Прокатный станок своими руками
Методы и технологии изготовления прокатного станка своими руками
Рассмотрим наглядный пример, как можно сделать прокатный станок своими руками: методы и технологии его изготовления. Но прежде всего, необходимо понять для какой цели этот станок нам потребуется.
Достаточно сложно представить современную повседневную жизнь без металла. Он используется повсеместно, и требует для обработки соответствующего оборудования. Металлургическая промышленность в основном использует современные прокатные станки, которые, в свою очередь, имеют высокую цену. Для самостоятельного же использования и изготовления профтрубы, можно сконструировать прокатно-вырубной станок своими силами.
Для чего используется такое оборудование?
Прокатно-вырубные станки и иная техника для металлообработки чаще всего используется при создании конкретной формы металлической детали. Так как этот материал используется повсеместно, к его обработке подходят с надлежащей ответственностью и вниманием.
Прокатные станки для металлического профиля распространены повсеместно, однако многие и не догадываются, что сделать такое сложное оборудование можно самостоятельно. В силу того, что цена на подобное оборудование крайне высокая, мы наглядно рассмотрим пример, как своими руками изготовить прокатно-вырубной механический станок.
Ярким примером металлических деталей, где при изготовлении используется прокатный станок для профильных труб, являются присутствующие в каждом доме или квартире трубы или радиаторы батарей. Все эти изделия изготавливаются на металлообрабатывающем оборудовании, которое в силу изготовить самостоятельно без каких-либо навыков и глубоких познаний.

Важно: если вы решили самостоятельно изготовить прокатно-высечной тип станка, то для надежности последующих изготавливаемых на нем деталей, к его сборке следует отнестись с надлежащим вниманием и ответственностью.
Как уже стало ясно из ранее сказанного, прокатное оборудование необходимо для переработки металлической заготовки в готовую геометрически сформированную деталь. В данном случае для листового металла используются следующие типы оборудования:
- Непрерывно-удлинительные, которые позволяют изготавливать металлические трубы с сечением в 110 мм.
- Пилигримовые станки, что используются при изготовлении массивных труб с диаметром от 400 до 700 мм.
- Короткоправочные модели оборудования, что используются при производстве бесшовных труб диаметром до 450 мм.
- Станки трехвалового типа, которые, в свою очередь, применяются для выполнения толстостенных труб, диаметр которых может достигать 200 мм. Нередко такой тип оборудования называют ювелирным прокатным станком.
Важно: на современных заводах металлообработки также нередко применяются широкопрофильные модели гибочной системы установок, что позволяет изготавливать профильные трубы общей длиной до 3 метров.
Как правило, в состав любого прокатного станка входят три основных составляющих компонента, а именно:
- рабочие клетки;
- передаточные устройства;
- электрические двигатели.
Валы куда помещаются металлические составляющие будущей детали входят в состав рабочей клетки. Также в эту составляющую входят следующие элементы: установочные механизмы, станины, плитовины, а также проводки. За движение всех составляющих компонентов прокатного станка отвечают мощные электродвигатели. Они соединяются с рабочими элементами при помощи муфт, передаточных элементов и шпинделей.
Важно: основной составляющей прокатного оборудования обжимного и заготовочного типа является диаметр вала, а именно величина его рабочей поверхности.
Современные металлообрабатывающие станки могут иметь сразу несколько рабочих клетей, это необходимо для изготовления деталей сложной геометрической формы. Нередко его называют станок для гусиных лапок, что позволяет выполнять работу сразу в нескольких проекциях.
Как правило, такие устройства имеют внушительные габариты и могут обеспечивать рабочую поверхность до 3 метров. Отличительной особенностью современных прокатных станков является работа сразу в трех направлениях для:
- Изготовления отверстий в металлическом листе.
- Вытяжки заготовки в трубу.
- Калибровка изделия, что позволяет задавать диаметр будущей детали.
Важно: работу на прокатном станке может осуществлять лишь квалифицированный специалист, который прошел инструктаж по технике безопасности.
Для профильной трубы своими руками потребуется изготовить небольшой станок, который существенно отличается от промышленных установок по размерам. Это возможно сделать в повседневных условиях при наличии под станок свободного пространства.
При этом можно отметить, что самодельный станок может позволить вам изготовить детали любой сложности. При его помощи вы достаточно легко сможете сделать проволоку любого диаметра, нарезать листовой металл, что предусматривает кровельное покрытие любой крыши, а также множество иных деталей, что часто востребованы в повседневном быту.
Предварительно вам потребуется подобрать подходящие чертежи, чтобы у вас получился самодельный прокатный станок. После этого предстоит подготовить его компоненты, а именно:
- пара мощных стоек из крепкого металла;
- прут из стали, чей диаметр будет не меньше 5 см;
- верхняя плита с гайками М10;
- две шестерни соответствующего размера;
- зубчатое колесо;
- пружины и упоры;
- а также бронзовые подшипники и втулки.
После того как все компоненты у вас имеются в наличии, можно приступать к изготовлению рабочего станка, который при этом будет достаточно мобильный к перемещению:
- При помощи болтов из стоек и металлической плиты собирается некое подобие рабочей клети.
- К этим же стойкам монтируются два рабочих вала. Их предварительно следует выточить из ранее приготовленного стального прута. Также их необходимо закалить, чтобы получить улучшенную прочность металла.
- Нижний вал монтируется между стоек при помощи подготовленных втулок и подшипников. Верхний вал при этом монтируется на специальные ползуны и является подвижным элементом станка. Движение вверх ползунов ограничивается упорами.
- Непрерывное сжатие двух отдельных валов обеспечивается за счет пружины, что удерживает их в постоянном напряжении. Она крепится одновременно к плите, основаниям и непосредственно подвижному верхнему валу.
Важно: для обеспечения работы такого станка необходимо синхронное вращение рабочих валов. Решить эту задачу вы можете при помощи зубчатой передачи, что передает вращающий момент шестерне, которая установлена на нижний вал. Таким образом, при помощи рукояти можно запустить в работу устройство.
Сделанная таким образом установка имеет ручной привод. Для ее работы требуется непрерывное вращение. Если ручной механизм остановится, то соответственно и валы перестанут свое вращение. Таким образом, получается универсальное устройство, на котором можно менять компоненты и тем самым изменять профильную пригодность станка.
Плюсы самодельного устройства
В конечном счете все, что вам потребуется для изготовления такого универсального устройства, можно купить по небольшой стоимости в любом строительном магазине либо подобрать нужные компоненты из старых давно забытых вещей, а также подобрать чертежи. В любом случае цена такого станка очень быстро себя окупит, так как изготовить на нем можно детали любой сложности с минимальными затратами на расходный материал.
Важно: аренда прокатного станка обойдется в круглую сумму, из-за чего вы можете размещать объявления и неплохо зарабатывать на своем устройстве.
Сделанная работа достаточно быстро окупается, так как вы можете изготавливать любые детали. Вот лишь небольшой их список:
- профтрубы;
- металлические направляющие для профиля под гипсокартон;
- покрытия для фальцевой кровли;
- элементы для металлосайдинга;
- металлические листы квадратной и прямоугольной формы;
- дополнительные крепления для сайдинга;
- провод для электрической проводки.
Все эти самоделки пригодятся вам при строительстве нового дома или его ремонте. Как показывает практика, листогибочные самодельные станки крайне востребованы, так как их схема не требует сложного изготовления, но при этом позволяет изготавливать массу полезных и нужных деталей.
Видео: прокатный станок своими руками.
Итоги
Таким образом, вручную вы можете сделать прекрасный станок для фальцевания кровельных листов и иных конструкций с минимальными вложениями и трудозатратами, при этом вам больше никогда не потребуется арендовать листогибочные станки или какого-либо иного оборудования для металлообработки.
Настоящие мастера ювелиры уже давно подрабатывают, таким образом, имея стабильную прибыльную подработку, или используют свое самодельное оборудование в качестве основного источника дохода.
Делаем профилегиб станок своими руками - варианты изготовления станка с чертежами, фото и видео
При изготовлении металлоконструкций из профильных труб необходимость в их сгибании возникает часто. Арочные перекрытия, каркасы теплиц, элементы детских площадок — вот лишь небольшой перечень объектов, требующих монтажа скруглённых профилей. На производстве для получения труб с заданным радиусом кривизны используют специальное оборудование. Учитывая громоздкость и высокую стоимость таких станков, для нерегулярного использования в бытовых целях их приобретение нецелесообразно. Для домашней мастерской или гаража профилегиб можно изготовить своими руками. Всё, что для этого понадобится, найдётся в той же мастерской или отыщется по гаражам друзей и знакомых. Заинтересовались такой конструкцией? Тогда облачайтесь в рабочую одежду и беритесь за дело!
Профилегибочный станок. Для чего он нужен?

