Как сварить ворота
Как сварить ворота
Для человека, умеющего и любящего работы с металлом, изготовление ограждения и въездных ворот не составит особого труда. Сложнее дело обстоит, если варить и собирать металлические каркасные конструкции приходится один, от силы два раза в году. В этом случае при изготовлении самодельных ворот из профлиста и стального каркаса неизбежно встанет вопрос, как правильно сварить ворота,чтобы раму ворот не «повело», и при этом прочность соединения получилась достаточно высокой.

Сварные ворота, схема изготовления
На сегодня вариант изготовления ворот своими руками из профилированной трубы и облицовки из профнастила можно уверенно назвать наиболее оптимальным по затратам и полученному качеству, но при одном условии:правильно подобрать материал и режимы, позволяющие сварить с максимальной прочностью шва.
Понятно, что для изготовления воротной конструкции мало знать, как сварить ворота, потребуется выполнить несколько не менее важных этапов:
- Максимально точно по размеру раскроить трубу заготовки;
- Изготовить сварочный стапель или стол увеличенных размеров, чтобы подготовленный к сборке набор резаного профиля можно было бы сварить не «на коленке», а в нормальных условиях;
- Подобрать качественный сварочный аппарат, позволяющий сварить тонкий металл с максимальным контролем качества шва.
Как самому сварить каркас ворот
Все варианты ворот на каркасной основе варятся по одной схеме. Первоначально по размерам, указанным в чертеже, необходимо вырезать отдельные куски профиля для каждой стороны каркаса. Лучше всего резать заготовку тонким отрезным кругом с помощью угловой машинки. Чтобы правильно отрезать профиль, первоначально откладываем с помощью слесарной линейки необходимый размер и отмечаем линию реза тонкой риской закаленным острием разметчика. Далее с помощью слесарного уголка обводим линию реза вокруг тела трубы. В этом случае можно резать профиль по контуру, заглубляя тонкий диск на 2- 3 толщины стенки трубы.

Чтобы сварить все элементы рамы так, чтобы они располагались в одной плоскости, потребуется сделать стапель или подставку под каркас будущих ворот. Лучше всего для этих целей подойдет жесткая ровная поверхность железобетонной плиты или, сбитая из досок и крытая листовым металлом, деревянная столешница верстака.

Как изготовить ворота своими руками
Проще всего получить высокое качество шва, если использовать углекислотный сварочный полуавтомат. Но подобное оборудование стоит достаточно дорого, и имеется в наличии только в ремонтных автомастерских, поэтому в домашних условиях ворота можно сварить только обычным инвертором или сварочным трансформатором.
Чтобы качественно сварить каркас ворот, потребуется приготовить следующее оборудование и материалы:
- Инвертор или трансформатор с набором кабелей и сварочным ключом и зажимом «земли», пару десятков сварочных электродов номером три и четыре;
- Сварочная маска, перчатки, щетка с металлической щетиной, двухсотграммовый молоток, четыре винтовые струбцины и рулетка;
- Емкость с водой и ветошь.
Размечаем и собираем каркас ворот
Сварить каркас распашных ворот проще всего не в виде отдельных створок, а как одну цельную раму. Далее, после выравнивания и определения точек крепления навесов на каркасе и на столбах, можно вварить две вертикальные стойки и разрезать прямоугольник на две створки.

Как бы это странно ни звучало, но правильно разметить и зафиксировать элементы рамы ворот перед сваркой бывает сложнее, чем сварить сам каркас. Для начала выбираем способ стыковки трубчатого профиля в угловых соединениях. Наиболее прочным получается косой шов, когда концы свариваемых отрезков подрезают под углом в 45о.

На начальном этапе подрезанные по размеру отрезки профиля выкладывают на сварочном столе по сторонам будущего каркаса ворот. Далее по угольнику выравнивают все четыре прямых угла будущей рамы ворот и фиксируют струбцинами к столешнице сварочного стола. Пред тем как сварить зафиксированную на столе заготовку ворот, необходимо измерить и сравнить длину диагоналей прямоугольника. Разница не должна превысить 2 мм.
Калитку для ворот проще всего сварить на кондукторе или на плите ОСБ, вырезанной по размеру калиточных дверей.
