Отличие трубной резьбы от дюймовой
Характеристика трубной и дюймовой резьб
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию:
Все Категории» Абразивный инструмент»» Абразивный инструмент на керамической связке»»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»»» Шлифовальные круги тип 6»»» Бруски»» Инструмент на бакеллитовой связке»»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»»» Круги зачистные армированные тип 1 (прямой профиль)»»» Сегменты шлифовальные»»» Круги отрезные не армированные»»» Круги для заточки пил тип 3 (конический профиль) »»» Круги зачистные не армированные тип 1 (прямой профиль)»» Инструмент на гибкой основе»»» Наждачная бумага»»»» Наждачная бумага в рулонах»»»» Наждачная бумага в листах»»» Лепестковые круги КЛТ»»» Лепестковые круги КЛ»»» Лепестковые круги КЛО»»» Фибровые диски»»» Клетированные диски»»» Ленты бесконечные»»» Шлифблоки»» Паста ГОИ»» Вулканитовые круги»» Тигли» Измерительный инструмент»» Штангенциркули»» Измерительные приборы»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Концевые меры длины»» Линейки металлические»» Рулетки»» Угольники слесарные» Стальные клейма и инструменты для маркировки HEIDENPETER»» Серия GRAVUREM-S Standart ( стандартные требования, до 800 МПа)»» Серия CYRILLIC ALPHABET ( КИРИЛЛИЦА)»» Серия OVERSIZES ( высота > 16 мм)»» Серия GRAVUREM-№1 extra-extra ( маркировка нержавеющих сталей, защита от коррозии)»» Серия GRAVUREM-SPECIAL ( повышенная точность оттиска)»» Серия GRAVUREM-T ( контролируемая глубина оттиска)»» Серия GRAVUREM-RP ( точечные)»» Серия GRAVUREM-R ( бережная маркировка)»» ПУАНСОНЫ В НАБОРАХ С ДЕРЖАТЕЛЯМИ»» НУМЕРАЦИОННЫЕ ГОЛОВКИ серии "Compact Marker"»» РУЧНЫЕ ДЕРЖАТЕЛИ ДЛЯ СТАЛЬНЫХ КЛЕЙМ» Металлорежущий инструмент»» Сверла»»» Сверла с коническим хвостовиком Р6М5(HSS) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком HSSCo5 (Р6М5К5) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»»» Сверла с цилиндрическим хвостовиком Р6М5, HSS ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком HSSCo5 (Р6М5К5) ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком длинные ГОСТ 886-77, DIN-340»»» Сверла с цилиндрическим хвостовиком длинные HSSCo5 DIN-340»»» Cвёрла с цилиндрическим хвостовиком сверхдлинные для металла и нержавеющей стали»»» Сверла с цилиндрическим проточенным хвостовиком»»» Сверла для сварных точек с центральной вставкой по DIN-1897»»» Центровочные сверла тип "А" ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»»» Центровочные сверла тип "NC" для станков с ЧПУ»»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком ГОСТ 17274-71»»» Наборы сверл»»» Сверла для печатных плат»»» Ступенчатые сверла для листовых материалов»»» Сверла двухсторонние»» Метчики»»» M- метрическая резьба с основным (крупным) шагом»»»» M - комплекты метчиков из 2-х или 3-х штук»»»» M- гаечные метчики»»»» M- машинные метчики для материалов до 600 MПа (N/mm2)»»»» M- машинные метчики для материалов до 800 MПа (N/mm2)»»»» M- машинные метчики для материалов до 1000 MПа (N/mm2)»»»» M- машинные метчики для материалов до 1200 MПа (N/mm2)»»»» M- машинные метчики для чугуна до 1400 MПа (N/mm2)»»»» M- машинные метчики для материалов до 1400 MПа (N/mm2)»»»» M- машинные метчики для нержавеющих сталей до 1000 MПа (N/mm2)»»»» M- метчики-раскатники для материалов до 1000 MПа (N/mm2)»»»» M- машинные метчики HSSE-PM универсального применения»»»» M- машинные метчики удлиненной серии EL»»»» M- машинно-ручные однопроходные метчики»»» Mf- метрическая резьба с мелким шагом»»»» Mf - комплекты метчиков из 2-х штук»»»» Mf- гаечные метчики»»»» Mf- машинные метчики для материалов до 1000 MПа (N/mm2)»»»» Mf- машинные метчики для материалов до 800 MПа (N/mm2)»»»» Mf- машинные метчики для материалов до 1400 MПа (N/mm2)»»»» Mf- машинные метчики для нержавеющих сталей до 1000 MПа (N/mm2)»»»» Mf- метчики-раскатники для материалов до 1000 MПа (N/mm2)»»»» Mf- машинные метчики HSSE-PM