Универсальный производственный гибочный станок
О назначении профилегибочного станка говорит его название. Это сгибание металлических профильных труб в целях получения определённого радиуса закругления на необходимом участке или по всей длине заготовки. Воспользовавшись профилегибом, или по-другому трубогибом, можно выполнить несколько технологических операций с металлопрокатом различного типа:
- сгибание металлического прутка или арматуры, включая заготовки из пружинистой стали;
- гибка профильного металлопроката квадратного или прямоугольного типа;
- получение колен из круглых труб или их сгибание под нужным углом;
- скругление деталей любой длины из сортового проката (уголки, двутавры, швеллеры).
Существует несколько моделей гибочных станков. Одни позволяют прилагать усилия только на определённом участке заготовки. Другие прокатывают трубу между роликами, осуществляя давление по всей длине. Почему-то именно последние получили у специалистов название «профилегибы», хотя и те и другие напрямую относятся к оборудованию одного типа. Кстати, прокатывание заготовки позволяет без предварительного нагрева получить изделие сложной конфигурации, причём изгибы можно сделать под углом от 1° до 360° в произвольных плоскостях.

Профилегиб прокатного типа
Так же, как и промышленные аналоги, самодельные профилегибы имеют электрический привод или работают на мускульной тяге. Разумеется, использование электродвигателя позволяет не только облегчить процесс обработки заготовок, но и значительно его ускорить.
Классификация профилегибов
В зависимости от типа привода, который, в свою очередь, непосредственно влияет на мощность и производительность станка, профилегибы разделяют на несколько типов.
Гидравлические станки

Профилегибочный станок с гидравлическим приводом. Мощный и очень дорогой
Гидравлические трубогибы представляют собой промышленное оборудование, поэтому имеют высокую мощность и предназначены для стационарной установки. Такие агрегаты используют преимущественно в условиях мелкосерийного и серийного производства, когда требуется получить большое количество однотипных заготовок. Гидравлический привод полностью снимает нагрузку с оператора, предоставляя ему возможность управления станком нажатием кнопок.
Достоинства гидравлических станков:
- высокая скорость работы;
- полное отсутствие ручного труда;
- простота эксплуатации;
- возможность изгиба профиля большого сечения.
К недостаткам устройств этого типа относится высокая стоимость, стационарная конструкция и сложность, обусловленная применением гидравлического привода.

Электрический профилегиб с винтовой передачей. Недорого и функционально
Гибочные станки, использующие электромоторы, также представляют собой стационарное оборудование, поскольку требуют подключения к электрической сети. Электропривод обычно сочетается с винтовой передачей, что удешевляет стоимость оборудования, однако и делает невозможным изгиб профилей большого сечения. Именно поэтому такие станки встречаются на небольших предприятиях и даже в частных мастерских. Кстати, существуют конструкции самодельных устройств с электрическим приводом, которые функционируют никак не хуже заводских аналогов.
Достоинства электрических профилегибов:
- относительно низкая стоимость;
- скорость обработки заготовок;
- простота конструкции;
- высокая точность сгибания;
- возможность применения цифровых технологий управления станком.
К недостаткам можно отнести всё то же отсутствие мобильности и невозможность сгибания профилей увеличенного размера.
Ручные станки

Ручной профилегиб. Дешёвый, мобильный вариант
Ручное гибочное оборудование отличается простотой, компактностью и низкой стоимостью. Благодаря несложной конструкции с приводными валиками и подвижным роликом, работа с профилегибами этого типа не требует никакой квалификации. При необходимости станок можно легко перенести к месту монтажа, а доступная цена подобных устройств обуславливает их широкое применение в домашнем хозяйстве. Конечно, конструкция не лишена и недостатков:
- нет возможности точно контролировать радиус изгиба;
- увеличенное время обработки заготовок;
- высокие физические нагрузки на оператора;
- обработка профилей с небольшим поперечным сечением.
Преимущества и простота конструкции ручных профилегибов делают их привлекательными для изготовления в кустарных условиях, поэтому такие станки получили огромную популярность у домашних умельцев. Кстати, ручные гибочные приспособления можно перенести в среднюю категорию, при необходимости дополнив конструкцию электрическим приводом.
Конструкция и принцип действия гибочных агрегатов

Конструкция простейшего профилегиба прокатного типа
Основными элементами профилегибочного станка являются валы, закреплённые на прочной металлической станине. При этом пара прокатных валиков отвечает за продольное перемещение заготовки, а подвижный ролик обеспечивает нажатие на деталь. В зависимости от конструкции агрегата, усилие прижима регулируют в широких пределах при помощи винтовой пары, домкрата или гидравлического механизма. Прокатные валики приводятся в действие при помощи электродвигателя или вручную. Последний вариант применяется на небольших приспособлениях и чаще всего повторяется умельцами в домашних условиях.
Кроме этого, существуют и другие конструкции профилегибов:
- агрегаты с левым подвижным роликом используют для получения спиралей. Чаще всего такие станки оснащаются ЧПУ и позволяют сгибать детали, точно контролируя градиент гибки;
- станки с подвижными нижними валами сгибают габаритные заготовки, поэтому оснащаются гидравлическим приводом. Наличие контроллера положения каждого вала позволяет получать детали сложной формы, вплоть до закручивания заготовок в спирали;
- модели, в которых все ролики являются подвижными, представляют собой элиту профилегибочного оборудования и могут работать с деталями любой конфигурации и толщины.
Основным отличием профилегибочных станков от другого трубогибочного оборудования заключается в том, что конфигурация заготовки меняется не загибом вокруг неподвижного ролика, а методом холодного проката. Это позволяет изменять конфигурацию заготовок любого сечения и длины. Подобная конструкция и послужит основой для самодельного станка, который мы предлагаем сделать самостоятельно.
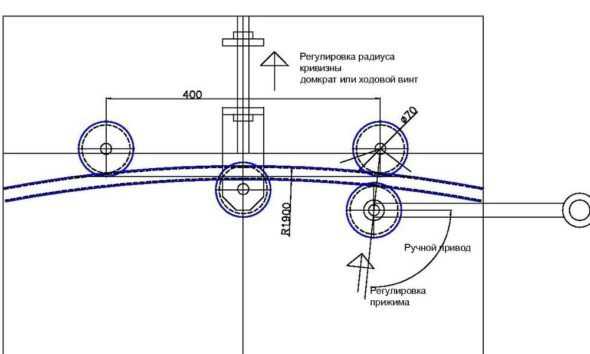
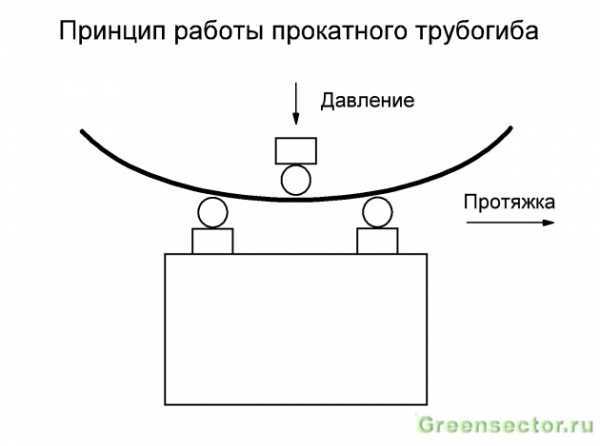
Схема, которая показывает принцип работы прокатного трубогиба
Необходимые инструменты и материалы
Для изготовления станка для гибки профильных труб понадобится достаточно большое количество деталей, однако это не значит, что все позиции из списка придётся покупать. Преимущественное число необходимых материалов найдётся в любом гараже или мастерской. Вот то, что потребуется в процессе работы:
- уголки или профильные трубы для изготовления корпуса станка;
- швеллеры или металлопрофиль крупного сечения для основания станины;
- заготовки для изготовления валов и ролика;
- цепь;
- натяжитель цепи;
- приводные звёздочки;
- корпуса подшипников;
- подшипники;
- гидравлический домкрат или винтовая передача;
- ручка приводного вала;
- пружины — при использовании домкрата;
- болты и гайки.

Большинство деталей для изготовления самодельного профилегиба найдётся в каждом гараже
Инструмент, который понадобится в процессе работы, найдётся у каждого мастера:
- угловая шлифовальная машина;
- электрическая дрель;
- набор свёрл по металлу;
- молоток;
- сварочный аппарат;
- набор рожковых и торцевых ключей.
Единственная трудность, с которой придётся столкнуться, это изготовление приводных валиков и нажимного ролика. Возможность выточить их из заготовки на токарном станке есть лишь у счастливых обладателей подобного оборудования. Тем не менее, не стоит отчаиваться — в любой организации найдётся токарь, который недорого изготовит детали по представленным чертежам. Остальные элементы станка можно использовать б/у.

