качества. Свойства дуги находятся где-то между чистым углекислым газом и чистым аргоном. Дуга имеет правильную ширину, хорошее проплавление и минимальное разбрызгивание.
Методы сварки MIG
Ниже приведены наиболее распространенные движения, используемые для сварки MIG.
Переднее/проталкивание
Проталкивание сварного шва в переднем положении является наиболее распространенным методом сварки MIG. Чтобы достичь оптимального положения для сварки MIG, вы должны расположить сварочную горелку под углом 10 градусов. Электрод должен быть обращен в том направлении, в котором вы собираетесь сваривать. Вы можете дополнительно уменьшить угол, чтобы изменить форму сварного шва.
После того, как сварочная горелка окажется в правильном положении, нажмите на спусковой крючок и медленно перемещайте горелку MIG. Сдвиньте сопло вперед в направлении сварки.
Наотмашь/Вытягивание
В этом положении вы перемещаете сварочный пистолет к себе, используя положение наотмашь. Используйте тот же угол, который описан выше. Этот метод обеспечивает более высокое проникновение, чем когда вы проталкиваете электрод.
Сварка ВИГ
ВИГ сварка вольфрамовым электродом в среде инертного газа. В этом процессе сварки вы будете использовать вольфрамовый электрод для создания дуги, которая нагревает металл до точки плавления. Защитный газ направляется в сварочную ванну, чтобы защитить ее от атмосферы. Сварка TIG известна тем, что обеспечивает высочайшее качество сварных швов.
В этом процессе сварки вы будете использовать вольфрамовый электрод для создания дуги, которая нагревает металл до точки плавления. Защитный газ направляется в сварочную ванну, чтобы защитить ее от атмосферы. Сварка TIG известна тем, что обеспечивает высочайшее качество сварных швов.
Поскольку сварка ВИГ требует, чтобы оператор держал горелку ВИГ в одной руке, а присадочный материал подавал другой рукой, это наиболее сложный для освоения процесс сварки, поскольку требуется высокая ловкость рук и одновременное использование обеих рук.
Сварка TIG выполняется с помощью вольфрамовых электродов, которые являются неплавящимися и очень стабильными. Может потребоваться наполнительный материал, который подается вручную. Защитный газ защищает как сварочную ванну, так и электрод от коррозии. Сварка TIG обеспечивает точные сварные швы и может использоваться для самого широкого спектра металлов.
TIG — очень универсальный метод сварки, поскольку он подходит для широкого спектра металлов, таких как нержавеющая сталь, сталь, никелевые сплавы, алюминий, хромомолибден, медь, магний, бронза, латунь и золото.
Так как он не зависит от флюсового материала, отсутствует опасность коррозии из-за захвата флюса. Шлак не образуется. Это исключает послесварочную очистку. Кроме того, в этом процессе не образуются искры или опасные пары, что делает его более безопасной альтернативой сварке MIG и дуговой сварке.
Поскольку при сварке ВИГ получаются чистые и высококачественные сварные швы, она больше всего подходит для применений, где важен внешний вид. Разбрызгивания не происходит, так как требуется относительно небольшое количество наполнителя.
Благодаря желаемым термическим свойствам вольфрама можно поддерживать дугу, температура которой может достигать 11 000 градусов по Фаренгейту. Отличная теплопроводность и высокая температура плавления предотвращают плавление вольфрама. Вольфрам также имеет гораздо более высокую прочность на растяжение по сравнению со сталью.
Техника сварки ВИГ
Сварка ВИГ осуществляется в 2-х режимах: автоматическом и полуавтоматическом. В полуавтоматическом режиме оператор сварки настраивает расход газа и параметры тока. Затем оператор управляет присадочным стержнем и вольфрамовым электродом.
В полуавтоматическом режиме оператор сварки настраивает расход газа и параметры тока. Затем оператор управляет присадочным стержнем и вольфрамовым электродом.
В автоматическом режиме оператор настраивает расход газа, длину дуги, положение присадочного стержня и скорость перемещения. Затем они наблюдают за ходом операции и вмешиваются только в случае необходимости.