универсального применения»»»» Mf-машинно-ручные однопроходные метчики»»» G- трубная цилиндрическая резьба»»» UNC- дюймовая резьба с крупным шагом»»» UNF- дюймовая резьба с мелким шагом»»» BSW / BSF- дюймовая резьба Витворта с крупным и мелким шагом»»» NPT- дюймовая коническая резьба»»» Rc - трубная коническая резьба»»» Pg - электротехническая трубная резьба»»» Vg- вентильная резьба»» Плашки круглые»»» М- метрическая резьба с основным ( крупным) шагом»»» Mf - метрическая резьба с мелким шагом»»» NPT ( К ) - дюймовая коническая резьба»»» R - трубная коническая резьба»»» G - трубная цилиндрическая резьба»»» Pg - электротехническая трубная резьба»»» UNC - дюймовая цилиндрическая резьба с основным (крупным) шагом»»» UNF - дюймовая цилиндрическая резьба с мелким шагом»» Наборы сверл, метчиков и плашек»» Зенковки»»» Зенковки 60 градусов»»» Зенковки 90 градусов»» Развертки»»» Развертки ручные»»» Развертки машинные»»» Развертки - расширители 1:16»» Фрезы»»» Борфрезы»»» Фрезы дисковые отрезные ГОСТ 2679-93»»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»»» Фрезы концевые с коническим хвостовиком ГОСТ 170»»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»»» Фрезы модульные»»» Фрезы монолитные (концевые и шпоночные)»»» Фрезы торцевые»»» Фрезы трехсторонние»»» Фрезы цилиндрические»»» Фрезы шпоночные»»» Фрезы червячные»»» Фрезы радиусные выпуклые и вогнутые»» Пластины твердосплавные»»» Напайные пластины»»» Сменные пластины»» Токарные резцы»»» Резцы отрезные ГОСТ 18884-73»»» Резцы подрезные отогнутые ГОСТ 18880-82»»» Резцы проходные отогнутые ГОСТ 18877-82»»» Резцы проходные прямые ГОСТ 18878-73»»» Резцы проходные упорные отогнутые ГОСТ 18879-73»»» Резцы проходные упорные прямые ГОСТ 18879-73»»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»»» Резцы резьбовые ГОСТ 18876-73»»» Канавочные резцы»»» Резцы левые» Алмазный инструмент и инструмент из СТМ»» Карандаши алмазные правящие»» Круги алмазные»» Бруски алмазные правящие»» Круги эльборовые»» Надфили алмазные»» Паста алмазная»» Сверла алмазные»» Сверла алмазные трубчатые»» Стеклорезы алмазные» Оснастка для электро-бензо-пневмоинструмента»» Оснастка для перфораторов»»» Буры для перфораторов SDS+»»» Буры для перфораторов SDSmax»»» Пики, долота, зубила, переходники для перфораторов »» Биты для шуруповертов»»» Биты, насадки, головки, держатели USH»»» Биты, насадки, головки, держатели ПРАКТИКА»» Коронки биметаллические»» Коронки твердосплавные»» Сверла по кирпичу и бетону твердосплавные»» Сверла по стеклу и кафелю»» Сверла по дереву»»» Перовые сверла по дереву»»» Сверла для мебельных стяжек»»» Сверло по дереву 3-х заходное»»» Сверло по дереву спиральное»»» Винтовое сверло по дереву»»» Сверла ФОРСТНЕРА»»» Сверла фрезерные»» Диски пильные с твердосплавными пластинками»» Диски алмазные»» Коронки алмазные»» Корщетки для дрелей и шлифмашинок»» Патроны и переходники для дрелей»» Пилки для электролобзиков»»» Пилки REBIR для электролобзиков »»» Пилки BOSCH для электролобзиков»»» Пилки ПРАКТИКА для электролобзиков»» Полировальные приспособления»» Аккумуляторы для электроинструмента»» Ножи для электрорубанков»» Наборы инструментов и приспособлений» Сварка и пайка»» Все для сварки»» Сварочные электроды»» Сварочная проволока»» Все для пайки» Слесарно-монтажный инструмент»» Головки сменные и приспособления к ним»» Зубила слесарные»» Кельмы»» Стамески, долота»» Клещи»» Ключи»»» Ключи динамометрические»»» Ключи комбинированные»»» Ключи накидные»»» Ключи разводные»»» Ключи рожковые»»» Ключи свечные»»» Ключи торцевые»»» Ключи трубные (КТРы)»»» Ключи шестигранные Г-образные»» Молотки и кувалды»» Наборы инструментов»» Топоры »» Надфили»» Напильники»»» Напильники квадратные»»» Напильники круглые»»» Напильники плоские»»» Напильники полукруглые»»» Напильники ромбические»»» Напильники трехгранные»»» Напильники для заточки цепей бензопил»» Ножевки по металлу»» Ножницы по металлу»» Отвертки»» Плоскогубцы, кусачки, и т.