Сварка с гарантией качества
Перед началом работ специалисты советуют потренироваться и сварить несколько десятков сантиметров шва на обрезках профиля. Неважно, насколько ровным и красивым будет шов, главное — выполнить соединение без прожогов или непроваров. В первом случае потребуется наваривать усиление шва, во втором прочность ворот будет недостаточной, и каркас ворот развалится под собственным весом.

Сварить каркас ворот необходимо в два захода. Первоначально вырезанные и зафиксированные на столе отрезки трубы соединяют в углах сварочными точками, по две- три на каждый стык профилей. Через некоторое время, после остывания металла, на каркас устанавливают внутренние поперечины и распорки, и сваривают аналогичным образом.

Если варить правильно, то сваренный точками каркас будет достаточно прочным, чтобы переносить его и даже установить в проем ворот для разметки мест под приварку петель. Если замечаний к раме каркаса нет, можно заменить точечную сварку полноценными линейными швами. Лучше всего сварить стыки на том же столе, где выполнялась предварительная сборка.
Чтобы избежать перегрева и коробления, через каждые пару сантиметров сварочного шва необходимо делать перерыв. Кроме того, металл каркаса в непосредственной близости к месту сварки можно покрыть мокрой тряпкой, это ускорит остывание.
Перед тем как варить следующие швы, на месте соединения нужно аккуратно сбить шлак и зачистить щеткой, чтобы увидеть возможные дефекты. Исправлять проблемы нужно только после полного остывания металла.
Особенности сварочных работ с тонкостенным каркасом
Удобнее всего сварить трубчатую раму с помощью импульсного инвертора. Необходимое качество можно получить, только если правильно подобрать ток сварки. На инверторе подбор режима выполняется обычным поворотом регулятора на передней панели прибора. Для тонкого металла ворот обычно используют прямую полярность и сварочный ток до 40А, точное значение можно получить, только испытав на практике несколько режимов. Инверторные сварочные аппараты работают на постоянном напряжении, поэтому перед началом работ необходимо проверять полярность подключения. В противном случае можно запросто прожечь металл первым касанием электрода.

Значительно сложнее выполняется сварка ворот с помощью сварочного трансформатора. Основная проблема заключается в подборе характеристики необходимой жесткости. Чтобы получить наиболее мягкое и плавное нарастание тока, в момент зажигания дуги во вторичную цепь трансформатора последовательно подключаются наборы балластных сопротивлений большой мощности. Меняя количество резисторов в обойме, можно получить практически идеальное нарастание сварочного тока.
В этом случае тонкие двухмиллиметровые стенки каркаса будут сваривать без деформации и прогорания сварочной ванны.
Заключение
Если у вас нет опыта проведения сварочных работ, не пытайтесь варить швы на вертикальной поверхности, сваривать разнородный металл или работать сваркой в дождь или сырыми электродами. Подобные факторы следует сразу исключить из перечня условий работы.
Как сварить ворота и калитку самому
Хозяину с опытом по плечу любая работа, даже сварка забора с калиткой. А если такого опыта еще не было, то помогут рекомендации бывалых мастеров. Прежде всего хозяева выбирают тип ворот и калитки. Выбор зависит от размера дома и участка, личных предпочтений жителей и наличия автомобиля (в этом случае нужны более мощные и широкие ворота). Самыми популярными конструкциями считаются откатная и распашная.
Что касается материалов – то чаще всего применяют кованое железо, профнастил или дерево. Лучше, чтобы калитка гармонировала с воротами и отвечала их размерами. Это важно не только с эстетической точки зрения, но и для нормального функционирования конструкции. Ведь чем тяжелее калитка, тем быстрее изнашиваются петли и замки. Если остро стоит вопрос с экономией средств, выручит решение сварить ворота и калитку своими руками. Отличный вариант – сварные калитки и ворота, преимущество которых в приемлемой цене, легкости конструкции и ее визуальной привлекательности.
Кроме того, сварные ворота требуют меньших затрат по времени и считаются не такими трудоемкими, как кованые.