Всё, что понадобится для изготовления профилегиба
Механизм цепной передачи можно позаимствовать от привода газораспределительного механизма автомобильных двигателей, а корпуса подшипников (и сами подшипники) — из старой сельхозтехники.
Варианты изготовления ручных профилегибочных станков
Чтобы изготовить профилегибочный станок, необязательно в точности повторять существующую конструкцию. Намного проще создать устройство по собственным чертежам, исходя из того, что есть под рукой. Это позволит сэкономить время и деньги и даст возможность сконструировать приспособление, которое идеально подойдёт как по назначению, так и по месту для установки. Именно поэтому в сети можно найти множество приспособлений, использующих один и тот же принцип, но различающихся по исполнению.
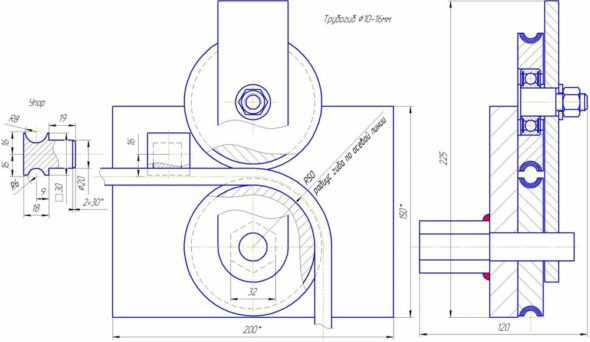
Чертёж трубогиба с радиальным воздействием на заготовку
Одна из конструкций позволяет выполнять радиальное сгибание прямоугольных профильных труб благодаря использованию двух роликов, один из которых является подвижным, а другой — опорным (направляющим). Деформация заготовки по нужному радиусу осуществляется нажатием и перемещением рабочего ролика вокруг направляющего. Корпус устройства изготавливают из стального листа толщиной до 8 мм и металлических уголков. Чтобы избежать непроизвольного смещения заготовки, перед сгибанием её зажимают между неподвижным роликом и специально установленным упором.

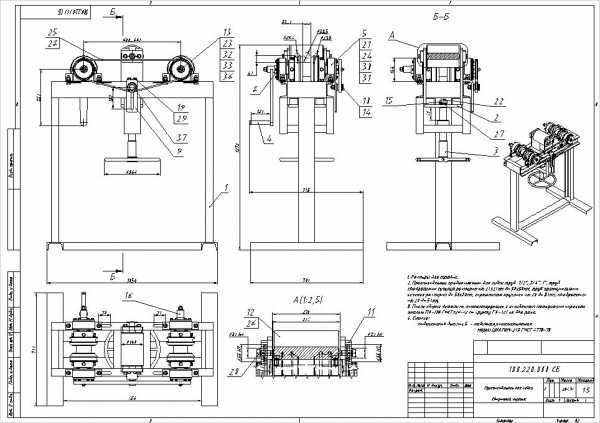
Самодельный прокатный станок для гибки для профильных труб
Более универсальным является станок прокатного типа, конструкция которого описана выше.
Кроме того, существуют и другие, по-настоящему простые конструкции, позволяющие сгибать трубы по шаблону. К сожалению, качество и точность выполняемой деформации оставляют желать лучшего, а для получения другого радиуса придётся изготавливать новый шаблон.

Приспособления для гибки труб по шаблону
При изготовлении ручного станка следует учесть некоторые моменты:
- чтобы при сгибании габаритных заготовок профилегиб не опрокидывался, его станину делают устойчивой и массивной. Лучшим материалом для изготовления можно считать швеллер или двутавровую балку;
- вальцы станка должны иметь низкую шероховатость и повышенную твёрдость. Лучше, если их конфигурация будет повторять форму профилей самых используемых размеров;
- конструкция корпуса должна обеспечивать изменение расстояния между осями приводных валов. Увеличенная дистанция позволит прокатывать заготовки с большим поперечным сечением, тогда при уменьшении межосевого расстояния можно будет получать изгибы малого радиуса;
- рычаг привода должен обеспечивать лёгкость вращения при работе, поэтому его не следует делать слишком коротким.
Большинство соединений при изготовлении профилегиба выполняют при помощи сварочного аппарата. Тем не менее, полностью обойтись без болтовых соединений не удастся — подвижные элементы конструкции крепятся именно таким способом.
Изготовление прокатной конструкции своими руками
Для самостоятельного изготовления рекомендуем воспользоваться наиболее распространённой конструкцией профилегибочного станка с двумя нижними валами и нажимным роликом. Проще всего установить на агрегат ручной привод, который при необходимости можно будет легко переоборудовать в электрический.
Чертежи устройства
Как уже говорилось, профилегиб лучше спроектировать самостоятельно, исходя из собственных условий и предпочтений. В работе можно ориентироваться на чертежи станков, которыми с удовольствием делятся изготовившие их мастера.
Инструкция по сборке
- Изготовление приводных (опорных) валов и ролика. Эту работу лучше доверить токарю, после чего детали необходимо закалить.

Изготовление валов и опорных колец придётся доверить токарю
Можно изготовить цилиндрические валики без проточек под профильные трубы. В таком случае на каждый вал изготавливают по два ограничительных кольца. Такие цилиндрические насадки устанавливают с учётом ширины заготовки и фиксируют при помощи болтов.
- Подшипники устанавливают в обоймы. Если нет возможности использовать заводские детали, то их можно также выточить на токарном станке.

Опоры валов с установленными подшипниками
- На валы примеряют звёздочки и определяют расположение шпоночных канавок. Пазы под шпонку можно нарезать при помощи дрели и напильника или дремеля.

Шпоночный паз можно сделать дрелью
- В ограничительных насадках сверлят отверстия и нарезают резьбу под зажимные болты.

Резьба для фиксации ограничительных колец
- Изготавливают площадку для установки прижимного ролика. Для этого берут толстую металлическую пластину или швеллер, в котором сверлят по две пары отверстий для крепления обойм с подшипниками. Кроме того, на обратной стороне будет установлен гидравлический домкрат, поэтому в некоторых случаях придётся срезать одну полку швеллера.

Опорная площадка верхнего ролика
- Прикручивают прижимной вал и приваривают к площадке проушины из гаек М8 для крепления пружин.
- При помощи сварочного оборудования изготавливают опорные ноги и станину. Особое внимание следует уделить той части корпуса, в которой будет находиться опорная площадка верхнего ролика. Уголки, которые будут её формировать, должны быть ровными, а при их монтаже следует тщательно соблюдать геометрию, используя измерительное оборудование.

Станина с установленной площадкой верхнего ролика
- Площадку с установленным роликом подвешивают на пружинах к верхней поперечине станины.

Пружины дадут возможность приводить домкрат в начальное положение
- В опорной раме сверлят ряд отверстий, которые будут обеспечивать переменное расстояние между валами. Важно точно выдерживать расстояния, поскольку при смещении подшипниковых узлов перпендикулярность установки будет нарушена, вследствие чего заготовку будет зажимать в процессе прокатки.
- Устанавливают опорные валы. Монтируют ведомую и ведущую звёздочки и приводную цепь.

Монтаж приводных валов и звёздочек
- В опорной раме станины прорезают паз под натяжной ролик. Натяжитель устанавливают на станок и устраняют провисание цепи.

Натяжитель позволит избежать провисания цепи
- Из стального прутка диаметром 20 мм изготавливают ручку привода станка. На ту её часть, за которую держат рукой, монтируют отрезок металлической трубки, смещение которой ограничивают большой шайбой, приваренной к торцу ручки.

Правильно изготовленная ручка не будет натирать руки
- На верхнюю площадку устанавливают домкрат и фиксируют его при помощи болтов и гаек.

Установка домкрата — финальная стадия работы
- Проводят испытания станка на отрезке профильной трубы. Для этого заготовку укладывают на нижние валы и прижимают к ним при помощи домкрата. Вращением ручки устройство приводят в действие. Пробуют различное усилие прижатия и его влияние на радиус закругления детали.
После того как профилегибочный станок будет испробован, его следует очистить от ржавчины, обработать антикоррозионным составом и покрасить. Тем самым вы сможете защитить металл от влаги, а приспособление получит законченный, эстетичный вид.