д.»» Струбцины»» Степлеры ручные и скобы к ним»» Пинцеты» Средства индивидуальной защиты» Станочная оснастка и приспособления»» Воротки для метчиков и плашек»» Станочные оправки тип 7711, тип 7616, тип 7626»» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676»» Цанги ER тип 7618»» Патроны для сверлильных станков»» Патроны токарные»» Резьбонарезные патроны и головки»» Тиски »» Центры вращения и упорные» Электро- и бензоинструмент» Ручной инструмент»» Степлеры ручные механические и скобы»» Различный ручной инструмент» Смазочные материалы Бренды» ANDRE абразивный инструмент» GRATTEC - инструменты для снятия заусенцев, фасок и шабрения поверхностей.» GRAVUREM MASUS стальные клейма»» КЛЕЙМА БУКВЕННЫЕ»» КЛЕЙМА ЦИФРОВЫЕ»» НАБОРЫ ПУАНСОНОВ С ДЕРЖАТЕЛЯМИ»» ГОЛОВКИ НУМЕРАЦИОННЫЕ серии "Compact Marker"»» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ» FANAR металлорежущий инструмент»» Метчики»»» М, Mf- метрическая основная и метрическая мелкая резьба»»»» Машинные метчики»»»»» Серия MasterTAP»»»»» Серия 800»»»»» Серия 800X»»»»» Серия INOX (для обработки нержавеющих сталей)»»»»» Метчики для левой резьбы LH»»»»» Серия 1400»»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»»» Серия WGN ( метчики-раскатники)»»»»» Серия AL (для обработки алюминия)»»»»» Серия GAL (для обработки алюминиевых сплавов)»»»»» Серия Az (с шахматным расположением зубов)»»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»»» Серия GG (для обработки чугуна)»»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»»» Машинно-ручные (машинные) однопроходные метчики»»»» Машинно-ручные ( ручные) комплектные метчики»»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»»» INOX машинно-ручные ( ручные) комплектные метчики»»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»»»» HRC40 машинно-ручные ( ручные) комплектные метчики»»»» Гаечные метчики»»»» Комбинированные метчики-сверла»»»» Метчики-биты»»» G- трубная цилиндрическая резьба»»» UNC- унифицированная американская дюймовая резьба с крупным шагом»»» UNF- унифицированная американская дюймовая резьба с мелким шагом»»» BSW- дюймовая резьба Витуорта с крупным шагом»»» BSF- дюймовая резьба Уитворта с мелким шагом»»» NPT- дюймовая коническая резьба»»» Pg - трубопроводная резьба»»» Rc - трубная коническая резьба»»» Vg- вентильная резьба»» Сверла спиральные ц/х по нержавеющим сталям DIN-338 серия INOX»» Плашки круглые»»» М- метрическая основная и Mf- метрическая мелкая резьба»»»» Плашки круглые серия 800 правая метрическая резьба»»»» Плашки круглые серия 800 левая метрическая резьба»»»» Плашки круглые серии INOX (для обработки нержавеющих сталей) метрическая резьба»»» G- трубная цилиндрическая резьба »»»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»»» NPT- американская коническая трубная резьба»»» Pg - трубопроводная резьба»»» R - трубная коническая резьба»»» Vg - вентильная резьба»» Воротки для метчиков и плашек»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Наборы резьбонарезного инструмента»» Станочная оснастка»» Твердосплавные фрезы»» Фрезы из быстрорежущей стали»» Зенковки с направляющей»» Зенковки»» Конические развертки 1:16» WIERTLA BAILDON сверла»» Сверла с к/х шлифованные HSS, NWKc, DIN 345»» Сверла с к/х по нержавеющей стали серии INOX »» Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338»» Сверла с ц/х шлифованные HSS, длинные , DIN 340»» Сверла с проточенным хвостовиком» TIVOLY металлорежущий инструмент»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2.
 5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Сверла по металлу экстрадлинной серии»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек» ZPS-FN - осевой металлорежущий инструмент»» Метчики машинные»»» Метчики машинные P-K-N»»» Метчики машинные серия UNI P-M-K-N»»» Метчики машинные серия -M- ( для нержавеющей стали)»» Сверла»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSS»»» Сверла спиральные с цилиндрическим хвостовиком с направляющей (для сварных точек)»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSSCo5»»» Сверла спиральные с коническим хвостовиком HSS, DIN 345»»» Сверла спиральные с коническим хвостовиком HSSCo5, DIN 345»»» Центровочные сверла тип "А"»»» Центровочные сверла тип "NC"»» Плашки круглые»»» Плашки круглые HSS метрическая резьба P-K-N»»» Плашки круглые HSSCo5 метрическая резьба P-K-M-N»» Фрезы»»» Фрезы концевые быстрорежущие HSSCo8»»» Фрезы концевые твёрдосплавные VHM»» Зенковки конические с цилиндрическим хвостовиком» NAREX Zdanice»» Метчики»»» M, Mf- метчики для метрической резьбы»»»» Машинные метчики»»»» Ручные метчики»»»» Гаечные метчики»»» G- метчики для трубной цилиндрической резьбы»»» UNC - метчики для дюймовой резьбы с крупным шагом»»» UNF - метчики для дюймовой резьбы с мелким шагом