Требования к воротам с калиткой
Сварные работы начинаются с подготовки чертежей и материалов, которые понадобятся в процессе. Важно помнить, что рекомендуемая высота калитки – не более 2 метров! В противном случае конструкция получится перегруженной и нефункциональной. Если есть необходимость в более высоких воротах, то сверху монтируют специальную планку, забирающую часть веса на себя.
Калитки внутри ворот чаще всего делают прямоугольной формы. Для этого внутри воротного каркаса приваривается металлическая рама, предназначенная для будущей калитки. Важно, чтобы диаметр труб был с таким же, как и основная часть общего каркаса.
Изготовление сварочного стола Все сварные калитки подразумевают умение мастера пользоваться сварочным аппаратом. При этом поверхность, на которой будет проводиться работа, должна быть идеально ровной и подготовленной. С этой целью применяют сварочный стол. Лучше, чтобы сварочный стол был выполнен из металла! Дерево не подходит из-за легкой воспламеняемости. Металлический стол для сварки позволяет присоединить заземление, чтобы в процессе работы не мешали ни зажим, ни кабель для заземления. Следует заготовить следующие материалы: • пластины из металла толщиной не менее 3 мм размером 75Х44,5 см; • срезанные под углом 45 градусов стальные уголки разного размера; • крепежные элементы (гайки, шайбы); • труба диаметром 7 см;
• колесные опоры с резьбой;
Из инструментов понадобятся: пила по металлу или болгарка, кусачки, рулетка и угольник, струбцины обрезные. Обязательно приобрести сварочный аппарат и набор комплектующих к нему, состоящий из защитного газа, электродов, регулятора давления, оснащенного шлангом для газа).
Алгоритм работы: 1. Сначала сваривают полки с рамками, на которые будет крепиться столешница. 2. Затем к ним приваривают столешницу. 3. После этого к раме приваривают ножки стола. Для этого к основанию, удерживая угол в 90 градусов, поочередно приставляют и прижимают струбциной ножки. 4. Затем фиксируют вторую (нижнюю полку). Расстояние между верхней и нижней перекладинами должно составлять не менее 710 мм. 5. Приваривают все ножки к раме. 6. Затем устанавливают опоры (колесные).
7. На финальном этапе работа приваривают держатель для газовой горелки.
Затем стол обрабатывают жидкостью, защищает от коррозии и красят. При сварке стола сначала все элементы фиксируют прихваточним швом, а только потом обваривают окончательно швом 250 мм. Есть и более простой способ построить сварочный стол своими руками. Для этого берут полотно ЦСП нужного размера, укладывают его прямо на поверхность земли. Для этого используют прокладки, которые предварительно выравнивают с помощью уровня. В итоге получается ровная поверхность, которую можно эксплуатировать для кратковременного проведения сварочных работ. При отсутствии листа ЦСП можно в самом крайнем случае воспользоваться листом ДСП, но предварительно его необходимо хорошо залить водой, чтобы избежать возгорания.
Правила ТБ при сварке Перед началом сварочных работ очень важно запомнить правила безопасности, которые необходимо выполнять в точности, без малейших отступлений. • важно проверить, чтобы рабочее место для сварочных работ оснащалось мощной вытяжкой или доступом сильной естественной вентиляции; • обязательно применять защитные средства: маску и очки, которые помогут защитить лицо сварщика от излучения дуги; • работать надо в сухих перчатках из специальной кожи: это обезопасит от воздействия электрического тока; • важно правильно хранить газовые баллоны;
• вокруг рабочего места, где предполагается сварить ворота, не должно находиться никаких легко воспламеняющихся веществ и элементов (банок с красками, опилок, ветоши).
Правила техники безопасности при сварке подразумевает обязательное наличие всех необходимых средств, предназначенных для личной защиты!
Общие нюансы при сварке ворот с калиткой
Важно понимать, что чем меньше перекосов в столе для сварки – тем ровнее, в свою очередь, получится периметр каркаса для ворот с калиткой. Необходимо постоянно наблюдать за изменениями, происходящими с металлом. В процессе сварки металлические элементы то сжимаются – то расширяются. Если сварить ворота и калитку самому без применения сварочного стола, то готовое изделие будет однозначно иметь заметные дефекты, которые скажутся не только на внешнем виде, но и на общей функциональности конструкции.