Сварка TIG может выполняться как с источниками переменного, так и постоянного тока с током в диапазоне от 15 до 350 ампер.
Как выполнять сварку ВИГ
Для выполнения сварки ВИГ оператор должен сначала включить подачу газа из баллона. Этот поток газа можно регулировать с помощью клапана, расположенного на горелке TIG. Горелку следует держать над зоной сварки, не касаясь ее. Оператор должен нажать на педаль, чтобы между вольфрамовым электродом и заготовкой возникла дуга. Это расплавляет присадочный материал, который затем создает сварочную ванну на заготовке. Сварное соединение образуется, когда сварочная ванна затвердевает после охлаждения.
Однако, несмотря на все преимущества и высокое качество сварных швов, сварка ВИГ является гораздо более медленным процессом, чем сварка электродом и сварка МИГ. Поэтому он используется там, где высокое качество сварных швов имеет первостепенное значение, несмотря на низкую скорость этого процесса.
Оборудование для сварки TIG
Оборудование для сварки TIG часто дороже, чем сварка электродом и сварка MIG. Вы можете приобрести Everlast PowerTIG менее чем за 1000 долларов.
Резак
Доступны горелки различных размеров с разной мощностью тока. В корпусе горелки находятся электрод и газовые сопла.
Система водяного охлаждения
Сильные токи могут привести к повышению температуры. Система водяного охлаждения предотвращает перегрев горелки. Эта система охлаждения намного эффективнее воздушного охлаждения, но требует дополнительного обслуживания.
Подавление постоянного тока
Образование оксидов на поверхности является причиной для беспокойства при сварке TIG магниевых и алюминиевых сплавов.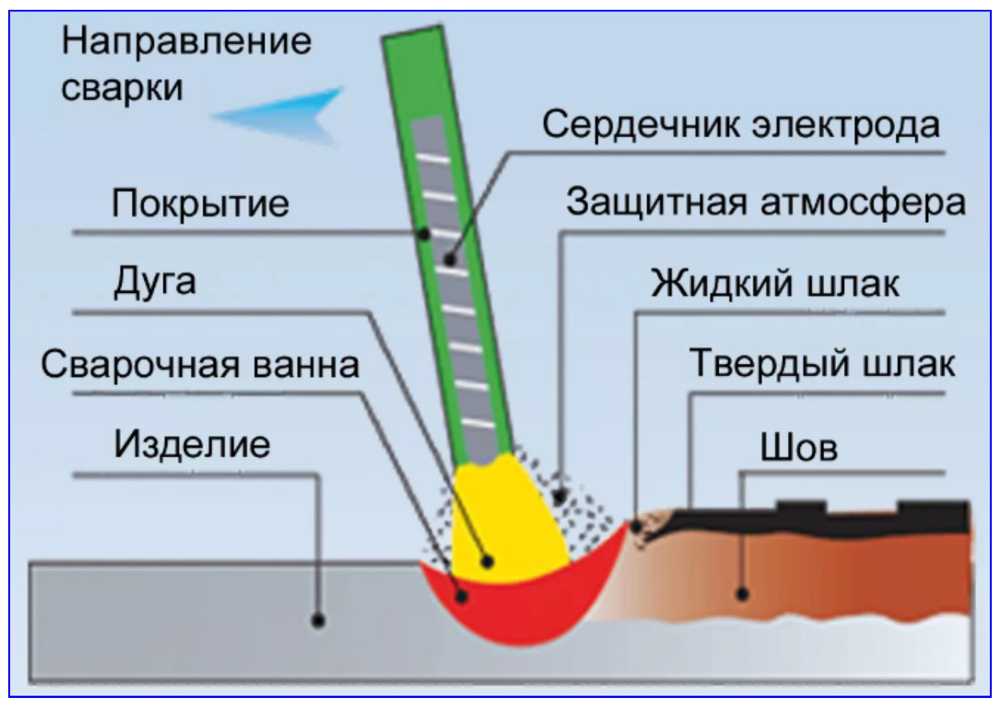 При сварке алюминия дуга возникает между разнородными металлами (вольфрамом и алюминием), что означает, что переменный ток может быть преобразован в постоянный. Подавитель постоянного тока предотвращает это нежелательное преобразование.