5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Сверла по металлу экстрадлинной серии»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек» ZPS-FN - осевой металлорежущий инструмент»» Метчики машинные»»» Метчики машинные P-K-N»»» Метчики машинные серия UNI P-M-K-N»»» Метчики машинные серия -M- ( для нержавеющей стали)»» Сверла»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSS»»» Сверла спиральные с цилиндрическим хвостовиком с направляющей (для сварных точек)»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSSCo5»»» Сверла спиральные с коническим хвостовиком HSS, DIN 345»»» Сверла спиральные с коническим хвостовиком HSSCo5, DIN 345»»» Центровочные сверла тип "А"»»» Центровочные сверла тип "NC"»» Плашки круглые»»» Плашки круглые HSS метрическая резьба P-K-N»»» Плашки круглые HSSCo5 метрическая резьба P-K-M-N»» Фрезы»»» Фрезы концевые быстрорежущие HSSCo8»»» Фрезы концевые твёрдосплавные VHM»» Зенковки конические с цилиндрическим хвостовиком» NAREX Zdanice»» Метчики»»» M, Mf- метчики для метрической резьбы»»»» Машинные метчики»»»» Ручные метчики»»»» Гаечные метчики»»» G- метчики для трубной цилиндрической резьбы»»» UNC - метчики для дюймовой резьбы с крупным шагом»»» UNF - метчики для дюймовой резьбы с мелким шагом
Производитель:
ВсеABRABOROANDRE abrasive articlesAPX TechnologieASKAYNAK, ТурцияBISON-BIALBOSCHESABFANARFELO, ГерманияGLOBUS, ПольшаGRATTECHavera, ГерманияHeidenpeterHeller, ГерманияIZAR, ИспанияKARNASCHKEMMLERKULLENMP-SNAREX ZdaniceNOOK, ЛатвияOregonParitet, ЛатвияPFERDREBIR, ЛатвияSAIT, ИталияTaerosol OYTITEX+, ГерманияTIVOLYUSHWiertla BaildonWILPU, ГерманияYG-1ZM-KOLNOZPS-FNБАЗ (Белгород)БелоруссияБуревестник (Гатчина)ВМПАВТОГерманияЕСАБ-СВЭЛ (СПб)Каменец-ПодольскийКитайКМЗ (Копейск)КОМЗ (Каменск)КРИН (Киров)ЛАЗ (Луга)Межгосметиз (Мценск)МЕТАЛЛИСТ (Глазов)НИЗ (Новосибирск)ПМ (Рязань)ПРАКТИКАРоссияСеверсталь(Череповец)Северсталь-метиз(Орел)СМИ (Арефино)СПРИНТ (Москва)СтИЗСЭЗ (Сычевка)тестТруд (Вача)ЧИЗ (Челябинск)
Новинка:
Всенетда
Спецпредложение:
Всенетда
Результатов на странице:
5203550658095
Отличие резьбы метрической от трубной: талицы размеров резьб
Автор Монтажник На чтение 9 мин Просмотров 18. 6к. Обновлено
6к. Обновлено
Резьбовые соединения являются одними из основных методов стыковки элементов трубопроводных магистралей, иногда при монтаже линий с трубами своими руками можно столкнуться с их различными типами. Поэтому при подборе материалов и комплектующих при самостоятельном устройстве трубопроводов, полезно знать отличие резьбы метрической от трубной.
По принятым стандартам трубную резьбу измеряют в специальных и обычных дюймах, она насчитывает несколько видов, которые в зависимости от назначения отличаются определенными параметрами. При самостоятельном ручном или механическом нарезании на токарных станках эти различия необходимо учитывать для того, чтобы правильно выбрать размеры, обеспечивающие наиболее качественные стыки для определенных условий эксплуатации.
Рис.1 Профильные размеры конусной резьбы
Содержание
- Почему в дюймах
- Параметры резьбы
- Трубные резьбы, применяемые в быту
- Коническая трубная резьба по ГОСТ 6211-81 и ее маркировка
- Цилиндрическая трубная резьба по ГОСТ 6357-81 и ее обозначение
- Отличие резьбы метрической от трубной
- Нарезка трубной резьбы своими руками
- Определение размеров резьбы
Почему в дюймах
Хотя в странах мира повсеместно распространена метрическая система измерений, и резьбовой шаг привязан к миллиметру, вся современная сантехника, насосное, отопительное оборудование и прочие системы с использованием трубопроводов рассчитаны на систему измерения в дюймах.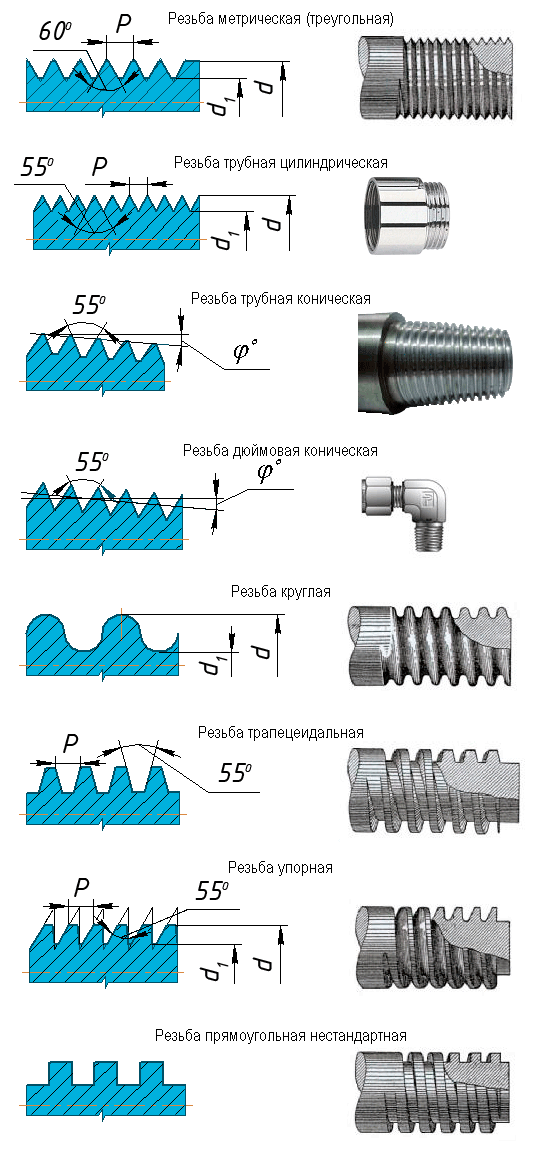
Связано это с тем, что неметрическая система вместе со всем оборудованием пришла к нам из развитых стран мира, где вся промышленность с 15 века были ориентирована на английский дюйм, приблизительно равный ширине большого пальца в 25,4 мм. Появившаяся значительно позднее в 19 веке система с основной размерной единицей в 1 метр используется везде, но так и не смогла вытеснить дюймы из измерений элементов оборудования, газовых и водопроводных магистралей.