Прежде чем сварить калитку, все части каркаса следует плотно зафиксировать, а только потом соединять. В готовом изделии допускается не более 2 мм разногласия соответственно диагоналей сваренного каркаса. Для того чтобы калитку было невозможно снять и украсть, через равные расстояния приваривают ограничители к столбам из расчета 1 ограничитель на 1 столб. Если варится конструкция с тяжелыми створками, предпочтительней выбирать шариковые петли со сквозным отверстием, благодаря которому возможно обновление смазки. При работе с глухими петлями нужно в их нижней части просверлить отверстия, а затем заделать замазкой. Верхнюю часть калитки приваривают к створке, а нижнюю – к столбу! Если планируется сварить калитку из профиля с прямоугольным типом сечения, то в том месте, где петля приваривается к створке важно поставить проставку, что предохранит профиль от образования дыр во время сварочных работ.
Как сварить ворота
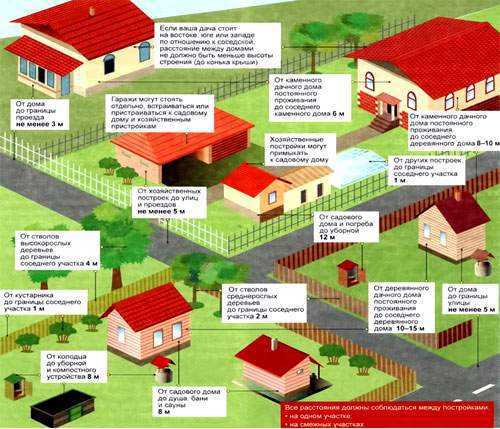
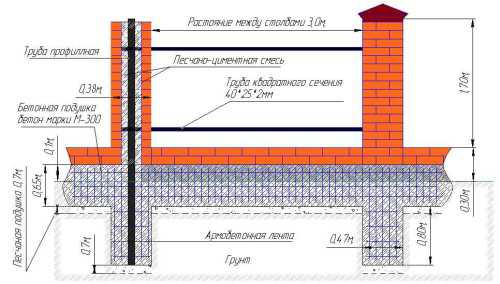
Ворота, в том числе пахотные сварные, требуют устойчивых и мощных опорных столбов, основанных на железных трубах или кирпичной кладке. Эти столбы должны стоять идеально ровно, без отклонений даже в миллиметрах.
Важность опорных ворот Залог нормальной работоспособности сварных ворот с калиткой – правильная заливка фундамента под столбы. Для этого выкапывается яма глубиной не менее 1500 см, на ее дно насыпают гравий, сверху устанавливают опорные столбы, к низу которых для устойчивости приварены металлические планки. Вся конструкция заливается раствором из песка, гравия и цемента до уровня земли, а затем остается высыхать минимум на 2 недели. Только через этот промежуток времени на опоры можно навешивать каркас с калиткой.
Чтобы добиться равенства столбов при высыхании, к их верхушке приваривают планку, соединяющую столбы между собой и не дающую им отклоняться.
Изготовление каркаса для ворот и калитки из профиля
1. Чтобы сварить калитку из профиля, из металлических заготовок собирают внешнюю раму и на специальном столе сваривают все ее элементы между собой. Таким же образом можно сварить калитку из уголка. На этом этапе важно следить за герметичностью труб, чтобы исключалось попадание воды внутрь в процессе эксплуатации. 2. Затем варят внутреннюю конструкцию, уменьшенную по размерам по отношению к внешней. 3. Внутреннюю раму приваривают к внешней с периодичностью около 30 см маленькими 2-сантиметровыми швами. В случае, если ширина калитки будет более 1 м, в центре обязательно привариваю горизонтальный прут. 4. Затем на опорные столбы и каркас приваривают петли (в идеале – с механизмом из подшипников).
5. Сварные швы подвергают зачистке, тщательной шлифовке, грунтовке и покрытию антикоррозийной краской.
Финальным этапом работы над сварными воротами и калиткой считается укрепление обшивки, в качестве которой чаще всего выступают профнастил, дерево или поликарбонат. Если все детали конструкции изготовлены из металла – сначала их сваривают, обрабатывают, а только потом красят. Сварная калитка, выполненная своими руками – это экономно, доступно и привлекательно, если в процессе работы соблюдались требования, а сварка проводилась по правилам.