При сварке алюминия дуга возникает между разнородными металлами (вольфрамом и алюминием), что означает, что переменный ток может быть преобразован в постоянный. Подавитель постоянного тока предотвращает это нежелательное преобразование.
Вольфрамовый электрод
Вольфрам имеет очень высокую температуру плавления, около 3000 градусов Цельсия, что делает его очень подходящим для электродов TIG. Он также обладает большой электропроводностью и теплопроводностью. Для увеличения срока службы электрода и повышения стабильности дуги от 1 до 2 процентов циркония и тория смешивают с вольфрамом. На диаметр электрода также влияет полярность тока.
Газовые сопла
Эти сопла изготовлены из термостойкого керамического материала, устойчивого к высоким температурам сварки. Доступны различные формы сопла для всех видов сварочных работ.
Газовая линза
Эта функция минимизирует турбулентность газового потока. Турбулентный поток газа может не дать наилучших результатов. Следовательно, газовая линза используется для плавного потока газа, который защищает сварочную ванну.
Следовательно, газовая линза используется для плавного потока газа, который защищает сварочную ванну.
Запуск с нуля по сравнению с запуском с высокой частоты
Функция «запуск с высокой частоты» доступна на более продвинутых аппаратах для сварки TIG. Благодаря этой функции нет необходимости ударять по электроду заготовкой, чтобы создать дугу. Высокочастотный пуск позволяет создать сварочную дугу, даже когда электрод находится на расстоянии одного дюйма от заготовки. Это значительно упрощает сварку, потому что удар электродом для создания дуги довольно сложен.
После возникновения дуги ток и напряжение возвращаются к нормальным рабочим параметрам. Эта автоматическая регулировка напряжения и тока предотвращает перегорание вольфрамового электрода.
Советы по сварке вольфрамовым электродом в среде инертного газа
Начинающие сварщики должны начать с практики на металлоломе, так как сварка вольфрамовым электродом в инертном газе выполняет множество функций, таких как подача присадочного металла, правильное удерживание горелки и управление педалью.
Фонарик следует держать под углом около 75 градусов. Убедитесь, что вы поддерживаете расстояние от ¼ дюйма до 1/8 дюйма между электродом и заготовкой.
Теперь, когда вы знакомы со сваркой, почему бы не начать эту увлекательную и полезную работу? Это хорошо оплачиваемая техническая профессия, не требующая высшего образования. Кроме того, перспективы радужны, поскольку спрос на сварщиков в будущем будет расти.
Объяснение дуговой сварки: что это такое и как это работает?
Немногие осознают множество существующих процессов дуговой сварки, и еще меньше понимают лежащий в их основе принцип дуговой сварки.
Однако дуговая сварка является базовой концепцией, которую должен знать и понимать каждый сварщик, и знание всех форм дуговой сварки является обязательным.
В этой статье дается определение дуговой сварки, что она включает в себя, основные концепции и механизмы ее работы, а также ее плюсы и минусы.
Что такое дуговая сварка?
Дуговая сварка представляет собой процесс соединения металлических деталей с помощью высокой температуры дуги, которая генерируется и поддерживается электрическим током. Источником питания может быть переменный ток («AC») или постоянный ток («DC»).
Источником питания может быть переменный ток («AC») или постоянный ток («DC»).
Это довольно широко. Поэтому неудивительно, что дуговая сварка включает в себя такие популярные процессы сварки, как электродуговая сварка, сварка MIG, TIG и сварка с флюсовой проволокой. Все используют электрическую дугу для сварки.
Обратите внимание, это больше, чем просто сварка. Некоторые используют дуговую сварку как сленг для обозначения сварки стержнем. Хотя это форма дуговой сварки, она не единственная.
Как работает дуговая сварка?