После окрашивания станок приобретает законченный вид
Видео: самодельный профилегиб в действии
Изготовленный по нашей инструкции профилегибочный станок способен выполнять те же функции, что и промышленное оборудование. С той минуты, когда вы запустите аппарат, сгибание профильных труб при помощи физической силы и кустарных способов останется в прошлом. Скорость и качество изготовления металлоконструкций отныне переходит на новую ступень. Это тот уровень, при котором ваши изделия будет невозможно отличить от заводской продукции, та степень мастерства, когда построенные сооружения станут невольными свидетелями вашего умения и трудолюбия.
- Автор: Виктор Каплоухий
- Распечатать
Станок для прокатки профильной трубы своими руками чертежи
Главная » Станок » Станок для прокатки профильной трубы своими руками чертежи
Приобретение частного дома или загородного участка редко связано с желанием проводить выходные пассивно. Пройдет совсем немного времени и на участке возникнет теплица, укрытая поликарбонатом, а над верандой дома будет установлен причудливый козырек, способный защитить от дождевых капель и палящего солнца.
Основой для подобных важных и нужных конструкций становится каркас, созданный из гнутых профильных труб. Ну а для того чтобы получить изгиб заданного радиуса и формы необходим трубогиб. В данной статье мы поговорим о том, как изготовить подобный станок для прокатки труб, без которого домашнему мастеру не обойтись.
Деформация профиля
Что такое трубогиб и зачем он необходим

Продукция промышленного производства
Станок для проката профильной трубы или трубогиб – это техническое приспособление, которое относят к инструментам и механизмам, используемым для работы с изделиями металлопроката. С его помощью можно легко изогнуть профильные обычные трубоматериалы согласно заданного радиуса. Главным его достоинством является возможность согнуть любое количество изделий с одинаковым радиусом.
Обратите внимание! Гнутые трубы могут быть использованы для монтажа трубопроводов транспортировки горячей или холодной воды, а также в деле создания каркасов различных видов и форм, которые часто применяются в строительстве.
Многие удивляются, зачем нужен тругобиб?. Казалось бы, укрепи одни конец трубы и потяни за другой. Но на самом деле не все так просто.
Подобный метод приведет к следующим последствиям:
- Отсутствие возможности контролировать радиус;
- Изгибая изделие таким образом, вы создадите зону концентрации напряжения, понизив тем самым прочность конструкции;
- Снижение срока службы конструкции.
Трубогиб просто необходим домашнему мастеру, поэтому для многих остро стоит вопрос о том, какова цена такого станка или же его разумнее изготовить своими руками.
Как выбрать?
Приобретая какой-либо инструмент в собственное пользование, каждый мастер должен руководствоваться принципом его разумной надобности.
Совет. Инструмент, с помощью которого производится прокатка труб, должен исправно исполнять свои функции, не требуя от своего владельца дополнительных трат.
Критерии выбора механизма такого рода:
- Тип привода. Выбор делается в зависимости от габаритных размеров труб, предполагаемого объема работ и интенсивности использования инструмента;
- Максимальные геометрические параметры обрабатываемой профильной продукции;
- Принцип работы станка в зависимости от специфики выполняемых операций.
Еще одним немаловажным фактором является размер самого станка. Исходя из места расположения на рабочем столе или в отдельном углу, вы можете избрать стационарный многофункциональный инструмент.
Устройство трубосгибателя
Методы изгиба труб
Основное назначение такого типа инструмента — это прокатка профильной трубы, т. е. придание заготовке требуемой формы.
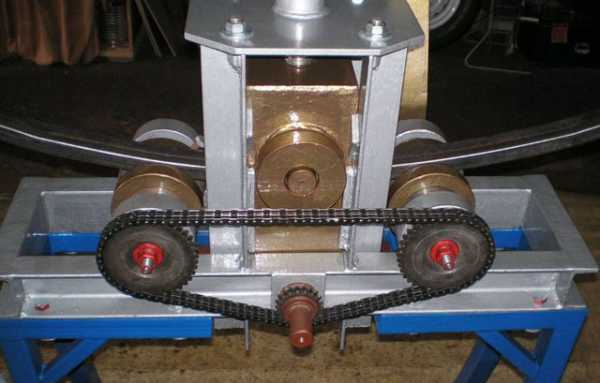
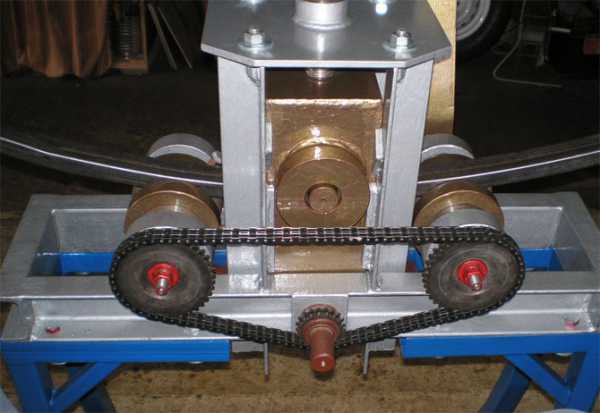
Наиболее распространенным среди домашних мастеров является именно трехроликовый вариант станка с ручным типом привода. Такой агрегат представляет собой треугольную конструкцию из трех роликов, равных по ширине сечению обрабатываемого изделия.
Ролики, находящиеся в основании конструкции, соединяются между собой при помощи цепного привода. Ролик верхний является частью винтового механизма с зажимом винтового типа или прессом.
Этот верхний ролик способен совершать возвратно-поступательные движения в вертикальном направлении.
- Труба помещается на нижние ролики и прижимается верхним, соединенным с винтовым механизмом;
- Проворачивая рукоять, мастер производит протяжку;
- Далее, не вынимая заготовки из стана, усиливаем нажим, закручивая прижимной винт на несколько оборотов;
- Заготовка вновь протягивается.
Описанный цикл нужно повторять до тех пор, пока труба не обретет нужную форму.
Виды трубогибов
Несмотря на то что устройство кажется довольно простым, существует огромное количество конструкций такого рода. По некоторым основным признакам их делят на следующие категории.
По типу привода станок для профильной трубы может быть:
- Электромеханический. Приводом для такого устройства выступает обычный или шаговый электродвигатель. Причем обычный подключают через нижний редуктор, что позволяет равномерно растянуть прикладываемые усилия по времени, чтобы добиться изгиба высокого качества;
Обратите внимание! Электродвигатель может приводить в движение ролик прокатного инструмента или систему рычагов станка дорнового типа.
- Гидравлический. Более мощная версия конструкции с ручным приводом. Применение в качестве прижимного механизма гидроцилиндра позволят снизить усилия необходимые для изгиба;
- Ручной. Наиболее распространённый тип механизма, которые обычно присутствует в мастерской каждого мастера и хорошего хозяина.
Обратите внимание! Прокат заготовки и создание прижимного усилия производится только за счет силы, применяемой оператором.
По методу изгиба можно классифицировать прокатные станы следующим образом:
- Дорновый – как правило, промышленного изготовления. Чаще всего можно встретить электромеханический или гидравлический. К преимуществам такой конструкции можно отнести качественную деформацию с малым заданным радиусом изгиба;

Дорновый инструмент
- Сегментный – для работы с трубами тонкостенными из мягких типов металла. Обычно используются водопроводчиками и создателями отопительных систем. Состоит из двух рычагов, обладающих держателями для изгибаемых изделий. В месте шарнирного соединения рычагов устанавливают оправку с требуемым радиусом. Гиб в данном случае производится после установки трубы методом сведения рукояток;
- Пружинный – представляет собой плотную пружину определенного диаметра, внутрь которой продевается труба. Для получения качественного изгиба необходимо обладать немалым опытом. Обычно используется кондиционерщиками;
- Арбалетный – применяется для деформации медных, алюминиевых и стальных тонкостенных труб. Является Т-образной конструкцией, сверху которой закреплены держатели трубы, а в центре передвижной рычаг со сменными оправками. При нажатии на рукоятку выдвигается рычаг, а храповый механизм позволяет постепенно наращивать силу изгибания.

Арбалетный агрегат
Сделать самому
Для примера будет рассмотрена инструкция по созданию трехроликового агрегата ручного типа:

На фото — самодельная конструкция
- В роли корпуса можно использовать стальные листы в 3 мм толщиной, на которые наносим разметку с помощью простого карандаша;
- Ролики можно сделать из канатных шкивов, наделенных подшипниками;
- Посадочное место для ролика высверливают с помощью обычной электродрели;
- Напротив ролика, в самой вершине приваривается достаточно высокая гайка, которая будет частью механизма прижима;
- Приваривается П-образная деталь, оснащенная установочными отверстиями для винта крепления ролика. За подъем прижимного ролика будет отвечать приваренная шайба.
В заключение
Ручной трубогиб
Стан холодной прокатки труб позволит эффективно выполнять изгиб изделий разного типа и размера. Соорудив самостоятельно или купив такой агрегат и установив его в собственной мастерской, вы можете быть уверены в том, что сооружение каркасов даже самых причудливых форм уже не будет для вас проблемой.
С помощью такого инструмента вы сделаете и тепличный каркас, и оригинальный навес, и любую иную необходимую вам конструкцию.
А видео в этой статье раскроет вам еще больше нюансов сооружения собственного инструмента.
загрузка...
gidroguru.com
Делаем самодельный трубогиб и профилегиб своими руками
На строительных рынках представлено множество моделей промышленных трубогибов, однако покупать профессиональный инструмент для того чтобы погнуть две-три трубы едва ли имеет смысл. А вот изготовить этот нехитрый инструмент свoими руками и использовать его в домашнем хозяйстве вполне по силам кажому человеку, имеющими определенные технические навыки.
Содержание
Применение трубогибов
Трубы были и есть одним из наиболее востребованных строительных материалов, находящих применение как в домашнем хозяйстве, так и в промышленности и строительстве. Помимо применения при монтаже водопроводов и газопроводов, трубы используются и для изготовления изгородей, тепличных конструкций, беседок, навесов, садовой мебели и др. Таким образом, наличие трубогиба в домашнем хозяйстве никогда не будет излишним.
Зачастую для изготовления различных конструкций из труб необходимо согнуть профильные трубы по радиусу. Для этих целей и применяется трубогиб, позволяющий гнуть трубы до угла 180 градусов. Трубогибы позволяют легко и аккуратно изменить конфигурацию труб из различных материалов – алюминия, металлопластика, нержавейки. Изгиб производится по требуемой форме и размерам.
Типы и модели трубогибов
Промышленность выпускает различные типы профессиональных трубогибов. Для гибки труб небольшого диаметра, как правило, применяются инструмент с ручным приводом, а вот трубы диаметром до трех дюймов сгибаются с использованием трубогибов, оснащенных гидроприприводом.
Подобный инструмент предназначен для выполнения масштабных работ. Промышленные трубогибы могут быть выполнены как в стационарном, так и в мобильном вариантах. Наиболее удобен инструмент, подключающийся к электросети.
Электромеханические трубогибы обеспечивают наиболее точный угол и радиус изгиба. При этом изменение формы труб не влечет каких-либо деформаций внутреннего профиля.
Трубогибы подразделяются и по способу изгиба:
- в арбалетных трубогибах в качестве изгибающего элемента применяется форма определенного диаметра;
- ручной пружинный инструмент предназначен для гибки металлопластиковых труб при помощи специальных пружин;
- в сегментных трубогибах изгиб осуществляется путем растягивания трубы вокруг сегмента; дорновые инструменты осуществляют изгиб тонкостенных труб на малый радиус с использованием стальных, пластиковых и латунных дорнов.
При осуществлении изгиба трубы следует учитывать допустимые радиусы изгибы для труб различных диаметров и разных параметров толщины стенок. Допустимые радиусы изгиба для изделий различных характеристик представлены в специальных справочниках. При нарушении радиуса качество изгиба может значительно снизиться.
Приступаем к изготовлению
 Несмотря на кажущуюся простоту процесса, гибка труб требует довольно серьезного подхода, так как при неправильно подобранном инструменте возможны различные дефекты и деформации, приводящие к уменьшению пропускной способности труб и снижению их прочностных характеристик.
Несмотря на кажущуюся простоту процесса, гибка труб требует довольно серьезного подхода, так как при неправильно подобранном инструменте возможны различные дефекты и деформации, приводящие к уменьшению пропускной способности труб и снижению их прочностных характеристик.
Поэтому подбор инструмента осуществляется с учетом совместимости характеристик трубы и принципа работы инструмента.
Трубы, изготовленные из разного материала, имеющие разный диаметр и разную толщину стенок, имеют определенный минимальный радиус изгиба. Для его определения применяется следующая таблица:
Безусловно, гнуть трубы можно и с меньшим радиусом, но следует учитывать, что при этом снизится качество их изгиба.
Теперь поговорим о самостоятельном изготовлении трубогибов и рассмотрим несколько конструкций подобных инструментов.
Наиболее просто согнуть трубу с использованием специального шаблона. Необходимо отметить, что подобный способ позволяет сгибать не только алюминиевые, но и стальные трубы.

Для изготовления шаблона нам потребуются деревянные доски толщиной чуть превышающей диаметр сгибаемой трубы. Для того чтобы в процессе работы труба не выскользнула из шаблона, доски выпиливаются с определенным наклоном.
Скрепленные между собой доски необходимо зафиксировать на столе или на другом удобном основании. Помимо шаблона здесь же следует на определенном расстоянии закрепить упор, удерживающий сгибаемую трубу. Простейшая модель трубогиба готова.

Конец сгибаемый трубы вставляется в пространство между зафиксированным шаблоном и упором. Взяв трубу за противоположный конец, необходимо плавными движениями согнуть изделие. Для облегчения процесса можно применить рычаг, вставив в трубу прочный арматурный стержень или надеть на сгибаемое изделие трубу большего диаметр.
Следует избегать попыток изгиба трубы по центру шаблона, так как это не только требует значительных усилий, но и может привести к поломке трубы.
Аналогичный шаблон можно сделать также из металлических крючков, закрепленных на листе фанеры по соответствующей линии изгиба. Преимуществом подобной конструкции является возможность регулирования линии изгиба путем переставления крючков.

Простейшие трубогибы позволяют гнуть не только тонкостенные гибкие трубы, но и толстостенные изделия. Для этого следует применять ручную лебедку.

С применением подобной конструкции можно сгибать даже мощные профильные трубы. Однако для этих целей при выпиливании деревянного шаблона не следует делать скоса, а трубу необходимо зафиксировать сразу несколькими ограничителями.
В различных мастерских нередко можно встретить трубогибы, имеющие подобную конструкцию:

Его можно изготовить самостоятельно. В процессе изготовления подобного трубогиба наиболее проблематичным является подбор или изготовление необходимых шаблонов и роликов, так как от обхвата трубы зависит качество изгиба.
В случае если инструмент предназначен для работы с гибкими трубами, стальные ролики и шаблоны можно заменить на аналогичные детали, изготовленные из твердых пород древесины.
Ролики можно выточить на токарном станке. Также, ролик можно вырезать лобзиком. Для этого из твердой фанеры выпиливаются круги разного диаметра с наклоном в необходимую сторону, которые затем скрепляются в единую деталь. В завершение ролик следует обработать наждачной бумагой. Для придания большей прочности изделию, его следует укрепить металлическими пластинами.

Для получения большого радиуса изгиба оптимально применение прокатных трубогибов. Эти инструменты, как и вышеописанные, не отличаются сложностью конструкции. Вообще, уровень сложности конструкции прокатных трубогибов, во многом, зависит от материала сгибаемых труб.
Если инструмент необходим для работы с гибкими трубами, его рабочие поверхности можно изготовить из дерева. Так как деревянные детали довольно просты в изготовлении и не требуют больших расходов, их можно без проблем заменять при износе.
В случае если деревянные детали окажутся неэффективны в работе, их можно заменить на металлические. Рассмотрим несколько конструкций самодельных прокатных трубогибов.

Как видим, этот инструмент изготовлен преимущественно из деревянных деталей. Ролики в рассматриваемой модели изготовлены из полиуретана, однако, их также можно сделать из дерева. Т
акже в качестве роликов можно применить и подшипники. Однако в этом случае потребуется заклинить прижимной подшипник так, чтобы он не прокручивался.
От расстояния между роликами трубогиба зависят его технические характристики. Чем больше расстояние между роликами, тем меньше усилий потребуется для прогиба и прогона трубы. Однако в этом случае обеспечивается минимальный радиус изгиба, и значительный участок трубы вообще не подвергается изгибу.
Для того чтобы изготовить более универсальный инструмент, на стадии проектирования следует предусмотреть возможность установки боковых роликов в различных положениях. По бокам необходимо закрепить стальные фиксаторы, удерживающие трубу в определенном положении перпендикулярно осям роликов. В противном случае труба начнет сгибаться по спирали.
 Прижимной ролик трубогиба следует затянуть снизу при помощи металлической полосы с нарезанной по центру резьбой требуемого диаметра.
Прижимной ролик трубогиба следует затянуть снизу при помощи металлической полосы с нарезанной по центру резьбой требуемого диаметра.
Плавно затягивая прижимной ролик устройства, сгибаемая труба прокатывается сквозь трубогиб. При прокате на каждые пол-оборота фиксирующей металлической полосы проделывается прогон трубы.
При изгибе небольшого радиуса потребуется сделать от 50 до 100 прогонов. Для того чтобы окружность изгиба не подвергалась деформации, необходимо прокатывать трубу с одинаковой скоростью. В случае если на поверхности трубы имеется сварной шов, необходимо проконтролировать, чтобы шов при прокате постоянно находился с одной стороны.
Самодельный трубогиб для профильной трубы
Авторская история создания самодельного профильного трубогиба.
Скоро весна, скоро грачи и недостроенная теплица вот уже который год ). С самого начала решил делать нормальную теплицу из нормального профиля. Для этого надо гнуть каркас. Можно, конечно, поискать где согнут или вообще купить готовую, но мы не ищем лёгких путей. Будем гнуть сами, а для этого нам надо сделать трубогиб. Он ещё в хозяйстве не раз пригодится …
Итак порывшись в поиске на предмет чертежей или схем изготовления трубогиба своими руками я собрал у себя маленькую коллекцию фоток. Итак начнём сей процесс изготовления с чертежей и фотографий.
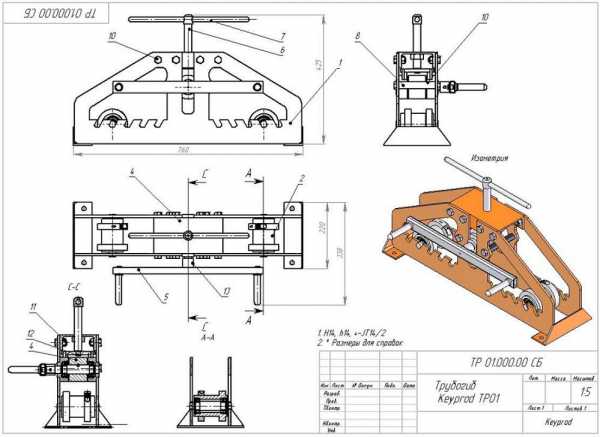
Сам трубогиб:
Немного процесса изготовления:
Ну и когда мы уже имеем представление о конструкции сами чертежи:
Самое важное выточить ролики и обоймы для подшипников. Размеры валов подбираем исходя из наших подшипников и звёздочек. От звёздочек можно вообще отказаться, сделав привод от одного ролика, но по отзывам так может пробуксовывать конструкция.
Ещё прижимной винт можно заменить домкратом. В любом случае основное валы.
Ну начнём подбор материалов и корректировку чертежей? Ну а пока можно глянуть на ещё более продвинутый вариант. Валы выточены под пару диаметров круглых труб и под обычную профильную трубу.
Для начала прикупил подшипники. Простые брать не стал, а купил на руб дороже самоцентрирующиеся с опорами. Так как делаться будет профелегиб «премиум-класса», то и шестерни с цепью для него должны быть премиум ). В моём случае Мерседесовские.