Как качественно сварить ворота своими руками?
- Дата: 12-08-2015
- Просмотров: 654
- Рейтинг: 51
Каким бы красивым ни был ваш дом и приусадебный участок, далеко не последняя вещь, о которой следует подумать, это хорошие, крепкие, надежные ворота. А если при всех своих необходимых качествах они еще и красивые, то возникает мысль, что вы вряд ли в ближайшее время сможете себе это позволить. Ведь такие величавые и грациозные кованые изделия не каждому будут по карману. Но есть замечательная альтернатива — вы можете сделать и ворота, и калитку из металла самостоятельно. Главное, подробно разобраться, как сварить ворота, чтобы сделать все правильно. И тогда это обойдется гораздо дешевле, а они будут выглядеть не хуже, чем кованые.
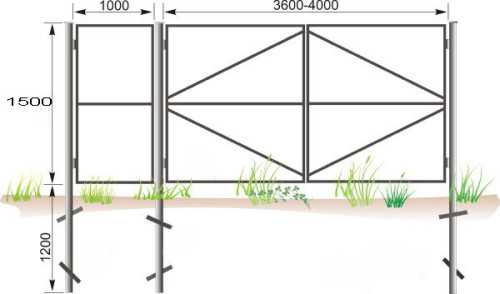
Схема сваренных металлических ворот с размерами.
Подготовка к работе
Сегодня любой уважающий себя хозяин может при желании овладеть нужным ему инструментом. Сварочный аппарат тоже не исключение. Он найдется практически в каждой маленькой мастерской в частных домах.
Для того чтобы сварить самому ворота, вам понадобится некоторая подготовка. В первую очередь, стоит подумать о чертеже. Можете просто набрасывать на бумаге свои идеи, рисовать то, как будет выглядеть ваше творение, додумывать орнамент или, может, это будет сплошная конструкция? Конечно же, решать вам. Но главное — не забудьте прописать точные цифры всех размеров. Вы можете даже поискать уже готовые чертежи и подгонять их, используя масштабирование. Основной момент здесь — это четкий план. Он поможет вам в дальнейшей работе.
При работе со сварочным аппаратом необходимо обязательно надевать защитную маску.
Теперь нужно подготовить инструмент, который может понадобиться:
- Сварочный аппарат. Прекрасно, если вы обладаете личным, если нет — тоже не трагедия, можно одолжить у соседей или знакомых.
- Позаботьтесь о сварочной маске и, главное, об электродах. Они будут нужны в разных диаметрах, ведь металл, который вы станете варить, будет иметь разную толщину (кстати, обратите внимание, рассчитан ли ваш сварочный аппарат на то, чтобы работать с такими типами электродов).
- Инструменты для различных измерений. Стоит приобрести специальный строительный угольник, он поможет вам точно измерять углы, еще понадобится взять рулетку, уровень, можно подготовить обычный мел (если вдруг вам понадобится сделать на металле какую-то отметку).
- Болгарка, специальный молоток для отбивания шлака, струбцины, металлическая щетка и профиль.
- Запаситесь песком, цементом и щебнем. Чтобы готовое изделие прочно встало на свое место, его лучше сразу забетонировать.
Схема определения размеров проема ворот для сварки.
Подготовьте правильно само место для сварочной работы. Вы должны помнить, что металл будет расширяться и сжиматься, когда вы станете его варить. Это значит, что со всей конструкцией будут происходить определенные изменения. То есть если не закрепить ворота и калитку при сварке, варить их на неровной поверхности, то в результате выйдет не слишком красивое изделие. Не говоря уже о том, что возможна глубокая деформация периметра, различные перекосы и пр.
Чтобы этого избежать, лучше достать сварочный стол. Конечно, если нет возможности, то не стоит специально приобретать его. Импровизированный сварочный стол можно легко соорудить и самому. Для этого стоит просто использовать лист ЦСП или ДСП. Он устанавливается прямо на земле и выравнивается подкладками (их проверяем с помощью того же строительного уровня).
Подумайте о материале, из которого вы будете варить ворота. Забор и калитка должны быть изготовлены из одного материала.