На самом базовом уровне все аппараты для дуговой сварки состоят из пяти компонентов:
- Электрод и электродный кабель
- A Кабель заземления и зажим (иногда называемый рабочим кабелем)
- Блок питания
- Металлические заготовки
- Дуга

Источник питания обеспечивает переменный или постоянный ток для создания и поддержания дуги, а электрод механически или вручную перемещается вдоль стыка для создания сварного шва.
Итак, насколько горяча сварочная дуга, которая плавит и сплавляет металл? Около 6500°F. Это делает работу по плавлению и сплавлению металлических частей, но также создает другую проблему.
При таких высоких температурах расплавленный металл может реагировать с газами в воздухе. Это вызывает такие проблемы, как пористые и слабые сварные швы, чрезмерное разбрызгивание и снижение производительности.
Чтобы устранить эти дефекты сварки, при дуговой сварке обычно в ванне с расплавом предусмотрена какая-либо защита. Обычно это происходит в двух формах.
Одним из вариантов является подача специального защитного газа на горячий сварной шов. Тип газа и скорость потока должны соответствовать защитному газу, чтобы атмосферный воздух не попадал на расплавленный металл.
Вторым выбором является флюс, который создает свой собственный защитный газ и шлак при воздействии высокой температуры дуговой сварки. Инертный газ и шлак флюса «запечатывают» сварной шов и удерживают газы в воздухе.
Инертный газ и шлак флюса «запечатывают» сварной шов и удерживают газы в воздухе.
Переменный ток и постоянный ток
Постоянный ток обеспечивает ток, который течет в одном направлении, а переменный ток меняет направление тока несколько раз в секунду. Например, источник переменного тока с частотой 60 Гц будет менять направление потока 120 раз в секунду.
Текущие различия важны. Например, при постоянном токе могут образовываться магнитные поля, индуцируемые постоянным протеканием электрического тока в одном направлении.
Магнитные поля могут перемещать дугу так, что она не проходит кратчайший зазор между электродом и металлом. Это может привести к разбрызгиванию, пористости и неполному сплавлению и часто происходит на внутренних углах или в конце сварных швов. Это называется дуговым разрядом.
Итак, проблема с DC. Но переменный ток колеблется в токе, а магнитные поля постоянно нарушаются и никогда не организуются достаточно, чтобы дуговой разряд стал проблемой.
Кроме того, сварочные аппараты постоянного тока стоят немного дороже. Таким образом, разряд дуги и первоначальные затраты являются двумя основными недостатками постоянного тока. Вы можете даже сказать, что просто используйте дуговые сварщики переменного тока. Но для некоторых процессов, таких как сварка MIG, преимущества постоянного тока намного перевешивают эти недостатки.
Аппараты для дуговой сварки постоянным током обеспечивают плавную дугу, которую легко контролировать, и они лучше работают с тонкими материалами. Вы также получаете меньше брызг, и в целом шарики DC «красивее». По этим причинам вы видите, что постоянный ток часто используется в дуговых сварочных аппаратах, и многие пользователи предпочитают его переменному току.
Дуговые сварочные аппараты переменного тока часто недороги и не позволяют создавать магнитные поля. Таким образом, его можно использовать в ситуациях, предрасположенных к дуговому разряду. Сварочные аппараты на переменном токе также хорошо проникают и используются в таких местах, как верфи, которые регулярно имеют дело с толстыми деталями.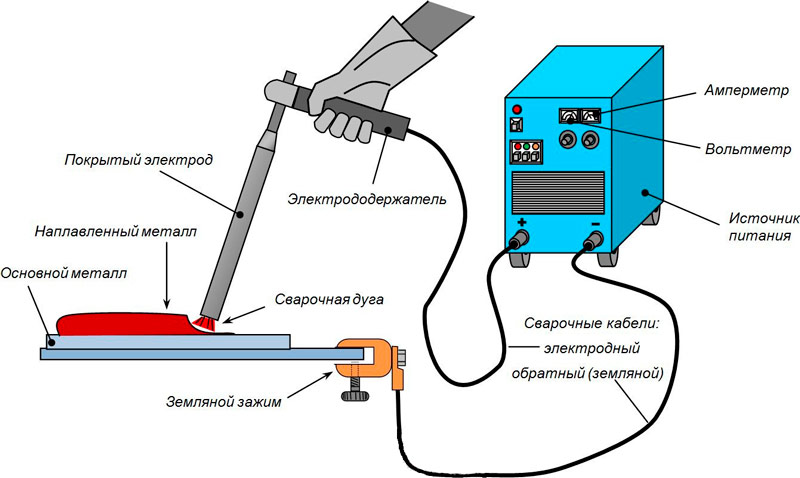
Еще одно преимущество переменного тока заключается в том, что он работает с металлами с проблемными оксидными слоями на поверхности, такими как алюминий. Когда ток колеблется, он эффективно удаляет оксидный слой, который может мешать и препятствовать сплавлению металлических частей.