Частично это произошло потому, что считать десятые доли миллиметров слишком неудобно и при этом страдает точность, в то время, как резьбовые элементы в полдюйма, три четверти, полтора и так далее проще обозначать и производить. При изготовлении бытовой сантехники стандартный дюймовый шаг составляет 1/4″ — это в 6 раз больше миллиметра и позволяет существенно уменьшить число типоразмеров соединительных патрубков сантехнической арматуры.
Рис.2 Цилиндрический профиль и его размерные показатели
Параметры резьбы
Любая резьба определяется показателями:
- Наружный диаметр.
 Соответствует расстоянию от вершин гребней на разных сторонах и равен окружности цилиндра, на который производится нарезание.
Соответствует расстоянию от вершин гребней на разных сторонах и равен окружности цилиндра, на который производится нарезание. - Внутренний диаметр. Расстояние между впадинами диаметрально расположенных профильных гребней.
- Шаг или ход. Расстояние между вершинами профиля резьбы. В трубных накатках оно измеряется витками на дюйм.
- Профильный угол. Измеренный в градусах угол конусного гребня.
- Глубина. Высота гребня от верха до его основания.
Трубные резьбы, применяемые в быту
Отечественными ГОСТ регламентируется два основных вида трубной резьбы: конические и цилиндрические, главное отличие которых состоит в профиле заготовки. В первом случае он конической формы (конусность 1 к 16), во втором типе основанием является цилиндрическая заготовка.
Также известны американские разновидности стандартов трубных дюймовых накаток NPSM и NPT, главное отличие которых — профильный угол в 60 градусов. Отечественный аналог американского стандарта NPT — ГОСТ 6111-52 на коническую резьбу с углом конуса гребня в 60 градусов.
Отечественный аналог американского стандарта NPT — ГОСТ 6111-52 на коническую резьбу с углом конуса гребня в 60 градусов.
Рис. 3 Таблица резьбы трубной конической
Коническая трубная резьба по ГОСТ 6211-81 и ее маркировка
Резьбовые соединения этого вида предназначены для работы в условиях высокого давления, применяются в гидравлических системах мобильного инструмента, приводящих в движение тяжелые механизмы (гидростанции), для подключения гибких рукавов и муфт, рассчитанных на давление 700 и более бар. Данный вид резьбового соединения имеет следующие особенности:
- ГОСТ регламентирует не только максимальный наружный диаметр в 6″, но и длину нарезки, которая разбивается на полную длину и рабочую часть.
- Уклон конуса имеет соотношение 1:16 по всей длине, ход резьбовой насечки включает в себя четыре позиции и привязан к внешнему диаметру.
- Маркировка включает в себя номинальный диаметр резьбы в дюймах и тип изделия, который обозначается латинской буквой R с дополнительными символами C и Р, означающими внутреннюю коническую или внутреннюю цилиндрическую нарезку.
 Направление указывается для левостороннего исполнения, имеет символьное обозначение LH.
Направление указывается для левостороннего исполнения, имеет символьное обозначение LH.
Рис.4 Трубная цилиндрическая дюймовая резьба
Цилиндрическая трубная резьба по ГОСТ 6357-81 и ее обозначение
Применяют дюймовые резьбы цилиндрической формы для состыковки металлических трубопроводов водопроводных и газовых систем, внутренняя накатка согласуется с наружной конической по ГОСТ 6211-81. При ее изготовлении за основу была принята мелкая резьба Уитворта (европейская маркировка BSW), она совместима еще с одним евростандартом BSP, ее основные параметры следующие:
- Как и в конической, максимальный размер окружности заготовок, на которые нарезается резьба, составляет 6 трубных дюймов.
- Шаг имеет 4 типоразмера с количеством нитей 11, 14, 19, 29 на стандартный дюйм, он привязан к наружному диаметру.
- Наружные диаметры разбиты на два ряда, которые при измерении принято обозначать номерами, при выборе размеров предпочтение отдается первому ряду.
 В отличие от конической, для цилиндрической длина не регламентируется.
В отличие от конической, для цилиндрической длина не регламентируется. - Обозначение цилиндрической резьбы состоит из символа G, размера и класса точности, левое исполнение дополняется символами LH, в обозначении могут быть приведены данные о длине свинчивания L в миллиметрах, которые добавляются в конце. Например обозначение G1 1/2 LH — B — 50 указывает на цилиндрическую левостороннюю резьбу класса точности В диаметром 1/2″ и длиной 50 мм.
Рис. 5 Таблица стандартов дюймовых конических резьб NPT и ГОСТ 6111-52
Отличие резьбы метрической от трубной
Основными показателями резьбовых накаток являются их диаметр и шаг, которые регламентируются соответствующими нормативами.
Широко распространенная метрическая резьба, применяемая во всех сферах промышленности, отличается от трубной по следующим параметрам:
Размеры. Трубная имеет наружный диаметр, кратный специальному фиксированному трубному дюйму (33,24 мм.) и его десятым долям, при этом дюйм не является величиной, кратно связанной с единицами измерения в миллиметрах. Понятно, что элемент с дюймовой нарезкой не может подойти по размерным показателям к изделию, выполненному по метрическим стандартам. В трубной резьбе шаг измеряется в количестве ниток на дюйм — из этого следует, шаг резьбы в миллиметрах не будет совпадать с дюймовым.