Особенности сварки
Не пренебрегайте элементарными правилами безопасности при сварочных работах. Помните про специальную одежду, все должно быть абсолютно сухим и изготовленным только из натуральной ткани. Это касается и брюк, и фартука, и рукавиц, и куртки. В списке необходимых вещей уже упоминалась специальная маска для защиты при сварке (в ней должны быть установлены светофильтры, и их тоже надо правильно подобрать). Наденьте закрытую обувь, у которой резиновая подошва. Выберите для сварочных работ такое место, где будет либо хорошая вентиляция, либо свежий воздух. Обязательно соблюдайте необходимую технику пожарной безопасности.
Несколько слов о самой сварке:
Схема сварки кованных ворот.
- Помните, что при сварке может брызгать горячий металл или нагреваться электрод. Это может привести к ожогам открытых участков тела. Когда же происходит излучение электрической дуги, то могут быть даже ожоги глаз, а вредными газами, которые выделяются при работе со сварочным аппаратом, очень легко отравиться.
- Грамотно выбирайте режим тока — от этого зависит качество сварки. Ориентируйтесь на диаметр электрода, который используете, а также на тип покрытия и толщину вашего металла.
- Величина тока и скорость перемещения электрода должна быть такой, чтобы не появлялись прожоги, подрезы кромок и прочие дефекты.
- Если электрод покраснел, скорее всего, идет перегрев, то есть сварочный ток слишком большой.
- Все кромки деталей, которые вы варите, должны быть чистыми от ржавчины и грязи, разделывайте их также шлифовальной машинкой в случае необходимости.
- Чтобы ваш шов получился красивым и прочным, стоит хорошо натренировать руку.
Ворота бывают нескольких типов по своей конструкции. Среди них откатные, подъемные поворотные, подъемные секционные и распашные. Конечно, изготовить самому конструкции подъемных ворот вряд ли получится. Ведь для этого нужно знать, как работает сам механизм, не считая других нужных в этой области знаний и умений. А вот распашные ворота — это самый старый тип, но, несмотря на это, очень надежный. К тому же именно их можно изготовить своими руками.
Процесс сварки ворот.
Для начала нужно изготовить специальную крепежную раму. Она имеет внутренний и внешний каркас. На вашем чертеже проверьте размеры проема ворот. Ведь точность замеров, которые вы сделали, повлияет не только на вид, но и на качество. Углы должны быть прямые при замере всех диагоналей. Только в таком случае начинайте варить. Можно вварить по углам вертикальные усилители — это поможет добиться того, чтобы рама стала максимально жесткой.
Далее, занимаемся каркасом. Для этого потребуются трубы. Они будут служить основой вашим воротам. Вам понадобится приварить к паре створок листы. Изготовьте их с помощью профиля, размерами 60х20 мм. Затем направляющие нужно вставить в раму и разровнять по вертикали (можно использовать уровень либо сделать это руками). А чтобы створки могли двигаться свободно, не забудьте оставить между ними зазор. Проверьте все углы. Обейте все шлаки и тщательно подойдите к проверке сварочных швов. Если все в порядке, можете варить обрешетку будущего изделия.
Пример сваренной стандартной металлической калитки.
Когда обрешетка закончена, приступаем непосредственно к свариванию ворот. Нужно сначала выкроить створки из листа металла, соблюдая все замеры. Помните о том, что левое полотно дверей должно быть на 2 см уже правого, потому что на левую створку будет накладываться правая. Потом крепим листы с помощью сварочного аппарата.
Теперь можно заняться петлями. Благодаря им ворота должны хорошо и надежно функционировать. При сварке стоит помнить, что петли верхней части должны привариваться к внешней створке, а нижнюю их часть надо закрепить на воротную раму. Можно еще приварить металлическую полоску (толщиной в 10 мм) к воротным створкам и к верху петель. Это еще усилит крепление.
Изнутри можно укрепить конструкцию, используя специальные арматурные вкладки. После того как установите пару петель, вмонтируйте засов (для него вам понадобятся вертикальные штыри). А чтобы его окончательно зафиксировать, нужно сделать в полу и в потолке небольшие отверстия (их диаметр должен составлять 2,5-3 см).