Узнайте больше о различиях между сваркой на переменном и постоянном токе здесь.
Для чего используется дуговая сварка?
Процесс с сердечником из флюса используется за пределамиНаиболее распространенной и простой формой сварки является дуговая сварка. Таким образом, он используется во всех отраслях промышленности, таких как автомобильная, аэрокосмическая, нефтегазовая, обрабатывающая, энергетическая, строительная и многие другие.
Применяется в сосудах, сосудах под давлением, трубах, резервуарах, кораблях, мостах, железных дорогах, автомобилях, сельскохозяйственном оборудовании, скульптурах из металла, трейлерах и т. д. используется практически в любое время, когда необходимо соединить два куска металла.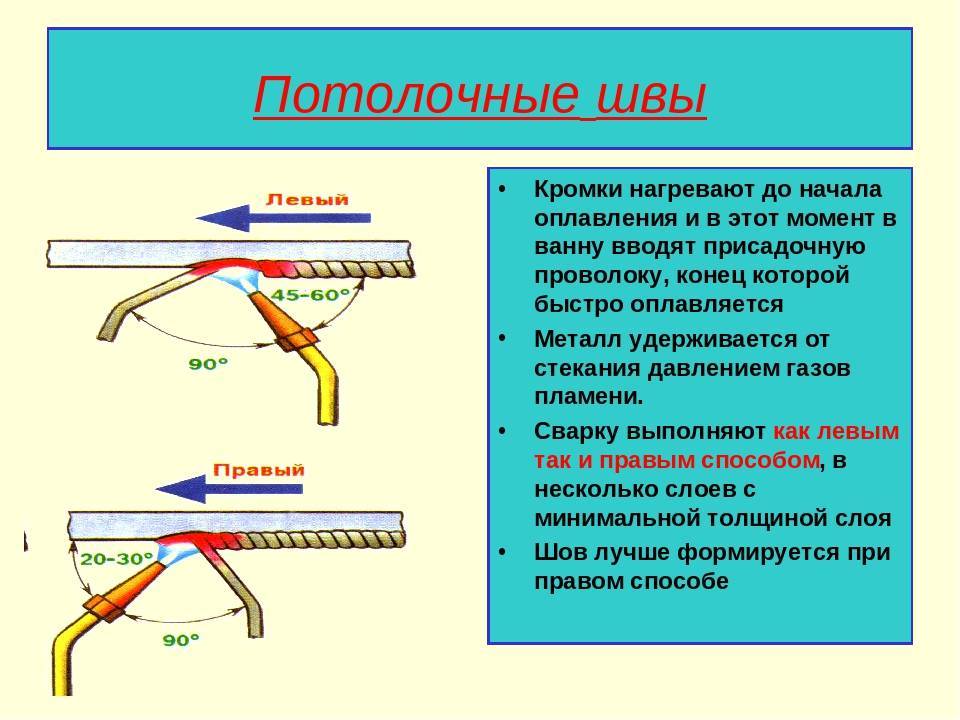 Но сильное выделение тепла может быть проблемой для некоторых работ. Таким образом, дуговая сварка подходит не для каждого проекта.