Понятно, что элемент с дюймовой нарезкой не может подойти по размерным показателям к изделию, выполненному по метрическим стандартам. В трубной резьбе шаг измеряется в количестве ниток на дюйм — из этого следует, шаг резьбы в миллиметрах не будет совпадать с дюймовым.
Все вышесказанное означает, что на практике метрическую гайку не накрутишь на болт с дюймовой накаткой — детали не совпадут по ходу и диаметру.
Профильный угол. Трубная нарезка, регламентированная отечественными ГОСТ 6211-81, 6357-81, имеет профиль равностороннего треугольника с углом конусного гребня в 55 град., в то время как в метрической этот показатель равен 60 град. Понятно, что помимо различного диаметра и шага, эти резьбовые соединения не смогут работать в паре по причине разного угла конусных гребней.
Рис. 6 Резьба NTPS
Накатка. Трубная резьбовая накатка проводится на заготовки с учетом толщины их стенок и внешних габаритов — это позволяет получить максимально прочную стыковку изделий, зависящую от их физических и механических характеристик заготовок.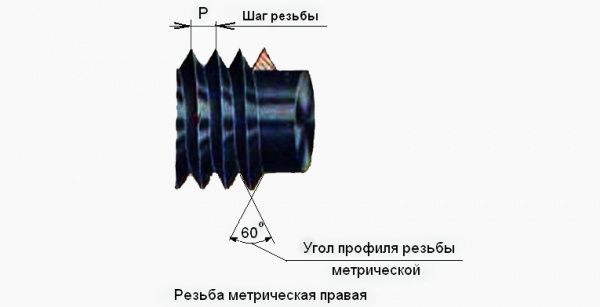 Трубная резьба отличается от метрической тем, что по стандарту для каждого диаметра установлен свой шаг — это позволяет при соблюдении нормативов обеспечить резьбовому стыку высокую и заранее рассчитанную прочность.
Трубная резьба отличается от метрической тем, что по стандарту для каждого диаметра установлен свой шаг — это позволяет при соблюдении нормативов обеспечить резьбовому стыку высокую и заранее рассчитанную прочность.
Маркировка и обозначение. В государственных стандартах основные трубные резьбовые размеры привязаны к дюйму (обозначается одной или двумя косыми чертами), в то время как метрические приведены в миллиметрах. Основная разница видов в указании хода — в дюймовом варианте указывается количество ниток на 1″.
Рис. 7 Таблица метрической конической резьбы
Нарезка трубной резьбы своими руками
Как и метрическая, трубная резьба бывает наружной и внутренней, выполняется ручными или механическими способами. Для создания нарезки ручным способом используют метчики (для внутренней насечки) и плашки (для нарезания внешних поверхностей).
Самостоятельная нарезка резьбы на трубе внутри и снаружи проводится в следующем порядке:
- Перед нарезанием стачивают внешнюю или внутреннюю кромки, делая небольшую фаску — это помогает установить режущий инструмент без перекосов.
 Также под рукой необходимо иметь машинное масло, которым будет смазываться поверхность трубы и режущий инструмент в процессе проведения работ.
Также под рукой необходимо иметь машинное масло, которым будет смазываться поверхность трубы и режущий инструмент в процессе проведения работ. - Труба надежно фиксируется в тисках и смазывается машинным маслом, плашка закрепляется в плашкодержателе, а метчик в воротке, после чего инструмент надевают или вставляют в трубу.
- Вращая плашку или метчик, вворачивают их в заготовку на необходимую глубину. Вращательные движения совершает в одну и другую сторону, при большой глубине нарезания плашку или метчик периодически извлекают и очищают от стружки вместе с поверхностью детали.
Рис.8 Ручной способ создания резьбы
Для качественного выполнения нарезаемой резьбы используются два типа плашек и метчиков: черновые и чистовые, первыми, более выработанными, проход совершают в начале, после чего проходку довершают чистовыми.
При наличии в домашнем хозяйстве токарного станка, применяют механический способ нарезания, при этом выполняемая работа состоит из следующих операций:
- Трубу фиксируют в патроне токарно-винтового станка, в его суппорт устанавливают специальный резец.

- Включают станок, выставляют заданные режимы скорости вращения шпинделя и движения суппорта с резцом, а также глубину погружения резца. Прорезание наружной трубной поверхности проводят с применением смазывающей охлаждающей жидкости или масла.
- В начале вырезают фаску, затем совершают проходы, с каждым постепенно увеличивая глубину погружения резца. Последний проход совершают с минимальным снятием металла на малых оборотах.
Рис. 9 Изготовление резьбы на токарном станке
Определение размеров резьбы
Определение диаметра и хода дюймовой резьбы может понадобиться в случае подбора деталей по своим параметрам, аналогичным используемым.
Для установления данных значений используется инструменты, аналогичные метрическим — калибры, гребенчатые резьбомеры, штангенциркули. Еще одним бытовым вариантом получения необходимой информации является использование изделий, с известными характеристиками. В этом случае накручивание гайки с известным диаметром и шагом на болт или наоборот, если процесс прошел без затруднений и соединение плотно зафиксировано, помогает в определении искомых размеров.