Задание токарю было сформулировано на куске обоев и он с заданием успешно справился

Ну и первая примерка

Шестерни будут зафиксированы через шпонку. В кольцах надо ещё просверлить отверстия и нарезать резьбы, для их фиксации.
Сверлю отверстия и делаю пазы под шпонку, для крепления шестерни.

В ограничительных кольцах засверливаю отверстия и нарезаю резьбу под болты-зажимы. Отпилил кусок швеллера под крепление прижимного вала. Одна полка была срезана, чтоб не мешала установке домкрата. Просверлены отверстия и нарезана резьба под крепления подшипников.

Теперь можно переходить к сварочным работам. Раскладываю детальки на «сварочном столе». Собираю конструкцию, привариваю ноги.

Прикручиваем прижимной вал. Контрогаем его и привариваем гайки для пружин.

Подвешиваю площадку на пружины. Кстати верхний упор крепится на болтах, на всякий случай, вдруг придётся вынимать прижимной вал.

Ну и дальше сверлю и прикручиваю нижние опорные валы.

Делаю натяжитель цепи. В качестве держалки — магнитный уголок. Отличная вещь!

Прикручиваю звёздочки, не забыв вставит шпонки. Шпонки сделал нарезав гравер. Прикручиваю натяжитель.

Следующая деталь — ручка, для вращения. Не забываем сделать ручку с вращающейся трубкой, чтоб мозоли не натирать. И устанавливаем домкрат, привариваем пару болтиков и фиксируем его на площадке.

Результат

Наступило время стендовых испытаний! Что сказать о качестве гиба… сам изгиб получился просто замечательный. В крайних точках есть небольшое замятие. Без него никак Но благодаря буртику на центральном валу нет этого замятия по дуге.

В принципе результатом более чем доволен. Станочек получился то что надо. Крутится легко, гнёт хорошо. Осталось немного придать товарного вида … в ход идет краска.

gredx.ru
Самодельный трубогиб для профильной трубы: устройство и нюансы изготовления
Необходимость в надежном и простом устройстве для гнутья профильных труб возникает, когда домашний мастер начинает серьезно заниматься с металлом. Каркас для беседки, навес для автомобиля, садовая скамейка, верстак…
Эти и многие другие конструкции получаются прочными и красивыми, если профильный металл для них аккуратно согнут на специальном профилегибе.
Покупке готового станка всегда есть экономичная альтернатива, поскольку сделать трубогиб для профильной трубы своими руками можно в домашней мастерской. Перед тем, как в тисках будет зажата первая заготовка, мы предлагаем вам познакомиться с принципом работы и существующими разновидностями самодельных трубогибов.
Как работает трубогиб?
Принцип действия данного приспособления прост: между тремя опорными валами помещают профильную трубу. Центральный вал создает давление, сгибающее металл под нужным углом.
Для загиба трубы на одном локальном участке используют точечный станок.
 Профильная труба, согнутая на точечном устройстве
Профильная труба, согнутая на точечном устройстве
Если нужно получить арочный профиль, то применяют прокатный гибочный станок, совмещающий загиб металла с протяжкой.
Разновидности трубогибных станков
В зависимости от привода, передающего усилие на профильный металл, различают три разновидности трубогибов:
- механические (давление создается вручную с помощью центрального винта или рычага);
- гидравлические (используется гидравлический домкрат);
- электрические (сгибающее усилие создает электродвигатель);
- электрогидравлические (гидроцилиндр приводится в действие электродвигателем).
 Точечный механический трубогиб
Точечный механический трубогиб  Механический прокатный профилегиб (винт создает давление на профиль, протяжка выполняется с помощью центрального вала и рукоятки)
Механический прокатный профилегиб (винт создает давление на профиль, протяжка выполняется с помощью центрального вала и рукоятки)
Следует отметить, что прокатный трубогиб с ручной протяжкой профиля рассчитан на трубу небольшого сечения (максимум 40х40 мм). Крупный профиль протянуть вручную невозможно. Для его сгибания используют мощные станки с электрическим протяжным механизмом.
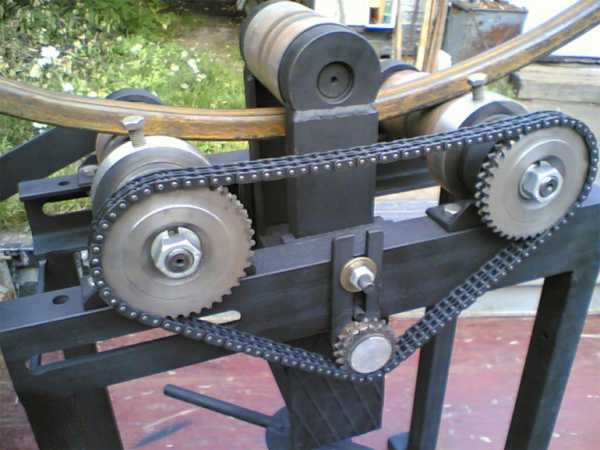
 Ручной прокатный гибочный станок (протяжку выполняют крайние вальцы, приводимые в движение рукояткой и цепью, а давление создает винт и центральный вал)
Ручной прокатный гибочный станок (протяжку выполняют крайние вальцы, приводимые в движение рукояткой и цепью, а давление создает винт и центральный вал)
Видео про устройство станка с электродвигателем:
Как сделать гибочный станок своими руками?
Основной принцип, которым нужно руководствоваться при разработке чертежа самодельного трубогиба – максимальная простота конструкции и надежность.
Вариант 1
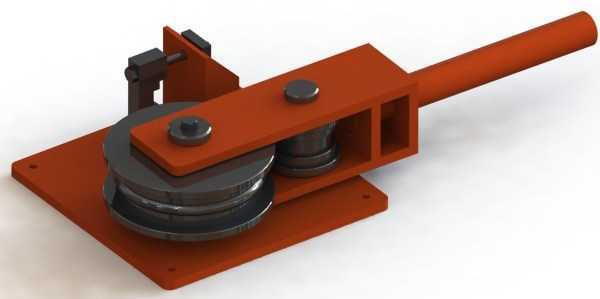
Станок для точечного гнутья можно собрать из двух кусков швеллера, четырех уголков и двух обрезков пальцев от тракторных гусениц.
Сгибание трубы в нем выполняет стандартный гидравлический домкрат усилием не менее 5 тонн. На его рабочий шток устанавливается стальной «башмак». Его можно заказать у токаря или сделать самому из старого шкива, ширина «ручейка» у которого равна ширине профильной трубы. Отрезав половинку от шкива и высверлив в нем посадочное гнездо для штока домкрата, получают гидравлический приводной механизм.
Станина самодельного устройства состоит из четырех уголков (полка 60-80 мм), приваренных к стальной плите. К верхним торцам уголков параллельно приваривают два швеллера. В их стенках симметрично высверливают отверстия для регулирования угла загиба заготовки.
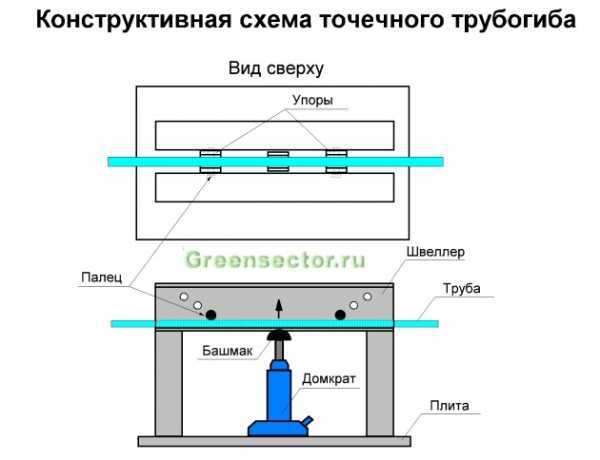
В рабочее положение ручной станок для гибки профильной трубы приводится очень просто:
- В отверстия на швеллере вставляют два стальных пальца и насаживают на них ролики-упоры.
- Домкрат с башмаком поднимают так, чтобы между ним и упорами прошла профильная труба.
- Установив трубу, работают ручкой домкрата, создавая изгибающее усилие.
Видео сборки и работы точечного трубогиба:
Вариант 2
Прокатный ручной трубогиб для профильной трубы также вполне реально соорудить своими силами. Для его изготовления потребуется 2 погонных метра швеллера (высота стенки 15-20 см), из которого нарезают основание и стойки.
Для изготовления вальцов берут шесть коротких обрезков стальной трубы. Она будет выполнять роль обоймы для подшипников. Поэтому ее внутренний диаметр должен быть равен внешнему диаметру подшипника. Заказав у токаря три вала для насаживания гибочных вальцов, приступают к сварке станины.
У рассматриваемого станка роль направляющей, задающей угол загиба профиля, играет крайняя правая опора. Она монтируется на швеллере, шарнирно связанном с основной станиной при помощи обычных дверных петель. Домкрат рабочим штоком упирается в поворотную платформу и поднимает ее.
Вращением рукоятки, насаженной на вал промежуточного упора, профиль протягивают через станок.
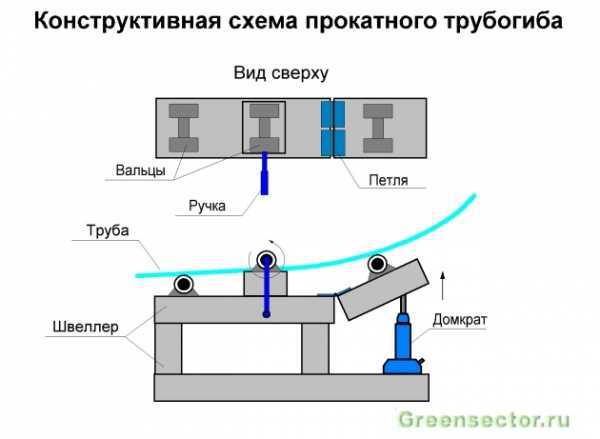
Регулировать радиус загиба профиля можно не только наклоном поворотного швеллера, но и крайними вальцами. Для этого их не приваривают намертво к станине, а делают сдвижными (сверлят отверстия в швеллере и опорных пластинах).
Вместо гидравлического домкрата для подъема крайнего вальца можно использовать винтовой автомобильный.