Когда работа над изделием будет завершена, нужно хорошо и тщательно загрунтовать каждую его часть, а еще — покрасить. Таким образом, вы сможете защитить свои ворота от будущей ржавчины.
Процесс приварки петель к воротам.
Теперь можно приступить и к монтажу конструкции. Здесь вы поймете, как важно было качество каждой выбранной и сделанной детали — это отразится на том, легко ли будут двигаться ваши створки, и на некоторых других моментах. Вмонтируйте раму, закрепите ее к откосам (для этого используйте штыри длиной в 20 см). Их концы нужно будет обрезать и обварить, а потом зашлифовать. На раму будут крепиться створки дверей. Потом устанавливается замок или запорный механизм.
По ходу работы лучше, чтобы у вас был какой-то помощник, особенно если вы только в теории знаете, как сварить ворота.
Да и просто в банальных вопросах, например, подержать лист, чтобы не провисал, или протереть/смазать солидолом, зачистить шкуркой петли или выставлять рулеткой диагонали, ну и для другой важной и нужной работы в процессе сваривания ворот.
Впоследствии конструкцию можно будет задекорировать. Тут возможности безграничны, все зависит только от вашей фантазии и способностей.
Преимущества металлических ворот
Входная конструкция может проектироваться из разных материалов, ведь кроме металла есть еще и дерево. Какая же выгода именно от металлических изделий?
Во-первых, выбрав материал в виде металла, вы существенно сэкономите на расходах, ведь дерево гораздо дороже (1 м той же профильной трубы намного дешевле, чем метр бруса или обрезной доски).
Во-вторых, изделия из дерева прочны, качественны и долговечны, но существенно проигрывают в этих вопросах конструкциям из металла.
В-третьих, в завершение работ вы можете как угодно декорировать вашу калитку и ворота. К примеру, можно сделать сварные узоры, обшивку деревом, использовать обычный листовой материал — всего и не перечислишь.
Приняв решение самому сварить ворота в своем доме, постарайтесь тщательно подойти ко всем этапам работы. Если вы будете в точности исполнять рекомендации и соблюдать все необходимые правила, то сможете все правильно сделать собственноручно, а изделие получится красивым, надежным и безопасным.
Как сварить ворота своими руками
Для человека, умеющего и любящего работы с металлом, изготовление ограждения и въездных ворот не составит особого труда. Сложнее дело обстоит, если варить и собирать металлические каркасные конструкции приходится один, от силы два раза в году. В этом случае при изготовлении самодельных ворот из профлиста и стального каркаса неизбежно встанет вопрос, как правильно сварить ворота,чтобы раму ворот не «повело», и при этом прочность соединения получилась достаточно высокой.
На сегодня вариант изготовления ворот своими руками из профилированной трубы и облицовки из профнастила можно уверенно назвать наиболее оптимальным по затратам и полученному качеству, но при одном условии:правильно подобрать материал и режимы, позволяющие сварить с максимальной прочностью шва.
Понятно, что для изготовления воротной конструкции мало знать, как сварить ворота, потребуется выполнить несколько не менее важных этапов:
Все варианты ворот на каркасной основе варятся по одной схеме. Первоначально по размерам, указанным в чертеже, необходимо вырезать отдельные куски профиля для каждой стороны каркаса. Лучше всего резать заготовку тонким отрезным кругом с помощью угловой машинки. Чтобы правильно отрезать профиль, первоначально откладываем с помощью слесарной линейки необходимый размер и отмечаем линию реза тонкой риской закаленным острием разметчика. Далее с помощью слесарного уголка обводим линию реза вокруг тела трубы. В этом случае можно резать профиль по контуру, заглубляя тонкий диск на 2- 3 толщины стенки трубы.
Чтобы сварить все элементы рамы так, чтобы они располагались в одной плоскости, потребуется сделать стапель или подставку под каркас будущих ворот. Лучше всего для этих целей подойдет жесткая ровная поверхность железобетонной плиты или, сбитая из досок и крытая листовым металлом, деревянная столешница верстака.
Проще всего получить высокое качество шва, если использовать углекислотный сварочный полуавтомат. Но подобное оборудование стоит достаточно дорого, и имеется в наличии только в ремонтных автомастерских, поэтому в домашних условиях ворота можно сварить только обычным инвертором или сварочным трансформатором.