Процесс определения диаметра при помощи штангенциркуля не вызовет затруднений даже у школьника, как и замер хода с помощью гребенчатого резьбомера. Для определения шага к нарезной поверхности прикладывают гребенчатые пластинки с порезанным профилем, при их взаимном совпадении шаг определяется по маркировке на гребенках.
Для точного определения внутреннего диаметра, шага и проверки качества выполнения изделия в промышленности используются специальные калибры. Определить резьбу на трубе с их помощью можно вкручиванием во внутренние или на внешние стенки изделия.
Рис.10 Инструмент для определения резьбового шага и диаметра
Параметров, по которым трубная резьба отличается метрической, довольно много: помимо того, что угол витка первой составляет 55 градусов, ее размерные показатели взаимосвязаны между собой (каждый диаметр имеет соответствующее количество витков) и привязаны к дюймам. При этом в ГОСТ для измерения диаметра указаны специальные трубные дюймы (соответствуют 33,24 мм. ), а шаг определяется количеством витков на обычный дюйм (25,4 мм.) и включает четыре типоразмера.
), а шаг определяется количеством витков на обычный дюйм (25,4 мм.) и включает четыре типоразмера.
Идентификатор потока — это просто. Узнайте все о различных типах потоков
- Главная
- Наш лучший совет
- Идентификатор потока легко. Узнайте все о различных типах резьбы
Для шланговых и трубных фитингов доступно несколько различных типов резьбы. Количество вариантов конца фитинга может сделать выбор наиболее подходящего типа резьбы фитинга сложной задачей. Надежность фитингового соединения зависит от выбора того, что является оптимальным для применения. Во-первых, мы познакомим вас с шестью типами распространенных типов резьбы. Во-вторых, мы проведем вас через процесс идентификации потока.
Шесть наиболее распространенных типов резьбы
Когда речь идет о различных типах резьбы, большинство людей, работающих в гидроэнергетике, узнают Американскую трубную резьбу (NPT/NPTF) , а также SAE или Унифицированные резьбы (ООН/УНФ) . Однако резьба и соединения делятся на шесть основных типов:
Однако резьба и соединения делятся на шесть основных типов:
- UN/UNF
- НПТ/НПТФ
- БСПП (БСП, параллельный)
- BSPT (BSP, конический)
- метрическая параллельная
- метрическая коническая
Давайте узнаем разницу между каждым из них.
Как определить различные типы резьбы в четыре простых шага
Прежде чем начать, убедитесь, что у вас есть два инструмента для идентификации резьбы:
- Шагомер
Шагомер — это инструмент, используемый для измерения расстояния между вершинами резьбы. Для NPT, UN/UNF, BSPP и BSPP мы измеряем количество витков резьбы на дюйм. Если у вас метрическая резьба, калибр шага определяет расстояние между каждым отдельным гребнем в миллиметрах.
- Суппорт
Штангенциркуль используется для измерения диаметра резьбы. Для наружной резьбы он измеряет наружный диаметр, для внутренней – внутренний диаметр соответственно. Опытные пользователи могут приобрести цифровой штангенциркуль у нескольких розничных продавцов. Это экономит ваше время и упрощает процесс.
Опытные пользователи могут приобрести цифровой штангенциркуль у нескольких розничных продавцов. Это экономит ваше время и упрощает процесс.
ШАГ 1. Параллельная резьба и коническая резьба. Давайте узнаем разницу.
Параллельная резьба включает:
- UN/UNF
- BSPP
- метрическая параллельная
К коническим резьбам относятся:
- NPT/NPTF
- BSPT
- метрическая коническая
Чтобы определить, является ли резьба конической или цилиндрической, посмотрите на ее диаметр. Если диаметр резьбы становится тоньше к концу, вы смотрите на коническую резьбу. Наоборот, если диаметр резьбы одинаков вверху и внизу резьбы, у вас параллельная резьба. См. рисунок ниже, чтобы увидеть визуальную разницу между конической и параллельной резьбой. Использование известной параллели, например, штангенциркуля, может помочь определить, является ли фитинг коническим. Если резьба касается всей длины суппорта, она параллельна, но если она качается, у вас коническая резьба.
ШАГ 2. Определите шаг
Используйте инструмент для измерения шага резьбы, чтобы определить размер резьбы. Измеритель шага резьбы поможет вам точно измерить и рассчитать количество витков резьбы на заданном расстоянии.
Попробуйте несколько калибров из инструмента для измерения шага на белом фоне, прежде чем решить, какой из них лучше всего подходит для вашей резьбы. Посмотрите на общие размеры шага для каждого из различных типов резьбы в таблице ниже.
| ООН/УНФ (САЕ) | 12, 14, 16, 18, 20, 24 |
| НПТ/НПТФ (американская трубка) | 11 ½, 14, 18, 27 |
| БСПП (Британская трубка) | 11, 14, 19, 28 |
| БСПТ (Британская трубка) | 11, 14, 19, 28 |
| Метрическая параллель | 1,0, 1,5, 2,0 |
| Метрическая коническая | 1,0, 1,5, 2,0 |
ШАГ 3.
 Размер резьбы имеет значение
Размер резьбы имеет значение Когда дело доходит до определения размера резьбы, в вашем распоряжении есть два подхода. Прежде чем начать, определите, является ли ваша резьба трубной (NPT/NPTF, BSPT, BSPP) или нет (UN/UNF, метрическая параллельная, метрическая коническая). Помните, что коническая резьба может быть как трубной, так и нет.