Видео по изготовлению прокатного трубогиба:
remstroysam.ru
Как выполняется прокатка профильной трубы – оборудование, технология
Содержание:
Прокаткой профильной трубы называют технологическую процедуру, в результате которой изменяется продольный профиль изделия. Для этого потребуется наличие особого станка для прокатки труб, с характерной для него высокой производительностью, которая необходима для изготовления изогнутых элементов металлических конструкций.

Описание материала
Профильная труба относится к особенному сорту проката, с помощью которого собираются металлические конструкции разных размеров и функций. Отличается такой металлопрокат наличием многогранного или овального профиля на поперечном сечении. Чаще всего его формой выступает квадрат или прямоугольник. Само собой, что трубопроводы и другие транспортные коммуникации из таких труб не делают.

Объясняется подобное ограничение слабым сопротивлением внутреннему давлению и недостаточными пропускными характеристиками. Дело в том, что профильные трубы изготовляются из ленточного штрипса, что в основном не предусматривает надежное формирование надежных соединительных участков. Как результат, в случае использования данного материала для изготовления трубопроводов, существует большая вероятность порывов.
Какие бывают профильные трубы
Когда говорится о профильных трубах, в основном имеются в виду квадратные, овальные или прямоугольные изделия. Что касается способа производства, то они бывают шовными или бесшовными, с отпуском или без. Отпуском называют специальную процедуру, в результате которой снимаются внутренние напряжения после того, как профиль сформирован.
В целом можно сказать, что сортимент профильных труб настолько разнообразен, что для его нормирования потребовалось несколько ГОСТов. К примеру, профильные трубы квадратного типа определяются ГОСТом 8639-82.
Данные нормативные документы содержат указания параметров, по которым изготовляются профильные трубы тонкостенного и толстостенного типа. Верхней габаритной чертой для них является размер 180х180 мм, при толщине стенок 8-14 мм. Самой маленькой профильной трубой выступает квадратное изделие миллиметровой толщины, с размером грани в 10 мм. Из этих значений определилась технология, по которой данный прокат подвергается продольной деформации.
Пустотелая балка размерами 18х18 см, где толщина стенок доходит до 1,5 см, может быть согнута только при помощи особой техники.
Особенности вальцовки
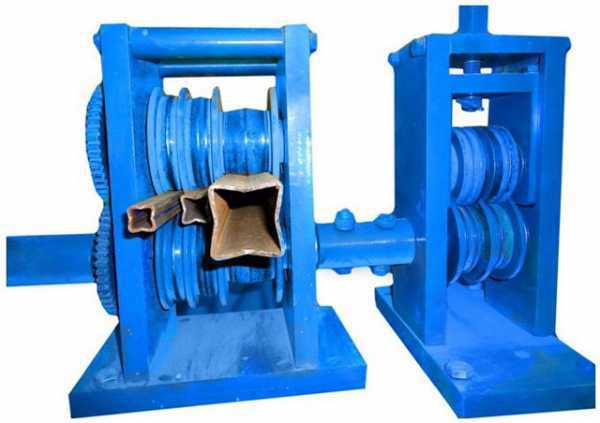
Продольная прокатка профильной трубы построена на вальцовке, что очень сильно напоминает прокатный стан. Как результат, вальцовочному станку для проката профильных труб был сообщен пирамидообразный вид.
Здесь имеются два нижних и один верхний цилиндр: с помощью нижних элементов осуществляется транспортировка, а верхнего вальца – деформация проката. Прокатный станок для профильной трубы обладает очень понятной схемой работы: труба ложиться поверх нижней пары вальцов, с последующим поджиманием к верхнему цилиндру.
Благодаря этому прижимному воздействию, передаваемого на верхний цилиндр, достигается прогиб трубы, с дальнейшим деформированием продольного профиля. После включения «подачи» (нижнего привода) происходит распространение участка деформации по поверхности всей обрабатываемой трубы.
Как правило, при помощи одного прихода длинный профиль особо не деформируешь. Однако эту операцию можно повторять сколько угодно много раз. Это позволяет формировать как дугообразные, так и закольцованные профили.
Какие бывают вальцовочные станки для прокатки
Собирая металлоконструкции, приходится использовать самые разные заготовки. Для их получения используются самые разнообразные вальцовочные агрегаты.
Наиболее популярные в настоящее время станки для прокатки:
- Вальцовые листогибы. С их помощью деформируют листовой прокат. Трубы в таких станках обработать не получится по причине очень малого зазора между транспортирующими и деформирующими элементами. Вальцевые листогибы используются там, где требуется изготовить тонкостенные фасонные детали – отливы, желоба и т.п.
- Трехвальцевые станки. С помощью такого устройства можно деформировать и трубы, и листы. Кроме этого, станки данного типа дают возможность обработки профильного проката (уголков и пр.). Генератор прижимного усилия определяет уровень мощности и производительности данного оборудования. На станках с обычной струбциной, с которой связан прижимной вальц, производительность находится на отметке ниже среднего: изготовить подобный прокатный станок для профильной трубы своими руками под силу любому слесарю. При использовании вместо струбцины гидравлического привода станок данного типа может сгибать даже тавровые балки.
- Станки с четырьмя вальцами. Это оборудование считается наиболее мощным из всех приспособлений данного типа. При помощи данных трубогибов можно изготовлять не только дуговые, но и кольцевые профили. На четырехвальцевых станках используют исключительно механический привод: в этом отношении они отличаются от трехвальцвого оборудования, которое может быть как частично, так и полностью ручное. Это предусматривает реализацию прокатки профильной трубы своими руками, при помощи физических усилий рабочего. Чтобы повысить мощность станка, приходится усложнять его конструкцию и повышать уровень энергопотребления. Это объясняет, почему на предприятиях, где профильная труба изготовляется в массовом масштабе, используется в основном четырехвальцевый трубогиб: своими руками профилегиб данного типа изготовить вряд ли получится.
trubaspec.com
Как изготовить станок для прокатки металлической профильной трубы своими руками
Существует масса кустарных способов изогнуть профтрубу, но качественный результат можно получить только при прокатке металлопрофиля. Самым же эффективным способом прокатки является использование профилегибочного станка. Если требуется не серийное, а штучное производство арок, дуг или волн, то с задачей поможет справиться даже самодельный аппарат.
Что такое прокатка
Для возведения строений и конструкций из металлопрофиля нередко требуется труба изогнутой формы. Металлические дуги используются для изготовления навесов, козырьков, беседок, теплиц и других надворных построек и малых архитектурных форм. Из гнутых профтруб малого сечения создают элементы дизайна интерьеров и экстерьеров: ограды, ворота, стойки лестничных перил, полки, подсвечники и многое другое.
При этом придать профтрубе нужную форму без специального оборудования довольно сложно, а сделать несколько дуг одинаковой формы – почти невозможно. Тонкостенные изделия гнутся относительно легко, но при этом невозможно проконтролировать угол и радиус изгиба. К тому же в стенках при таком сгибании создаются очаги напряжения, а на внутренней стороне изгиба появляются складки, из-за чего готовое изделие имеет низкую прочность и малый срок эксплуатации.
Создать арку можно и при помощи сварки и болгарки – надрезать стенки, раздвинуть надрезы и, заполнив зазоры припоем, заварить. При наличии опыта подобных работ, небольшое количество арок изготовить возможно, но для масштабных манипуляций и создания изгибов более сложных форм этот метод не подходит – слишком трудозатратен.