Чтобы качественно сварить каркас ворот, потребуется приготовить следующее оборудование и материалы:
Размечаем и собираем каркас ворот
Сварить каркас распашных ворот проще всего не в виде отдельных створок, а как одну цельную раму. Далее, после выравнивания и определения точек крепления навесов на каркасе и на столбах, можно вварить две вертикальные стойки и разрезать прямоугольник на две створки.
Как бы это странно ни звучало, но правильно разметить и зафиксировать элементы рамы ворот перед сваркой бывает сложнее, чем сварить сам каркас. Для начала выбираем способ стыковки трубчатого профиля в угловых соединениях. Наиболее прочным получается косой шов, когда концы свариваемых отрезков подрезают под углом в 45о.

На начальном этапе подрезанные по размеру отрезки профиля выкладывают на сварочном столе по сторонам будущего каркаса ворот. Далее по угольнику выравнивают все четыре прямых угла будущей рамы ворот и фиксируют струбцинами к столешнице сварочного стола. Пред тем как сварить зафиксированную на столе заготовку ворот, необходимо измерить и сравнить длину диагоналей прямоугольника. Разница не должна превысить 2 мм.
Калитку для ворот проще всего сварить на кондукторе или на плите ОСБ, вырезанной по размеру калиточных дверей.
Сварка с гарантией качества
Перед началом работ специалисты советуют потренироваться и сварить несколько десятков сантиметров шва на обрезках профиля. Неважно, насколько ровным и красивым будет шов, главное — выполнить соединение без прожогов или непроваров. В первом случае потребуется наваривать усиление шва, во втором прочность ворот будет недостаточной, и каркас ворот развалится под собственным весом.
Сварить каркас ворот необходимо в два захода. Первоначально вырезанные и зафиксированные на столе отрезки трубы соединяют в углах сварочными точками, по две- три на каждый стык профилей. Через некоторое время, после остывания металла, на каркас устанавливают внутренние поперечины и распорки, и сваривают аналогичным образом.

Если варить правильно, то сваренный точками каркас будет достаточно прочным, чтобы переносить его и даже установить в проем ворот для разметки мест под приварку петель. Если замечаний к раме каркаса нет, можно заменить точечную сварку полноценными линейными швами. Лучше всего сварить стыки на том же столе, где выполнялась предварительная сборка.
Чтобы избежать перегрева и коробления, через каждые пару сантиметров сварочного шва необходимо делать перерыв. Кроме того, металл каркаса в непосредственной близости к месту сварки можно покрыть мокрой тряпкой, это ускорит остывание.
Перед тем как варить следующие швы, на месте соединения нужно аккуратно сбить шлак и зачистить щеткой, чтобы увидеть возможные дефекты. Исправлять проблемы нужно только после полного остывания металла.
Особенности сварочных работ с тонкостенным каркасом
Удобнее всего сварить трубчатую раму с помощью импульсного инвертора. Необходимое качество можно получить, только если правильно подобрать ток сварки. На инверторе подбор режима выполняется обычным поворотом регулятора на передней панели прибора. Для тонкого металла ворот обычно используют прямую полярность и сварочный ток до 40А, точное значение можно получить, только испытав на практике несколько режимов. Инверторные сварочные аппараты работают на постоянном напряжении, поэтому перед началом работ необходимо проверять полярность подключения. В противном случае можно запросто прожечь металл первым касанием электрода.
Значительно сложнее выполняется сварка ворот с помощью сварочного трансформатора. Основная проблема заключается в подборе характеристики необходимой жесткости. Чтобы получить наиболее мягкое и плавное нарастание тока, в момент зажигания дуги во вторичную цепь трансформатора последовательно подключаются наборы балластных сопротивлений большой мощности. Меняя количество резисторов в обойме, можно получить практически идеальное нарастание сварочного тока.
В этом случае тонкие двухмиллиметровые стенки каркаса будут сваривать без деформации и прогорания сварочной ванны.
Заключение
Если у вас нет опыта проведения сварочных работ, не пытайтесь варить швы на вертикальной поверхности, сваривать разнородный металл или работать сваркой в дождь или сырыми электродами. Подобные факторы следует сразу исключить из перечня условий работы.