Рисунок 1. Таблица размеров внутреннего диаметра трубной резьбыЕсли у вас есть трубная резьба, сравните размер резьбы с профилем номинального размера, как показано на рисунке 1. Для нетрубной резьбы (UN/UNF, метрическая параллельная, метрическая коническая ), используйте штангенциркуль для измерения наружного диаметра протектора.
ШАГ 4. Обозначение резьбы
Этот шаг включает в себя обозначение резьбы в соответствии с отраслевыми стандартами для дальнейшего использования. Начните с определения размера протектора (номинального или фактического), затем запишите тип и шаг (если применимо). См. примеры в таблице ниже в ШАГЕ 4:
| ООН/УНФ (SAE) | Параллельный | 12, 14, 16, 18, 20, 24 | Измерить штангенциркулем | Размер шага, тип 3/4-16 UN/UNF |
| НПТ/НПТФ | Конический | 11 ½, 14, 18, 27 | Сравните с профилем | Размер шага, тип 1/4-18 NPT |
| Параллельный | 11, 14, 19, 28 | Сравните с профилем | G, размер* G1/8 | |
| Конический | 11, 14, 19, 28 | Сравните с профилем | R, размер* R1/2 | |
| Метрическая параллель | Параллельный | 1,0, 1,5, 2,0 | Измерить штангенциркулем | M, размер X, шаг M14X1,5 |
| Метрическая коническая | Конический | 1,0, 1,5, 2,0 | Измерить штангенциркулем | M, размер x шаг, бочонок или конус, M10 x 1 бочонок или конус |
Резюме
Подводя итог, можно сказать, что процесс идентификации потока состоит из четырех простых шагов. Мы узнали о различных типах резьбы, включая коническую и параллельную, размерах шага, размерах резьбы и отраслевых стандартах, когда речь идет об идентификации типов резьбы. Помните, что выбор неправильной детали может привести к физическому или материальному ущербу, если это приведет к утечке, поэтому всегда консультируйтесь со специалистом по жидкостным соединениям, если у вас есть какие-либо вопросы, чтобы предотвратить поломку или неисправность вашего оборудования.
Мы узнали о различных типах резьбы, включая коническую и параллельную, размерах шага, размерах резьбы и отраслевых стандартах, когда речь идет об идентификации типов резьбы. Помните, что выбор неправильной детали может привести к физическому или материальному ущербу, если это приведет к утечке, поэтому всегда консультируйтесь со специалистом по жидкостным соединениям, если у вас есть какие-либо вопросы, чтобы предотвратить поломку или неисправность вашего оборудования.
Сокращения трубной резьбы:
| Британская стандартная труба | |
| Трубная параллельная резьба Британского стандарта | |
| Трубная коническая резьба Британского стандарта | |
| Национальная трубная резьба | |
| Топливная трубная резьба National |
соединители жидкости
Трубная резьба не равна трубной резьбе.
 Руководство по инструментам для нарезания резьбы
Руководство по инструментам для нарезания резьбы Обычно 1 дюйм/дюйм соответствует 25,4 мм для дюймовой резьбы. Однако основным исключением из этого правила является дюймовая трубная резьба. Примерами дюймовой резьбы для трубной арматуры являются NPT, NPTF, BSP и BSPT. Почему дюймовая трубная резьба соответствует не 25,4 мм, а ок. 33 мм, мы подробнее рассмотрим в этой статье. Кроме того, вы найдете сравнительную таблицу трубной резьбы.
Это, наконец, положило конец путанице с нестандартной резьбой для резьбовых и трубных соединений!
Краткое отступление: Типы трубной резьбы
Среди типов трубной резьбы различают американскую (NPT и NPTF) и британскую трубную резьбу Уитворта (BSP/G и BSPT/R). Кроме того, трубная резьба может быть цилиндрической или конической, а также самоуплотняющейся или несамоуплотняющейся.
Подробную запись в блоге об определениях и различиях трубной резьбы можно найти в этой записи в блоге: Краткий обзор важных типов трубной резьбы (NPT | NPTF | BSP | BSPT)
Важно: Никогда не смешивайте и не комбинируйте резьбу NPT с резьбой BSP!
Различия между дюймовыми резьбовыми соединениями и трубными соединениями
Как уже упоминалось во введении, 1 дюйм не соответствует 25,4 мм для трубной резьбы. Преобразование относится исключительно к дюймовой резьбе.
Преобразование относится исключительно к дюймовой резьбе.
Однако для трубной резьбы есть, по общему признанию, сбивающая с толку «особенность».
Спецификации на трубную резьбу являются фиктивными размерами, исторически обусловленными и не имеющими никакого отношения к наружному диаметру резьбы.
1 дюйм соответствует прибл. 33 мм для трубной резьбы.
Согласно DIN EN ISO 228-1 и DIN 2999 внешний диаметр: 1″ = мин. от 32,89 мм до макс. 33,25 мм
В соответствии с DIN EN ISO 6708 и EN 10255 внешний диаметр: 1″ = 33,7 мм
Если вы не знаете разницу между винтовой и трубной резьбой, вы можете прочитать это здесь:
https:// threadingtoolsguide.com/en/blog/the-13-most-important-thread-types-you-should-know/
Различия между типами дюймовой трубной резьбы
Основные различия между американскими и британскими типами трубной резьбы:
1-й боковой угол
Американские и британские соединения труб не следует смешивать, так как они имеют разные диаметры боковых поверхностей.