Но сильное выделение тепла может быть проблемой для некоторых работ. Таким образом, дуговая сварка подходит не для каждого проекта.
Преимущества и недостатки дуговой сварки
Как и все в жизни, дуговая сварка имеет свои сильные стороны и недостатки. Они приведены ниже:
Плюсы
- Хорошая ударопрочность
- Высокая производительность (снижает стоимость единицы сварного шва)
- Прочные бесшовные швы без воздушных зазоров
- Простота в освоении и использовании
- Портативное оборудование, удобное для хранения
- Универсальный, работает со многими типами металлов
- Доступный
- Высококачественные прочные сварные швы
- Доступно (лицензия или специальное обучение не требуются)
Минусы
- Токсичные пары требуют вентиляции или респираторов
- Больше отходов, чем при других процессах
- Требуется практика для достижения высокого уровня мастерства
- Прожог тонких материалов
Типы дуговой сварки
Электрод — это проводник сварщика, по которому ток течет к металлической заготовке или от нее через дугу.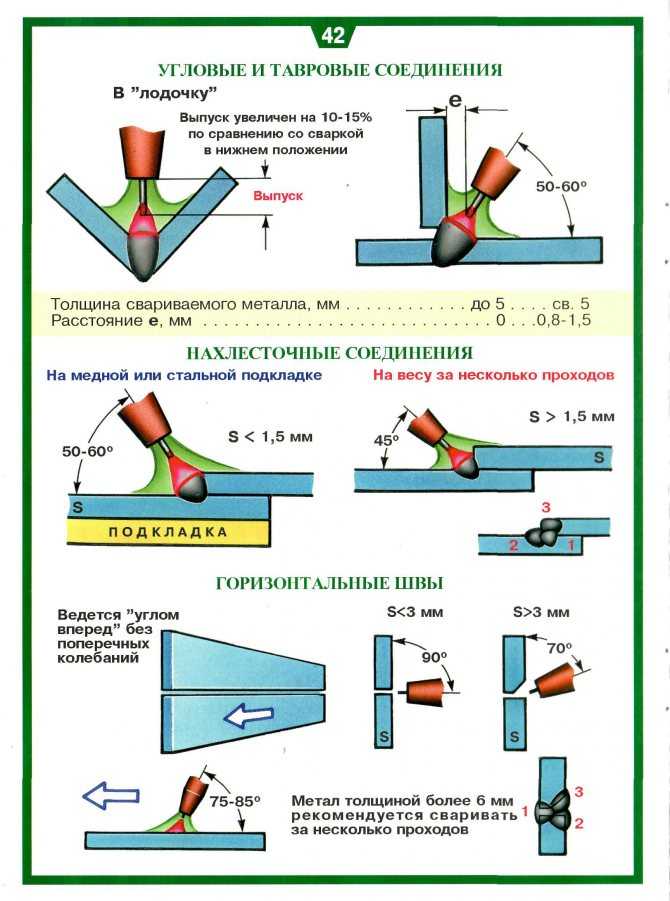 Также электроды можно разделить на плавящиеся и неплавящиеся.
Также электроды можно разделить на плавящиеся и неплавящиеся.
Хотя дуговая сварка включает в себя множество процессов, электроды, используемые для поддержки дуги, сильно различаются.
Типы плавящихся электродов
Плавящиеся электроды плавятся и становятся частью сварного шва. Их также можно назвать сварочной проволокой в зависимости от используемого процесса.
Дуговая сварка защищенным металлом («SMAW»)
Сварка стержнем, или SMAW, также называется дуговой сваркой. Хотя верно то, что все сварщики дуговой сварки являются дуговыми сварщиками, не все сварщики электродуговой сварки являются сварщиками электродуговой сварки (что подтверждается этим списком, который вы читаете прямо сейчас!).
Это очень простой процесс, в котором используются стержневые электроды, покрытые снаружи флюсом. Флюс вступает в реакцию с высокой температурой сварки и защищает расплавленную ванну.