Создать красивые и прочные дуги, волны и даже спирали позволяет прокатка – технологическая процедура, при которой посредством механического воздействия постепенно меняется продольная форма трубы.
Обратите внимание! Суть прокатки в том, что изменение профиля производится таким образом, что усилие прикладывается ко всей поверхности изгибаемого участка. Нагрузка распределяется по стенкам равномерно, из-за чего не возникает большого внутреннего напряжения, и изогнутое изделие получается аккуратным и прочным.
Способы прокатки профильной трубы
Относительно бережно можно деформировать профтрубу несколькими способами:
- С предварительным нагревом. Метод используется для формования изделий, имеющих ширину более 4 см. В отрезок трубы засыпают чистый песок, торцы закрывают заглушками с небольшими отверстиями для выхода газов. Затем фиксируют заготовку и шаблон в тисках и прогревают зону изгиба до 150 градусов, то есть до появления красноты. Металл становится пластичным и поддается деформации, при этом песок помогает равномерно распределить нагревание и деформирующее усилие. Нагреть и изогнуть участок трубы необходимо за один подход, так как многократное температурное и механическое воздействие приведет к снижению прочности изделия.
Обратите внимание! Необходимо использование защитной пожаропрочной одежды и плотных термостойких рукавиц. Перед началом работ следует подготовить средства пожаротушения: ведро с водой или песком или огнетушитель.
- Холодным способом с помощью пружинного трубогиба. В качестве амортизационного устройства для профтруб с шириной менее 4 см используют пружину с крюками на концах. Длина вспомогательного устройства должна быть достаточной, чтобы разместить его в трубе вдоль всего изгибаемого участка, а поперечное сечение должно быть таким, чтобы пружина без усилия протягивалась через профтрубу, почти касаясь стенок. Заготовку с закрепленной в ней пружиной фиксируют в тисках вместе с шаблоном и медленно и плавно изгибают.
- Холодным способом с помощью профилегибочного, или вальцовочного, станка. Рабочей частью устройства являются три параллельных цилиндрических валика, средний из которых расположен выше крайних. Труба пропускается между вращающимися цилиндрами, при этом заготовка опирается на нижние, а верхний прижимает ее вниз, заставляя деформироваться. Для получения изгиба нужного радиуса трубопрофиль прокатывают несколько раз – при поэтапной деформации равномерно распределяется сила воздействия и не возникает складок на внутренней стороне дуги и неравномерного растяжения на внешней.
Рекомендуем ознакомиться: Как выполнить монтаж труб для систем отопления
Первые два способа подходят для прокатки труб вручную в случаях, когда не требуется изготовления большого количества гнутых деталей. Чтобы придать профилированному изделию нужную форму, придется потренироваться. Без опыта проведения подобных манипуляций желаемого результата достигнуть сложно.
Третий способ не требует особых навыков, позволяет изготавливать большое количество дуг, волн и спиралей и отличается высокой точностью, но для такого трубопроката нужен станок.
Виды вальцов для изгиба профильных труб
Прокатное устройство для деформации профтрубы коротко называют профилегибом или по аналогии с его рабочей частью – вальцами.
Устройство рабочего органа профилегибочных станков одинаково:
- корпус или станина – массивное основание конструкции,
- три вала-цилиндра – два опорных и один прижимной или ведущий,
- струбцины – насадки, фиксирующие положение труб разного размера на валах,
- устройство, регулирующее положение ведущего вала,
- управляющий механизм, отвечающий за движение валов.
Обратите внимание! Говоря о видах вальцов для изгиба профильных труб, имеют в виду не рабочие валы станка, а тип устройства в целом.
Классификация трубогибов для профтруб подразумевает разделение по способу управления устройством.
Различают несколько видов вальцов: гидравлический, электрический, ручной или механический.
Гидравлические профилегибы
Оснащены гидравлическим приводом, благодаря чему работают с большой производительностью. Опорные валы в гидравлическом станке подключены к приводу и не просто направляют трубу, а продвигают ее с нужной скоростью. Таким образом, аппарат работает без помощи человека, сводя задачу оператора к нажиманию кнопок и визуальному контролю за процессом. Такие станки – самые мощные, точные и высокопроизводительные, но массивные и дорогие. Использование гидравлических вальцов целесообразно только в условиях промышленного предприятия.

Электрические вальцы
Опорные и прижимной валы соединены цепью и вращаются с одинаковой скоростью, обеспечивая подачу и транспортировку заготовок. Такой аппарат дешевле и легче гидравлического, подходит для мелкосерийного производства трубопроката. Однако электровальцы имеют значительные габариты и вес, а для работы им необходимо подключение к электросети, поэтому сферой применения являются небольшие предприятия и частные мастерские. Покупать или изготавливать электрический трубогиб для возведения одной-двух надворных построек нецелесообразно.

Механический профилегибочный станок
Такой прибор компактен, мобилен, недорог и даже может быть изготовлен самостоятельно. При этом управляется аппарат вручную, что при изгибании труб с большим сечением требует серьезных трудозатрат. Производительность ручных вальцов низкая, поэтому используют такие устройства только для штучного изготовления гнутых профильных труб.

Самодельные приспособления
Покупка даже ручного профилегиба не всегда оправдана: если необходимо несколько дуг для возведения навеса, беседки или теплицы, приобретение аппарата сведет на нет всю экономию от самостоятельного изгибания труб, так как в итоге окажется, что дешевле было купить готовые изделия.
При наличии опыта работы со сварочным оборудованием, можно соорудить ручной вальцовочный станок самостоятельно. При этом готовые вальцы по эффективности не будут уступать заводским моделям и аппарат при желании можно будет доработать, оснастив для повышения производительности электромотором.
Как изготовить станок для прокатки самостоятельно
Для изготовления вальцов потребуются следующие инструменты и материалы:
- сварочный аппарат,
- электродрель со сверлами по металлу,
- шлифовальный аппарат,
- шуруповерт или набор ключей,
- молоток,
- толстостенные профтрубы или листовой металл,
- заготовки валов (цилиндров) и струбцин (колец), выточенные на токарном станке,
- винт с крестообразной рукоятью,
- ручка или накидной ключ,
- цепь с цепным механизмом – при желании.
Последовательность изготовления вальцов:
- Первыми изготавливают валы и струбцины – эти детали обычно покупают или заказывают в токарной мастерской, так как без специального оборудования сделать их невозможно.
- Изготавливают боковые части станины в форме перевернутой “Т” или трапеции с вертикально срезанными нижними углами.
- Изготавливают каретку – П-образную конструкцию с полумесяцами для размещения прижимного вала на вертикальных сторонах и отверстием для его штока с одной стороны. В центре горизонтальной части каретки делают отверстие для винта регулирующего устройства.
- В середине боковых элементов станины приваривают по две параллельных направляющих для каретки. Между направляющими прорезают канал для свободного движения штока прижимного вала. По краям вырезают отверстия и приваривают опоры для боковых валов.
- Проверяют свободный ход каретки в направляющих.
- Устанавливают валы на места и приваривают нижнюю часть корпуса.
- Изготавливают верхнюю часть корпуса – крышу с отверстием для регулирующего винта в центре. К отверстию приваривают цилиндр, который предотвратит перекос регулировочного устройства.
- Завершают сборку станины, приваривая крышу и дополнительные распорки, фиксирующие взаимное расположение боковых стенок.
- Устанавливают винт, пропуская его сквозь отверстия в крыше станины и горизонтальной части каретки.
- Закрепляют ручку или накидной ключ на штоке прижимного вала.
Обратите внимание! При желании можно установить цепной механизм, соединяющий все три вала. Такое устройство упростит работу с вальцами, снизив трудозатраты на прокатку труб.