Подобно электродам MIG или электродам с флюсовым сердечником, стержень расходуется в процессе и выступает в качестве наполнителя.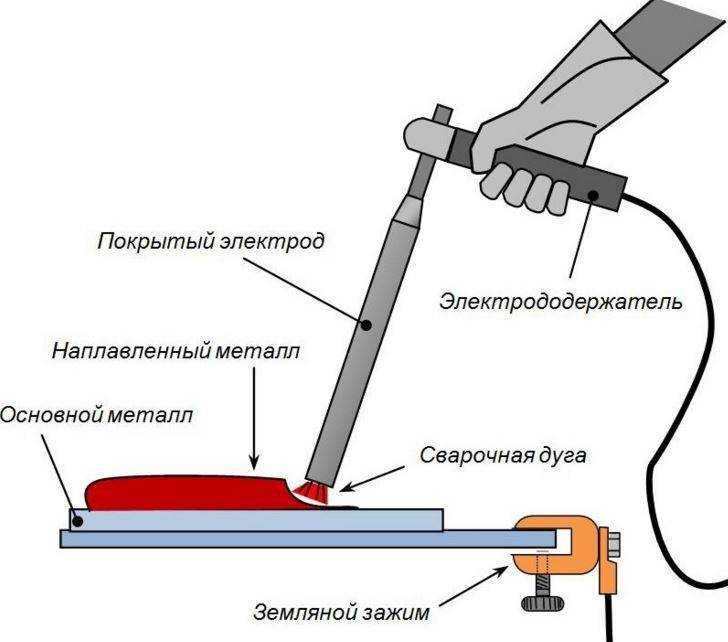 Но в отличие от GMAW или FCAW здесь нет автоматической подачи электродов. Таким образом, стержневые электроды должны быть заменены вручную, когда они израсходованы.
Но в отличие от GMAW или FCAW здесь нет автоматической подачи электродов. Таким образом, стержневые электроды должны быть заменены вручную, когда они израсходованы.
Сварка металлов в среде инертного газа («MIG»)
Сварка MIG также называется дуговой сваркой металлическим газом («GMAW»). Он использует моток проволоки, который подается к сварочному пистолету, выступающему в качестве его электрода.
Эта проволока расходуется в процессе сварки, что позволяет ей также выступать в качестве присадочного материала для сварного шва. Так, сплав проволоки обычно подбирается под свариваемый металл.
При сварке MIG также используется защитный газ, подаваемый в сварочную горелку. Это означает, что у вас также должен быть баллон с газом, а также сварочный аппарат, чтобы использовать процесс GMAW.
Связанный : Дуговая сварка и сварка МИГ – объяснение различий
Дуговая сварка порошковой проволокой («FCAW»)
Дуговая сварка с флюсовой проволокой очень похожа на сварку MIG. В качестве электрода выступает проволока, которая непрерывно подается к пистолету машиной. Проволока расходуется во время сварки, но это также позволяет ей служить присадочным материалом.
В качестве электрода выступает проволока, которая непрерывно подается к пистолету машиной. Проволока расходуется во время сварки, но это также позволяет ей служить присадочным материалом.
Однако, в отличие от сплошной проволоки MIG, сердечник этого электрода полый и заполнен флюсом и другими добавками. Это позволяет флюсу при нагревании образовывать защитный газ и шлак, которые защищают сварной шов. Это избавляет от необходимости использовать газ в баллонах, как при сварке MIG.
Дуговая сварка под флюсом («SAW»)
Подобно GMAW и FCAW, дуговая сварка под флюсом использует непрерывно подаваемый проволочный электрод, который расходуется в процессе сварки. Но сварочная ванна погружена в слой порошкообразного флюса.
Этот слой плавкого флюса становится проводящим в расплавленном состоянии, обеспечивая надежное электрическое соединение между металлом и электродом. Флюс также предотвращает брызги и искры. Кроме того, слой порошкообразного флюса подавляет испарения и ультрафиолетовое излучение.
Дуговая сварка шпилек («SW»)
Этот специальный процесс предназначен для приваривания крепежных деталей («шпилек») на месте. Он использует специально разработанную застежку, которая также действует как электрод.
Шпилька помещается в специальный пистолет, который создает дугу у основания крепежа, а затем вдавливает шпильку в расплавленную ванну. В результате крепёж прочно приваривается к металлическому основанию.
Для применения может потребоваться защитный газ, а может и не потребоваться. Вокруг сварного шва размещается специальный наконечник для концентрации тепла и удерживания расплавленного металла. После того, как сварка завершена, феррула снимается и выбрасывается.
Электрошлаковая сварка («ЭШС»)
ЭШС используется только в вертикальных соединениях для сварки двух деталей толщиной не менее 1 дюйма. Зазор в деталях заполняется флюсом, а автоматически подаваемый проволочный электрод заливается флюсом внутри зазора.
Затем проходит ток и возникает дуга. Но как только флюс расплавится, электрическое сопротивление расплавляющего флюса выделяет тепло сварного шва, около 3500°F.
Но как только флюс расплавится, электрическое сопротивление расплавляющего флюса выделяет тепло сварного шва, около 3500°F.
Требование сначала заполнить шов флюсом и удерживать расплавленный флюс во время сварки является причиной того, что это приложение предназначено только для вертикального шва. Вам также необходимо установить опору или стартовую пластину в нижней части соединения, чтобы удерживать флюс на месте до зажигания дуги.
Типы неплавящихся электродов
Неплавящиеся электроды сохраняют свою структуру и используются в сочетании с присадочным металлом или используют основной металл для сплавления соединения.
Сварка вольфрамовым электродом в среде инертного газа («TIG»)
Сварку TIG иногда называют дуговой сваркой вольфрамовым электродом («GTAW»). Используемый вольфрамовый электрод не расходуется при сварке. Таким образом, отдельная присадочная проволока должна подаваться второй рукой, что делает сварку TIG двуручным процессом.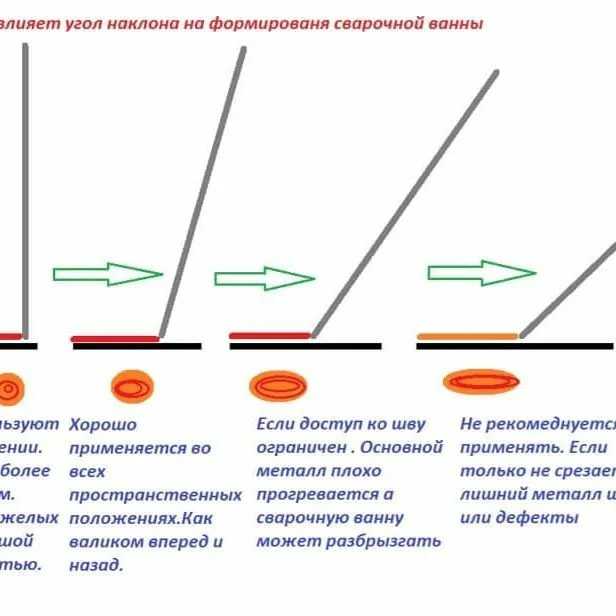
Химический состав вольфрамового электрода или сплава зависит от того, что вы свариваете. Кроме того, этому процессу не так легко научиться, как некоторым другим формам сварки, и для его освоения требуется некоторая практика.
Плазменная дуговая сварка (PAW)
Внутри плазменной сварочной горелки электрод расположен внутри медного сопла с точечным отверстием на конце. Между неплавящимся вольфрамовым электродом и медным наконечником зажигается дежурная дуга. Это нагревает защитный газ до очень высоких температур, что создает плазму.
При сварке плазма выбрасывается через точечное отверстие и «выстреливает» в сварной шов. Плазма является электропроводной, и тогда между вольфрамовым электродом и металлической заготовкой образуется дуга.
Пропуская плазму через суженное отверстие, горелка обеспечивает высокую концентрацию тепла на небольшой площади. Благодаря высокопроизводительному сварочному оборудованию плазменный процесс обеспечивает исключительные сварные швы.